



电渣熔铸件质量主要由熔铸工艺和设备等关键环节来保证。电渣熔铸设备一般包括电渣炉、结晶器、电源及相应的辅助设备。这些设备结构复杂、功能多样化、控制更为精确化。
(1)电渣炉结构主要包括供电、机械传动及其自动控制系统。目前国内外多数电渣炉只适合熔铸形状简单的钢锭类铸件,电极与结晶器之间的位置调整只有1~3个自由度。为了适应大型复杂铸件熔铸工艺需要,电渣炉必须具备多个自由度,能够沿X、Y、Z三个方向具有双向调速运动功能,以及沿X-Y、X-Z、Y-Z三个方向旋转功能,满足熔铸过程中更换电极、叠加结晶器、微量调整等特殊要求。电渣炉供电结构直接关系到电网的相平衡和节能问题。现代化新型电渣炉将采用一系列新材料、新工艺,实现无磁短网,使得短网压降得到有效降低;变压器采用有载无级调压,变压器压降基本不随负载变化而变化,保持了冶炼工艺的稳定。并且变压器损耗较低,功率输出也比较稳定,使冶炼工艺的稳定性和重现性得到了加强。并且在节约电能方面有明显改善,降低30%。电渣炉设有抽风排烟装置以及除尘和烟气净化处理设施,有利于环境保护。采用先进的电渣炉除尘装置技术,除尘效率>85%,净化能力>80%。
采用电渣炉计算机自动控制系统可以对电渣熔铸工艺过程进行动态优化控制,保证了铸件的精炼及凝固条件。在电渣熔铸起弧及补缩阶段,采用计算机自动控制可以实现铸件少切头、切尾,可减少金属消耗5%~10%;在电渣熔铸变断面铸件时,通过采用计算机自动控制系统调整输入功率,可提高电渣炉的热效率和电效率,节约电耗约为8%~10%。
(2)结晶器是电渣熔铸设备中重要的部件之一,它一方面起着熔炼室的作用,金属自耗电极在结晶器中熔化、精练,是电渣炉的炉体;一方面又起着铸造模具的作用,熔融金属在结晶器中受到强制冷却而结晶,形成铸件。实际生产中电极在结晶器中熔化,熔融的金属被强制冷却,冷却后的金属获得与结晶器内腔形状相同的铸件。由于结晶器的无退让性,在熔铸大型铸件时,铸件收缩受阻,必然产生裂纹。同时,常规的结晶器设计工艺无法完成复杂铸件在结晶器内的近净成形。
传统的结晶器大多采用钢制或铜一钢复合结构,但均存在不同程度的缺点。钢制结晶器虽简便经济,但钢材的热导率小,造成铸件成形质量很差,使后序修补操作困难;在开炉过程中如遇循环水冷却强度不够,就会出现粘箱、变形、漏渣、漏水等情况,易造成废品。另外钢制结晶器型面产生的变形不易修复,所以使用寿命较短。在铜−钢复合制结晶器中,由于铜的热导率较大,与铸件的熔接性差,一般不会出现粘箱现象,而且电渣熔铸件的表面成形质量也很好。但是,铜钢之间的焊接性很差,没有很好的熔合区,因此铜−钢结晶器的制造与维修都比较困难,而且制造与维修的成本也很高。对于横截面变化较大,结构复杂的铸件只能采用简化型线的办法,使加工余量增大,降低了金属利用率,增加成本。所以限制了铜−钢复合结晶器的应用。(https://www.xing528.com)
对于铸件几何尺寸较大,形状较为复杂的铸件来说,由于结晶器尺寸也较大,如果采用结晶器整体制造的方法,将给结晶器制造增加难度,同时很难保证尺寸精度,而且经过几次使用后,由于冷热变化,结晶器会出现严重的变形,严重影响到结晶器使用寿命。最新开发的分体组合可退让式结晶器解决了这一技术难题。一方面,结晶器采用分体制造,可大大降低结晶器的制造难度;另一方面也可使结晶器在长期冷热过程中变形量减少到最小,同时如果某一部分损坏,可以进行局部替换,延长了结晶器的使用寿命,降低成本;最后,分体组合式可退让结晶器可实现结晶器可退让距离50mm,是电渣熔铸用结晶器设计的创新,解决了长期制约电渣熔铸大型复杂铸件的关键工艺难点,同时为铸造行业其他金属型铸造领域消除铸件裂纹提供了共性技术,如图3-27所示。
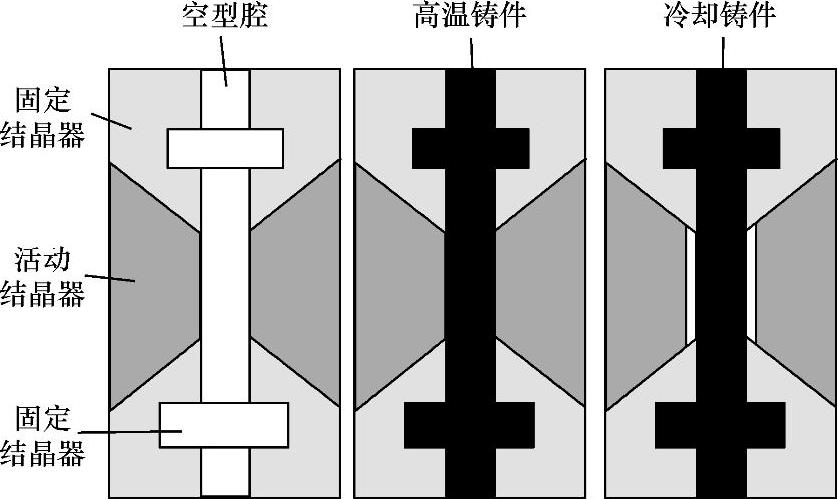
图3-27 分体组合式可退让结晶器示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。