



(1)控制要求
图4.2-7所示为冲床运行示意图。初始状态机械手在最左边,左限位开关SQ1被压合;机械手处于放松状态;冲头在最上面,限位开关SQ2被压合。当按下起动按钮SB,机械手夹紧工件并保持,3s后,机械手右行,碰到右限位开关SQ3后,机械手停止运行,与此同时冲头下行;当冲头碰到下限位开关SQ4后冲头上行;当冲头上行碰到上限位开关SQ2后,停止运行,与此同时机械手左行,碰到左限位开关SQ1后,机械手松开,延时4s后系统返回到初始状态。
(2)编程元件配置及PLC的I/O接线
1)PLC的I/O配置:
输入:起动按钮SB—X0;左限位开关SQ1—X1;右限位开关SQ2—X2;
上限位开关SQ3—X3;下限位开关SQ4—X4。
输出:机械手电磁阀YV—Y0;机械手左行KM1—Y1;机械手右行KM2—Y2;
冲头上行KM3—Y3;冲头下行KM4—Y4。
2)还要配置控制延时的定时器T37、T38。
3)根据PLC的I/O配置可得图4.2-8所示的PLC的I/O接线。
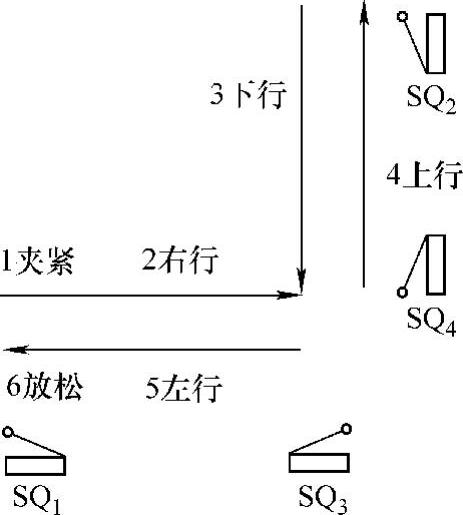
图4.2-7 冲床运行示意图
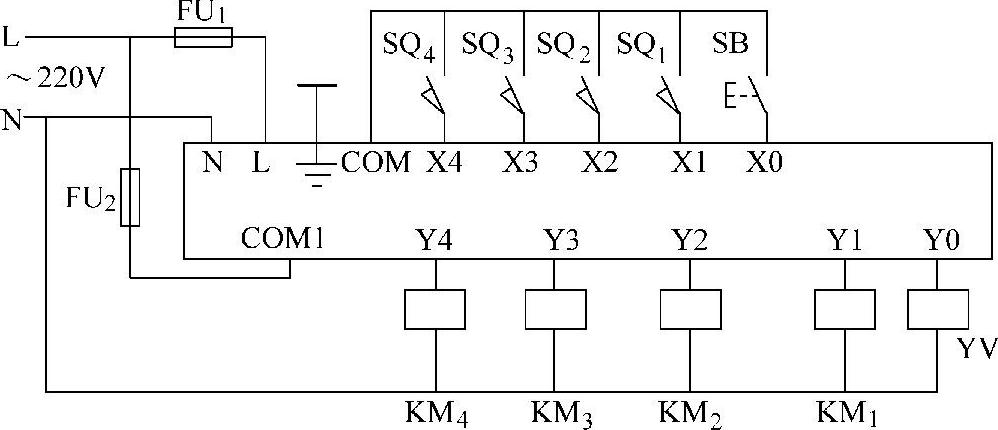
图4.2-8 PLC的I/O接线
(3)设计顺序功能图
1)任务分解。根据控制要求,将整个控制系统分为初始步以及机械手夹紧、机械手右形、冲头下行、冲头上行、机械手左行、延时等待的6个工作步,并分别用辅助继电器M0、M1~M6表示。
2)各步的驱动负载、转换条件和转换目标,见表4.2-3。(https://www.xing528.com)
表4.2-3 各步的驱动负载、转换条件和转换目标

3)根据控制要求和表4.2-3可得如图4.2-9所示的顺序功能图。
(4)设计梯形图
根据开控制要求,将图4.2-9所示的顺序功能图转化为梯形图。设计时要注意两点:
1)初始步的编程。PLC开始运行时应将初始步M0置为ON,否则系统无法工作,因此将执行特殊功能的M8002的动合触点作为M0的一个起动条件,即初始起动信号。另外,步M0还受M6的控制,当小车卸料完毕且T38计时时间到,小车返回初始原位,程序转移到M0,因此应将M6和T38的动合触点组成串联电路,作为M0的另一个起动条件。这两个起动条件应并联。M8002为初始脉冲继电器,PLC开机运行后,M8002自动接通一个扫描周期,为了保证运动状态能持续到下一步或动为止,还需要并联上M0的自锁触点。
此后步M2~M6的编程与步M1相同。
2)在图4.2-9中。步M1~M5这5步均得电,为了避免双线圈输出,因此用辅助继电器M1~M5的动合触点组成的并联电路驱动Y0。
综上所述,可得图4.2-10所示梯形图。
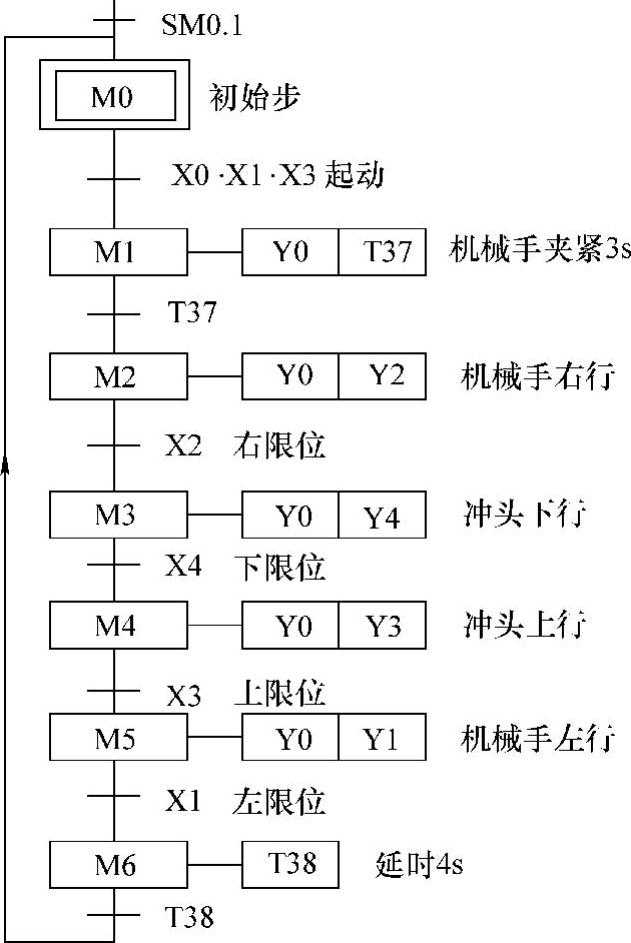
图4.2-9 顺序功能图
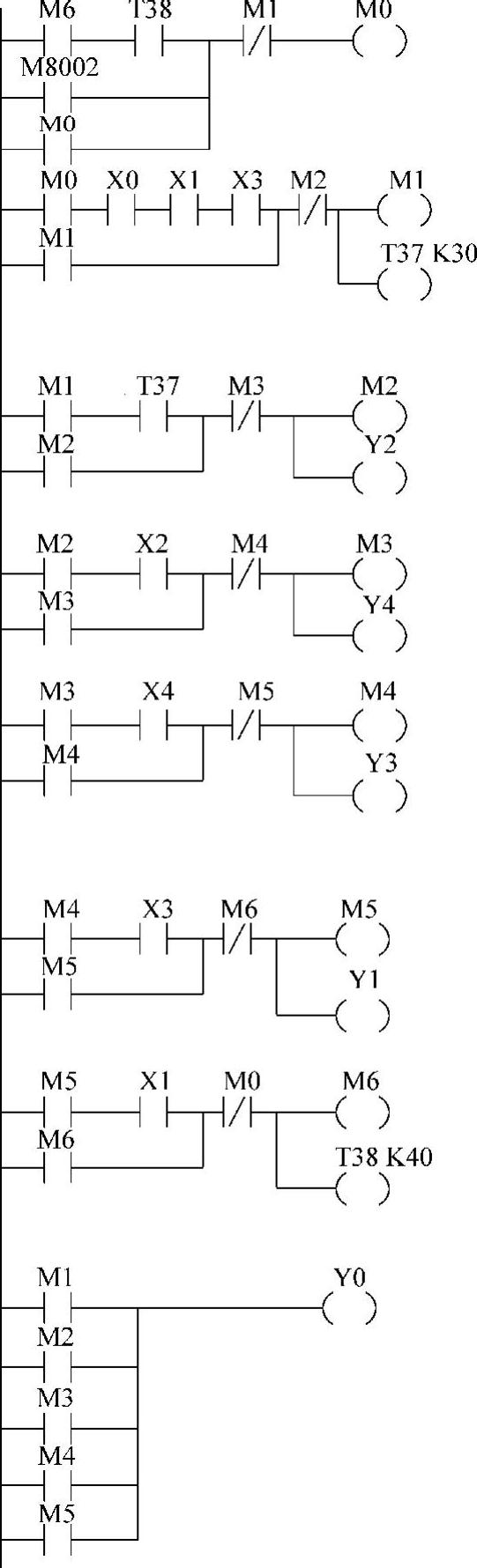
图4.2-10 冲床运行控制的梯形图
(5)电路工作过程
初始状态机械手在最左边,左限位开关SQ1被压合;机械手处于放松状态;冲头在最上面,上限位开关SQ2被压合。当按下起动按钮SB,机械手夹紧工件并保持,3s后,机械手右行,碰到右限位开关SQ3后,机械手停止运行,与此同时冲头下行;当冲头碰到下限位开关SQ4后冲头上行;当冲头上行碰到上限位开关SQ2后。停止运行,与此同时机械手左行,碰到左限位开关SQ1后,机械手松开,延时4s后系统返回到初始状态。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。