



2.1.1 超高功率电弧炉特性
超高功率(Ultra High Power,UHP)这一概念是1964年由美国联合碳化物公司的W.E.Schwabe与西北钢线材公司的C.G.Robinson两个人提出的。他们首先在美国的135t电弧炉上进行了提高变压器功率、增加导线截面等一系列改造。1981年国际钢铁协会(IISI)在巴西会议上,提出具体的按变压器功率水平对电弧炉进行分类的方法,见表2-1。
表2-1 电弧炉按功率水平的分类
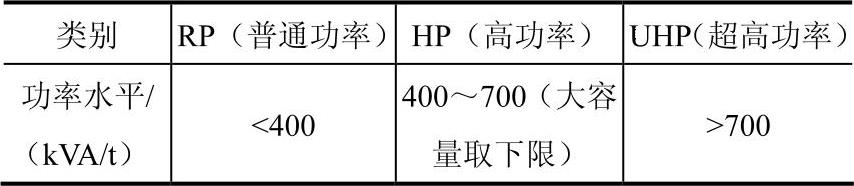
超高功率电弧炉核心的技术思想是极大地提高每吨钢的平均变压器功率水平和有效工作时间利用率。功率水平(kVA/t)是超高功率电弧炉的主要技术参数,它是以每吨钢占有的变压器额定容量来表示,即

变压器利用率指时间利用率与功率利用率,时间利用率是指一炉钢总通电时间与总冶炼时间之比,用Tu表示;功率利用率是指一炉钢实际输入能量与变压器额定能量的比值,或指一炉钢总的有功能耗与变压器的额定有功能耗的比值,用C2表示。
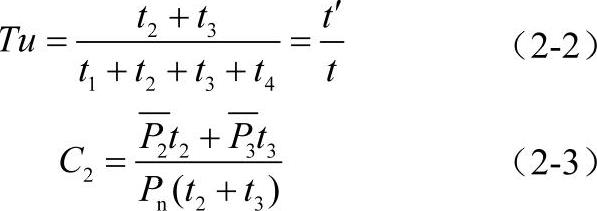
而冶炼周期,即冶炼时间为
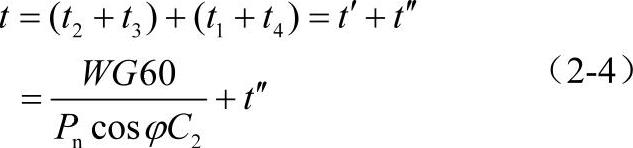
式中 t——冶炼周期(出钢到出钢时间)(min);
t1、t4——出钢间隔与热停工时间(min),t1+t4即非通电时间t′′;
t2、t3——熔化与精炼通电时间(min),t2+t3即总通电时间t′;
G——钢液质量(t);
Pn——变压器的额定功率(kW);(https://www.xing528.com)
C2——功率利用率;
cosϕ——功率因数;
W——冶炼电耗(kW·h/t)。
分析式(2-2)、式(2-3)和式(2-4)可知提高变压器利用率、缩短冶炼周期的措施,即:
1)减少非通电时间,如缩短补炉、装料、出钢以及热停工时间,均能提高Tu,缩短冶炼时间,提高生产率;
2)减少低功率的精炼期时间,如缩短或取消还原期,采取炉外精炼,缩短冶炼时间,提高功率利用率C2,充分发挥变压器的能力;
3)减少通电时间,提高功率水平Pn/G,提高C2以及降低电耗,均能够缩短冶炼时间,提高生产率。超高功率电弧炉要求Tu与C2均大于0.7。
2.1.2 超高功率电弧炉工艺流程
电弧炉炼钢工艺流程优化的核心是缩短冶炼周期,提高生产率,而超高功率电弧炉的发展正是围绕着这一核心进行的。流程优化是在完善电弧炉本体的同时,注重与炉外精炼相配合,真正使电弧炉成为“高速熔器”,形成废钢预热(SPH)—超高功率电弧炉—炉外精炼(SR)—连铸的“短流程”。超高功率电弧炉的出现使电弧炉功能分化成为现实,并促进了电弧炉—炉外精炼—连铸流程的进步。
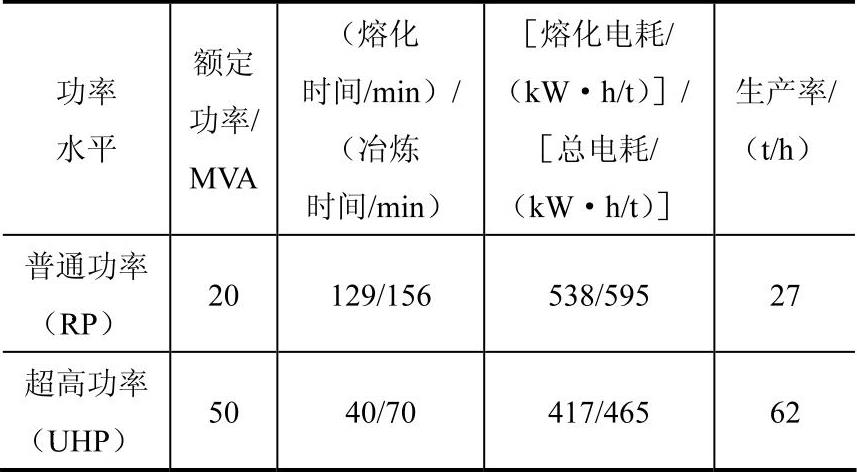
超高功率一般指电弧炉变压器的功率是同吨位普通电弧炉功率的2~3倍。超高功率电弧炉的主要优点有缩短熔化时间,提高生产率,使生产节奏转炉化;提高电热效率,降低电耗;易于与炉外精炼、连铸相配合,实现高产、优质、低耗的目标。表2-2为一座70t电弧炉改造实施超高功率化后的效果情况。
表2-2 电弧炉超高功率化的效果
现代超高功率电弧炉炼钢工艺的基本指导思想是高效、节能、低消耗、优质,生产过程中应该趋利避害。应用于现代超高功率电弧炉炼钢的各项技术,如合理供电、氧气燃烧助熔和二次燃烧、水冷炉壁和炉盖、底吹搅拌、泡沫渣操作、偏心炉底出钢,以及为避免供电闪烁的高阻抗和变阻抗技术,都是在这种指导思想下开发利用的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。