



1)试件组对尺寸见表9-8,立焊反变形量如图9-23所示。
表9-8 立焊试件组对尺寸
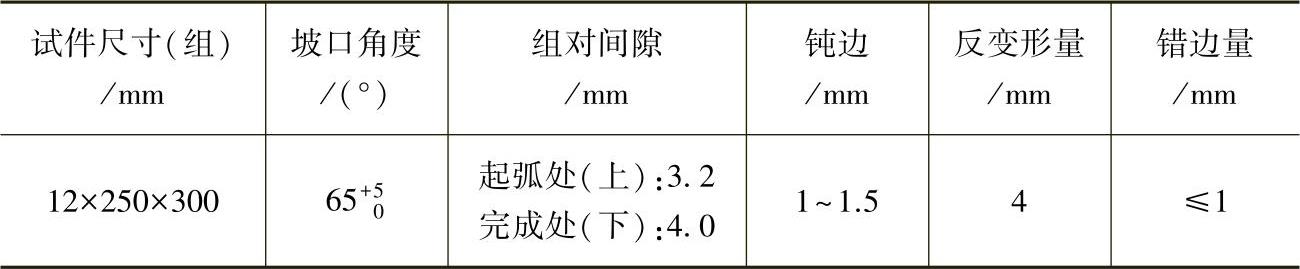
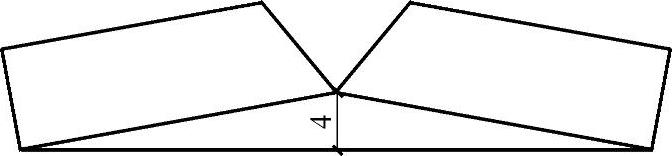
图9-23 立焊反变形量
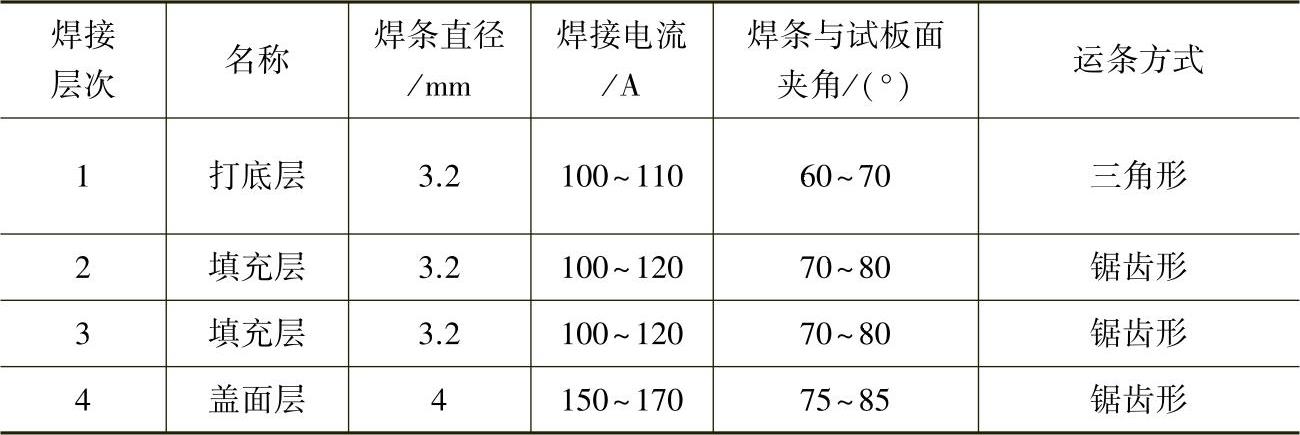
2)立焊焊接参数见表9-9。
表9-9 立焊焊接参数
 (https://www.xing528.com)
(https://www.xing528.com)
3)打底层焊接时,在起焊定位部位引弧,先用长弧预热坡口根部,稳弧3~4s后,当坡口两侧出现汗珠状时,应立即压低电弧,使熔滴向母材过渡,形成一个椭圆形的熔池和熔孔。此时应立即把电弧拉向坡口边一侧(左右任意一侧,以焊工习惯为准)往下断弧,熄弧动作要果断,焊工透过护目镜观察熔池金属亮度,当熔池亮度逐渐下降变暗,最后只剩下中心部位一亮点时,即可在坡口中心引弧,焊条沿已形成的熔孔边做小的横向摆动,左右击穿,完成一个三角运条动作后,再往下在坡口一侧果断熄弧。依此类推,将打底层用短弧焊方法完成,断弧焊的焊条摆动如图9-24所示。
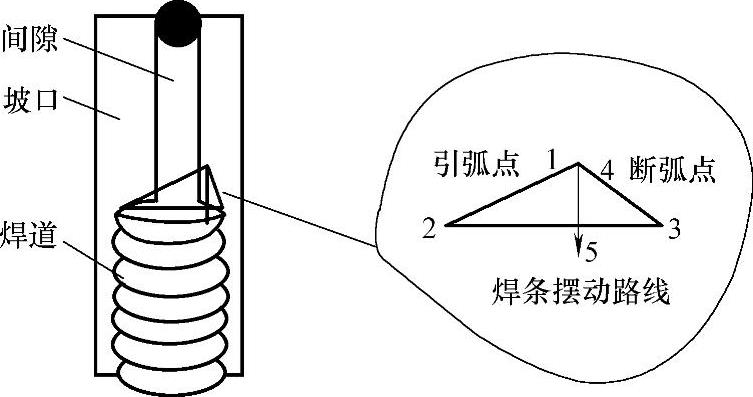
图9-24 断弧焊的焊条摆动
施焊中要控制熔孔大小一致,熔孔过大,背面焊缝会出现焊瘤和焊缝余高超高,过小则发生未焊透等缺欠。熔孔大小控制在焊条直径的1.5倍为好(坡口两侧熔孔击穿熔透的尺寸应一致,每侧为1.5~2mm)。
更换焊条时,要处理好熄弧及再引弧动作。当焊条还剩10~20mm时就应有熄弧前的心理准备,这时应在坡口中心熔池中多给两三滴金属液,再将焊条摆到坡口一侧果断断弧,这样做可以延长熔池的冷却时间,并增加原熔池处的焊肉厚度,起到避免缩孔的发生。更换焊条速度要快,引弧点应在坡口一侧上方距熔孔接头部位20~30mm处,用稍长的电弧预热,稳弧并做横向往上小摆动,左右击穿,将电弧摆到熔孔处,电弧向后压,听到“噗噗”声,并看到熔孔处熔合良好,金属液和焊渣顺利流向背面,同时又形成一个和以前大小一样的熔孔后,果断向坡口一侧往下断弧,恢复上述断弧焊方法,并使打底层焊完成。
4)第二层、第三层为填充层。施焊中要注意分清金属液和熔渣,严禁出现坡口中间鼓而坡口两侧出现夹角的焊缝,这样的焊缝极易产生夹渣等缺欠。避免这种缺欠的方法是运条方式采用锯齿形摆动,并做到“中间快,两边慢”,即焊条在坡口两侧稍做停顿,给足坡口两侧金属液,避免产生两侧夹角,焊条向上摆动要稳,运条要匀,始终保持熔池为椭圆形为好,避免产生金属液下坠,焊缝局部凹起、两侧有夹角的焊缝。同时最后一层填充层(第四层焊缝)时应低于母材面1~1.5mm,过高、过低都不合适,并保留坡口轮廓线,以利于盖面层的焊接。
5)盖面层的焊接易产生咬边等缺欠,防止方法是保持短弧焊,采用锯齿或月牙运条方式为好。手要稳,焊条摆动要均匀,焊条摆到坡口边缘要有意识地多停留一会,给坡口边缘填足金属液,并熔合良好,才能防止产生咬边等缺欠,才能使焊缝表面圆滑过渡、成形良好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。