



误差补偿是移动刀具或工件,使刀具和工件之间在机床误差的逆方向上产生一个大小与误差接近的相对运动而实现的。机床误差补偿控制方式一般可分为三种:闭环反馈补偿控制方式、开环前馈补偿控制方式和半闭环前馈补偿控制方式。
1.闭环反馈补偿控制
闭环反馈补偿控制系统如图6-1所示,在加工过程中直接补偿实际测量值和理论值之间的误差。由于反馈信息来自于最后检测的工件尺寸,所以可消除各种误差,但是这种方法需要有像激光干涉仪等的高精度尺寸检测装置。然而,这种装置通常非常昂贵,而且其又很难在加工过程中对有复杂外形或有内部结构的工件进行实时检测,难以应用于实际生产。
2.开环前馈补偿控制
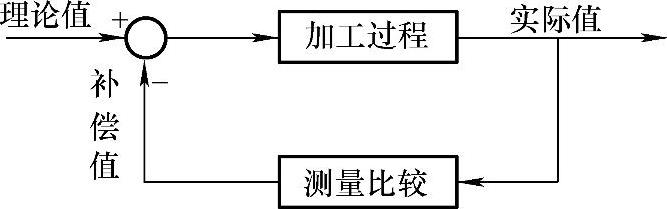
图6-1 闭环反馈补偿控制系统
开环前馈补偿控制系统如图6-2所示,利用预先求得的加工误差数学模型预测误差而进行补偿。这必须有一个符合工程要求和实用的误差模型进行预测,而且要求系统不受外界因素干扰,否则不能正确地预测加工误差。而且,开环前馈补偿控制系统很难做到系统不受外界因素干扰,故这种控制方式也难以应用于实际生产,或应用效果有限。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-2 开环前馈补偿控制系统
3.半闭环前馈补偿控制
半闭环前馈补偿控制系统如图6-3所示,选择几个比较容易检测又能表征系统状态、环境条件的参量作为误差数学模型的变量,建立加工误差和这些参量的关系式并反映其分布规律。作为半闭环前馈补偿,选择正确、合理、实用的参量是建立补偿模型重要的一步,此误差补偿控制系统的关键在于保证加工误差估计模型的高度准确性。

图6-3 半闭环前馈补偿控制系统
比较以上三种补偿方式,闭环反馈补偿控制的优点是补偿精度最高,缺点是制造成本也最高;开环前馈补偿控制的优点是系统制造成本最低,而补偿精度也最低;半闭环前馈补偿控制的性价比最佳。对于数控机床误差补偿,从经济、技术、实用和精度等综合考虑,选用半闭环前馈补偿控制是相对最佳的选择。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。