



1.对检测的要求
对锻件进行磁粉检测前,应确定以下的检测要求:
1)在锻件上应进行磁粉检测的部位。
2)被认为属有害缺陷的磁痕类型、尺寸、数量、位置和取向。磁痕的分类是:①在多余磁粉去除后可见的,用普通着色渗透法可检出的定为开口缺陷;②磁痕最大尺寸为1.6mm,用着色渗透法可检出的开口缺陷定为点状缺陷:③目视及着色渗透法均不能检出的缺陷定为非开口缺陷。
3)电流的类型、磁粉的施加方法、退磁的要求。
2.检测的阶段和方法
在加工过程中作工序间检查时,常需采用连续磁化法,这是因为此时钢锻件大都处于退火状态或半退火状态,故而具有低的顽磁性。若经最终热处理的钢锻件具有高的顽磁性,经有关部门批准后,可用剩磁法检测。
当采用半波整流电流、直流电流直接通过锻件进行磁化时,验收检测可在锻件尚有0.8mm加工余量的情况下以连续法进行。
3.磁化电源
对于任何磁化方法,除非另有规定,应采用直流电或经整流的交流电作为电源,不允许采用交流电,因其对近表面缺陷的探测能力非常有限。
4.表面准备
磁粉检测的灵敏度在相当大的程度上取决于被检件的表面状况。在经喷丸或其他方法清理的锻造表面,或者在有小量热处理氧化皮而未作专门处理的表面,缺陷均可得到令人满意的显示,但松动的氧化皮必须清除。为了显示细小的缺陷,被检表面必须加工到使表面粗糙度值Ra<6.35μm。
5.锻件的直接通电流磁化
用连续法检查,如果电流直接通过锻件,则直径或横断面最大宽度应使用4~35A/mm的直流或整流电流:直径或断面在125mm以内者建议采用的电流为25~35A/mm;直径或断面在125~250mm之间者为15~25A/mm;直径或断面大于250mm者为4~15A/mm;如果直径大于250mm的部件不能达到这样大的电流,则应使用磁场指示器检测磁场强度是否合适;当用电缆夹在空心部件壁上时,应以其壁厚计算磁化电流值。在其他情况下,磁化力是否合适应由磁场指示器来验证。
6.锻件的环绕线圈纵向磁化
在锻件上绕以线圈,通以直流电或经整流的交流电进行纵向磁化。用连续法检查时,线匝应保持紧密靠拢。由于磁场强度随离开线圈距离的增大而减小,因而长零件必须分段磁化。如果被检部分在线圈每一边伸出150mm以上,则必须用磁场指示器验证磁场强度是否足够。
(1)小型锻件磁化强度应是35000安匝/[2+(试件长度/试件直径)],例如一锻件长度为250mm,外径为50mm,其L/D=250/50=5,因此磁化强度为[35000/(2+5)]安匝=5000安匝;如用5匝线圈,则所需电流为(5000/5)A=1000A。这一计算方法能为L/D≥4的小型锻件提供合适的磁场强度。对于L/D值更小的锻件,磁场强度是否合适应使用磁场指示器来验证。
(2)大型锻件磁化电流应在1200~4500安匝的范围内,被检范围上的磁场强度是否合适应使用磁场指示器来验证。
7.锻件的支杆触头磁化
当采用支杆触头作局部通电进行周向磁化,以连续法检查时,磁场强度与所用电流强度成正比,但随着触头间距和被检断面厚度的变化而变化。(https://www.xing528.com)
1)通电断面厚度在20mm以下者,每毫米触头间距的电流应为3.5~4.5A;厚度在20mm以上者,则为4~5A/mm。
2)支杆触头最大间距为200mm,由于触头周围存在磁粉带,触头间距通常不宜小于75mm。
3)应注意防止被检表面局部过热或烧伤。在开路磁化电压超过25V时,为避免铜渗入部件,推荐使用钢或铝顶端的触头或铜刷型触头,而不使用实心铜顶端的触头。
8.锻件的磁轭磁化
磁轭可以是固定型或活动关节型的。
1)当交流电磁轭的极距为50~100mm时,至少应有45N的提升力;直流电磁轭的极距为50~100mm时,至少应有135N的提升力。
2)磁极间距应限制在50~200mm范围内。
3)检测区域应限制在两极连线两侧各延伸1/4极距的范围内;移动磁轭作相邻区的检查时,极距至少应有25mm的重叠。
9.磁痕的解释
对磁痕作有关起因的解释时,必须考虑:
1)磁痕外观。
2)磁痕的方向和形状。
3)锻件的材料类型。
4)锻件的加工过程、机加工类型、热处理情况等。
5)同类锻件过去进行破坏性试验(如低倍试验、断口分析、修整等)所得到的经验。
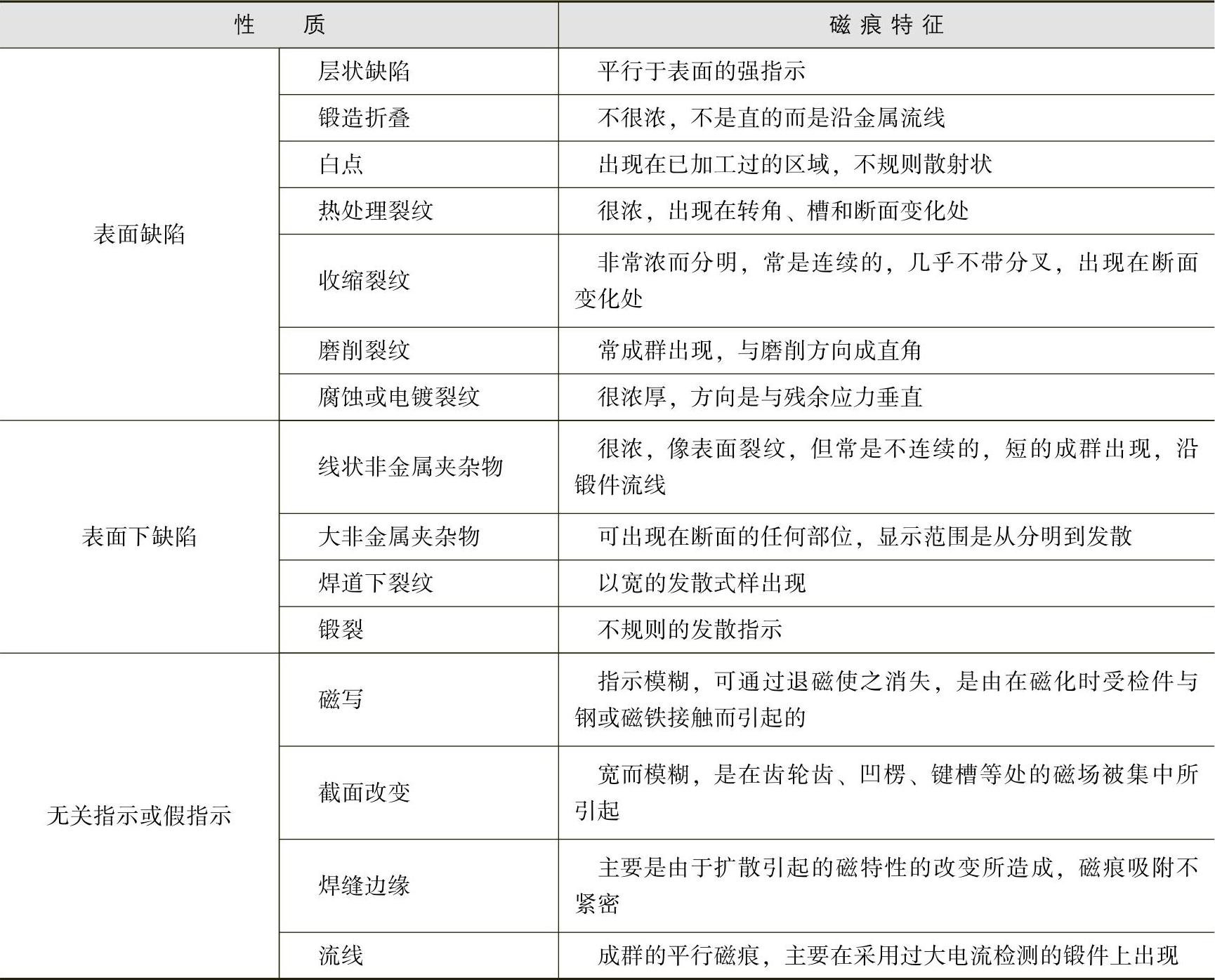
10.磁痕特征
常见磁痕特征如表11.2-1所示。
表11.2-1 常见磁痕特征
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。