



1.焊条的分类
(1)按焊条的用途分类
1)碳钢焊条主要用于强度等级较低的低碳钢和低合金钢的焊接。
2)低合金钢焊条主要用于低合金高强度钢、含合金元素较低的钼和钴钼耐热钢及低温钢的焊接。
3)不锈钢焊条主要用于含合金元素较高的钼耐热钢和钴钼耐热钢及各类不锈钢的焊接。
4)堆焊焊条用于金属表层的堆焊,其熔敷金属在常温或高温中具有较好的耐磨性和耐蚀性。
5)铸铁焊条专用于铸铁的焊接和补焊。
6)镍和镍合金焊条用于镍及镍合金的焊接、补焊或堆焊。
7)铜及铜合金焊条用于铜及铜合金的焊接、补焊或堆焊,也可以用于某些铸铁的补焊或异种金属的焊接。
8)铝及铝合金焊条用于铝及铝合金的焊接、补焊或堆焊。
9)特殊用途焊条用于在水下进行焊接、切割和管焊接等。
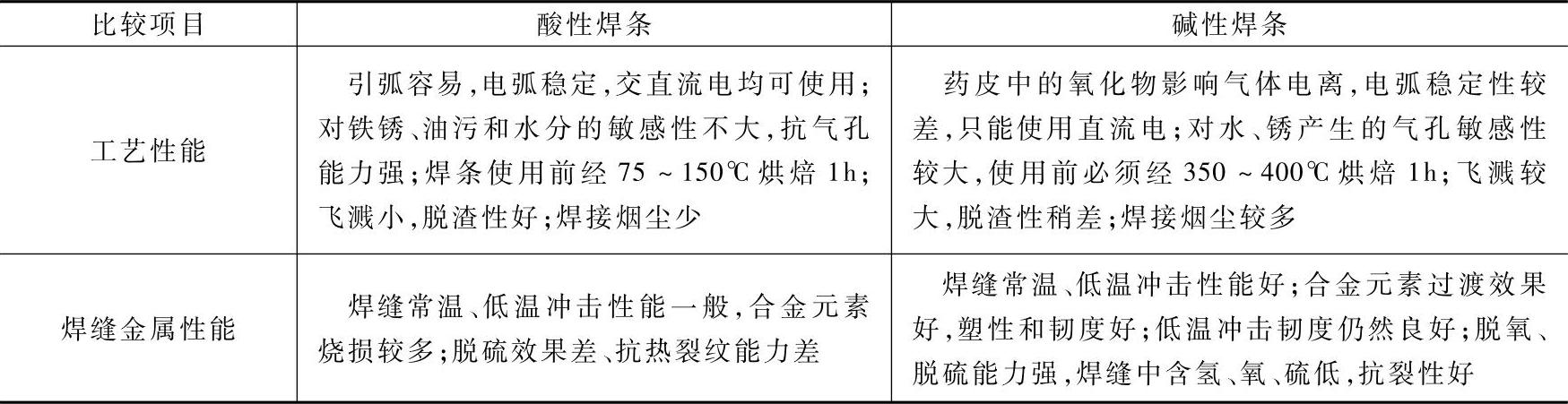
(2)按焊条药皮熔化后的熔渣特性分类 焊接过程中,焊条药皮熔化后,按所形成熔渣呈现酸性或碱性,把焊条分为碱性焊条(熔渣碱度≥1.5)和酸性焊条(熔渣碱度≤1.5)两大类。酸性焊条和碱性焊条的工艺性能与焊缝金属性能的比较见表5-7。酸性焊条不适宜焊接合金元素较多的材料。碱性焊条的塑性、韧性和抗裂性均好于酸性焊条,故在重要构件的焊接中一般采用碱性焊条。
表5-7 酸性焊条和碱性焊条的工艺性能与焊缝金属性能比较
2.对焊条的要求与选用原则
(1)对焊条的基本要求 焊条在焊接过程中应具有良好的工艺性能和保证焊后焊缝金属具有所需的力学性能、化学成分或特殊性能。为此,对焊条提出如下要求:
1)电弧应容易引燃,在焊接过程中电弧燃烧平稳,再引弧容易。
2)药皮应均匀熔化,无成块脱落现象。药皮的熔化速度应稍慢于焊芯的熔化速度,使焊条熔化端部能形成喇叭形套筒,有利于金属熔滴过渡和造成保护气氛。
3)在焊接过程中,不应有过多的烟雾或过大、过多的飞溅。
4)保证熔敷金属具有一定的抗裂性、所需的力学性能和化学成分。
5)保证焊缝成形正常,焊渣清除容易。
6)焊缝射线探伤应不低于GB/T 3323—2005《金属熔化焊焊接接头射线照相》所规定的Ⅱ级标准。
(2)焊条的选用原则
1)焊缝金属的使用性能要求。对于结构钢焊件,在同种钢焊接时,按与钢材抗拉强度等强的原则选用焊条;异种钢焊接时,按强度较低一侧的钢材选用;耐热钢焊接时,不仅要考虑焊缝金属室温性能,更主要的是根据高温性能进行选择;不锈钢焊接时,要保证焊缝成分与母材成分相适应,进而保证焊接接头的特殊性能。
2)考虑焊件的工作条件。对于在高温或低温条件下工作的焊件,应选用耐热钢焊条或低温钢焊条;要求耐磨、耐擦伤的焊件,应按其工作温度具有常温或高温硬度和良好的抗擦伤、抗氧化等性能的焊条;接触腐蚀介质的焊件,应选用不锈钢焊条或其他耐腐蚀焊条;承受振动载荷或冲击载荷的焊件,除保证抗拉强度外,还应选用塑性和韧性较高的低氢型焊条;对于只承受静载荷的焊件,只要选用抗拉强度与母材相当的焊条即可。
3)考虑焊件的形状、刚度和焊接位置。结构复杂、刚度大的焊件,由于焊缝金属收缩,产生的应力大,则应选用塑性较好的焊条;同一种焊条,在选用时不仅要考虑力学性能,还要考虑焊接接头形状的影响。因为,当焊接对接焊缝时,如果强度和塑性适中,则焊接角焊缝时,强度就会偏高而塑性就会偏低;对于焊接部位难以清理干净的焊件,应选用氧化性强的,对铁锈、油污等不敏感的酸性焊条,更能保证焊缝的质量。
4)考虑焊缝金属的抗裂性。焊件刚度较大,母材中碳、硫、磷含量偏高或外界温度偏低时,焊件容易出现裂纹,焊接时最好选用抗裂性较高的碱性焊条。
5)考虑焊条操作工艺性。焊接过程中,电弧应当稳定,飞溅少,焊缝成形整齐匀称,焊渣容易脱落,而巨适用于全位置焊接。在酸性焊条和碱性焊条都可以满足要求的地方,应尽量采用操作工艺性好的酸性焊条,但是首先要保证焊缝的使用性能和抗裂性要求。
6)考虑设备及施工条件。在没有直流电焊机的情况下,不宜选用限用直流电源的焊条,而应选用交直流两用的低氢型焊条;当焊件不能翻转而必须进行全位置焊接时,则应选用能适合各种条件下空间位置焊接的焊条。如立焊和仰焊时,建议按钛型药皮、钛铁矿型药皮的焊条顺序选用。在密闭的容器内或狭窄的环境进行焊接时,除考虑加强通风外,还要尽可能地避免使用碱性低氢型焊条,因为这种焊条在焊接过程中会放出大量有害气体和粉尘。对某些焊件(如珠光体耐热钢)需焊后热处理而受施工条件限制不能热处理的,可选用特殊焊条而避免施焊后进行热处理。
7)考虑经济合理性。在同样能保证焊缝性能要求的条件下,应当选用成本较低的焊条。如钛铁矿型焊条的成本比钛钙型焊条低得多,在保证性能前提下,应选用钛铁矿型焊条。另外,在满足使用性能和操作性能的前提下,应适当选用规格大、效率高的焊条。(https://www.xing528.com)
3.焊条的使用
焊条必须有生产厂家的质量合格证,凡无质量合格证或对其质量有怀疑时,应按批抽查试验。特别是焊接重要产品时,焊接前对所选用的焊条应进行鉴定,对于存放较久的焊条也要进行鉴定后才能确定是否可以使用。如发现焊条内部有锈迹,必须经试验、鉴定合格后方可使用。如果焊条药皮受潮严重,已发现药皮脱落时,应予报废。焊条使用前一般应按说明书规定的烘焙温度进行烘干。焊条的烘干应注意以下事项:
1)纤维素型焊条使用前应在100~200℃烘干1h,注意温度不可过高,否则纤维素易烧损。
2)酸性焊条烘干要根据受潮情况,在70~150℃烘干1~2h,如果储存时间短而巨包装完好,用于一般的钢结构焊接时,使用前可不再烘干。
3)碱性焊条一般在350~400℃烘干1~2h。如果所焊接的低合金钢易产生冷裂纹时,烘干温度可提高到400~450℃,并放在100~150℃保温筒中随用随取。
4)烘干焊条时,要在炉温较低时放入焊条,逐渐升温,不可从高温炉中直接取出,待炉温降低后再取出,以防止由于将冷焊条放入高温烘箱或突然冷却而发生药皮开裂。
5)烘干焊条时,焊条不应成垛或成捆地堆放,应铺放成层状,每层焊条堆放不能太厚,一般为1~3层。
6)低氢型焊条一般在常温下超过4h应重新烘干,在低温烘箱中恒温保存者除外。重复烘干次数不宜超过3次。
7)露天操作时,隔夜必须将焊条妥善保管,不允许露天存放。
4.焊条的管理
(1)焊条的储存保管
1)焊条堆放时应按种类、牌号、批次、规格、入库时间分类存放,每垛应有明确标注,避免混乱。
2)焊条必须在干燥通风良好的室内分类存放。焊条储存库内,应设置温度计、湿度计。低氢型焊条室温度不低于50℃,相对空气湿度低于60%。
3)焊条应存放在架子上,架子离地面高度距离≥300mm,离墙壁距离≥300mm。架子下面应放置干燥剂,严防焊条受潮。
4)焊条在供给使用单位之后,至少在6个月之内可保证继续使用,焊条发放应做到先入库的焊条先使用。
5)受潮或包装损坏未经处理的以及复验不合格的焊条,不许入库。
6)对于受潮、药皮变色、焊芯有锈迹的焊条必须经烘干后再进行质量评定。各项性能指标合格时方可入库,否则不准入库。
7)存放一年以上的焊条,在发放前应重新做各种性能试验,符合要求时方可发放,否则不应出库。
8)重要焊接工程使用的焊条,特别是低氢型焊条,最好储存在专用的仓库内,仓库保持一定的温度和湿度。建议温度10~25℃,相对湿度<50%。
(2)焊条在施工中的管理
1)施工中的焊条必须由专人负责,凭焊条支领单从库房中领取,支领单应写有支领人姓名、支领的焊条型(牌)号、焊条直径、领取数量、支领焊条基层单位负责人签宇、支领日期,在备注栏写有该焊条的生产厂家、生产批次、出厂日期、入库日期等。
2)基层生产单位领到焊条后,应填写焊条保管账本,账本内容包括焊条生产厂家、生产批次、焊条型(牌)号、焊条直径、进账数量。焊条在使用前应进行烘干,烘干时应填写焊条烘干记录,记录单据的主要内容有焊条生产厂家、焊条型(牌)号、焊条生产批次、焊条直径、烘干温度、烘干时间、烘干焊条数量、烘干责任人签宇、烘干检验人签宇,此单据一式三份备案。经烘干后的焊条可以发放给焊工,焊工在领取烘干好的焊条时,需要填写焊条领用单位,领用单上应填写焊条生产厂家、焊条型(牌)号、焊条生产批次、焊条直径、焊条数量、领用时间、领用人签宇。在备注栏里写明焊条用于哪个焊件的哪条焊缝上。焊工领取焊条时,应向焊条基层保管者索要焊条烘干合格的记录单据,没有烘干记录单据的焊条,焊工不得领用。
3)焊工领用烘干后的焊条,应将焊条放入焊条保温筒内,保温筒内只允许装一种型(牌)号的焊条,不允许多种型(牌)号焊条混装在同一焊条保温筒内,以免在焊接施工中用错焊条,造成焊接质量事故。焊工每次领取焊条最多不能超过5kg,剩余焊条必须交车间材料室或施工现场材料组妥善保管。
(3)过期焊条的处理 所谓“过期”,并不是指存放时间超过某一时间界限,而是指质量发生了程度不同的变化(变质)。保管条件好的焊条,可以多年不变质。
1)对存放多年的焊条应进行工艺性能试验。试验前,碱性低氢型焊条应在300℃左右烘干1~2h,酸性焊条在150℃左右烘干1~2h。工艺性能试验时,药皮没有成块脱落,碱性低氢型焊条没有出现气孔,则焊接接头的力学性能一般是可以保证的。
2)焊条焊芯有轻微锈迹,基本上不会影响力学性能,但低氢型焊条不宜用于重要结构的焊接。
3)低氢型焊条锈迹严重或药皮有脱落现象,可酌情降级使用或用于一般构件焊接,如有条件,可按国家标准试验其力学性能,然后决定其是否降级。
4)各类焊条如严重变质则不允许再使用,应除去药皮,焊芯可设法清洗回用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。