



在铣削加工过程中,铣削力的大小和变化对加工过程的稳定性、工件表面质量及刀具的磨损和破损在很大程度上都有影响。本节通过微量润滑技术在几种典型材料的加工试验,讨论其对铣削力的影响。
切削条件:机床为XK7132立式数控铣床;刀具:三齿立式铣刀,直径:φ10mm;每齿进给量:0.1mm;主轴转速:800r/min;测力仪:Kistler9257B三分量测力仪;Kistler5070A型电荷放大器。用上海光学仪器五厂有限公司生产的数显式测量显微镜(15JE)观察已加工表面形貌。使用的润滑剂为意大利Lubric润滑油,油剂用量为140mL/h,压缩空气压力为0.4MPa。
试验材料:
(1)30CrNi2MoVA钢是一种含钒的低合金高强度钢,适于制造截面厚度不大、在高温回火后使用的零件,也常用于制造截面厚度小于50mm的高强度构件。因此,除兵器工业生产中被广泛使用外,目前在导弹、火箭发射装置生产中也被采用(http://www.su-liao.com/info/detail-752962.html)。30CrNi2MoVA钢调质处理后主要用于制造重载荷的齿轮、机枪管、钢丝等。
(2)PCrNi3Mo高强度钢的含碳量(质量分数)为0.32%~0.42%,合金含量(质量分数)为4.2%~5.6%,是一种中碳调质钢,具有高强度特性。PcrNi3Mo高强度钢主要应用于兵器制造业中,也是航天器材的重要材料,要求具有高强度、高韧性和耐烧性能,以承受高压高温特性,这也给该材料的机械加工提出了很高的要求。传统加工时,一般采取大量浇注切削液的方式以实现充分冷却,但水溶性切削液对硬质合金刀具有较大的热冲击,容易引起崩刃。此外,刀面及切削刃表面粗糙度的增加,会导致摩擦加剧,易生成积屑瘤和鳞刺,从而直接影响已加工表面的表面粗糙度。
(3)钛合金具有重量轻、强度高、高低温性能好、耐腐蚀等许多优点,对于加工来讲,钛合金材料存在强度高、硬度大、弹性模量低、回弹大、易变形、热导率小、摩擦系数小、易粘结等一系列难加工特性。TC4R钛合金的化学成分(质量分数)为:Al—6.5%,V—4.25%,Fe—0.04%,C—0.02%,N—0.015%,O—0.16%,H—0.0018%,Ti。(https://www.xing528.com)
(4)ZG270-500(旧牌号为ZG35)铸钢的成分(质量分数)为:C—0.4,Si—0.5,Mn—0.9,S—小于0.04,P—小于0.04,残余—小于1%。主要用于制造各种承受重载荷的复杂零件,如泵壳、阀门、泵叶轮等。
XYZ三方向的铣削力值见表8-11。铣削力在XY方向较高,而在Z方向力值较小,这主要是由刀具结构决定的。与干式切削加工相比,微量润滑情况下的铣削力随着切削深度的变化,其作用效果是不同的。首先,切削深度增加,刀具/切屑接触面积增大,而刀具/切屑接触区的摩擦作用与接触面积有直接关系,并不服从经典摩擦法则。微量润滑的作用取决于微通道的数目,接触面积增大,微通道数量增多,润滑剂接触面增大,润滑效果明显。其次,切深增加,切削力增加较为明显,也加剧了刀具/切屑接触面的摩擦强度,摩擦区内硬质点增多,产生的微通道数量也会增多,增加了润滑剂的渗入量。
表8-11 微量润滑及干式切削加工条件下不同材料的最大铣削力
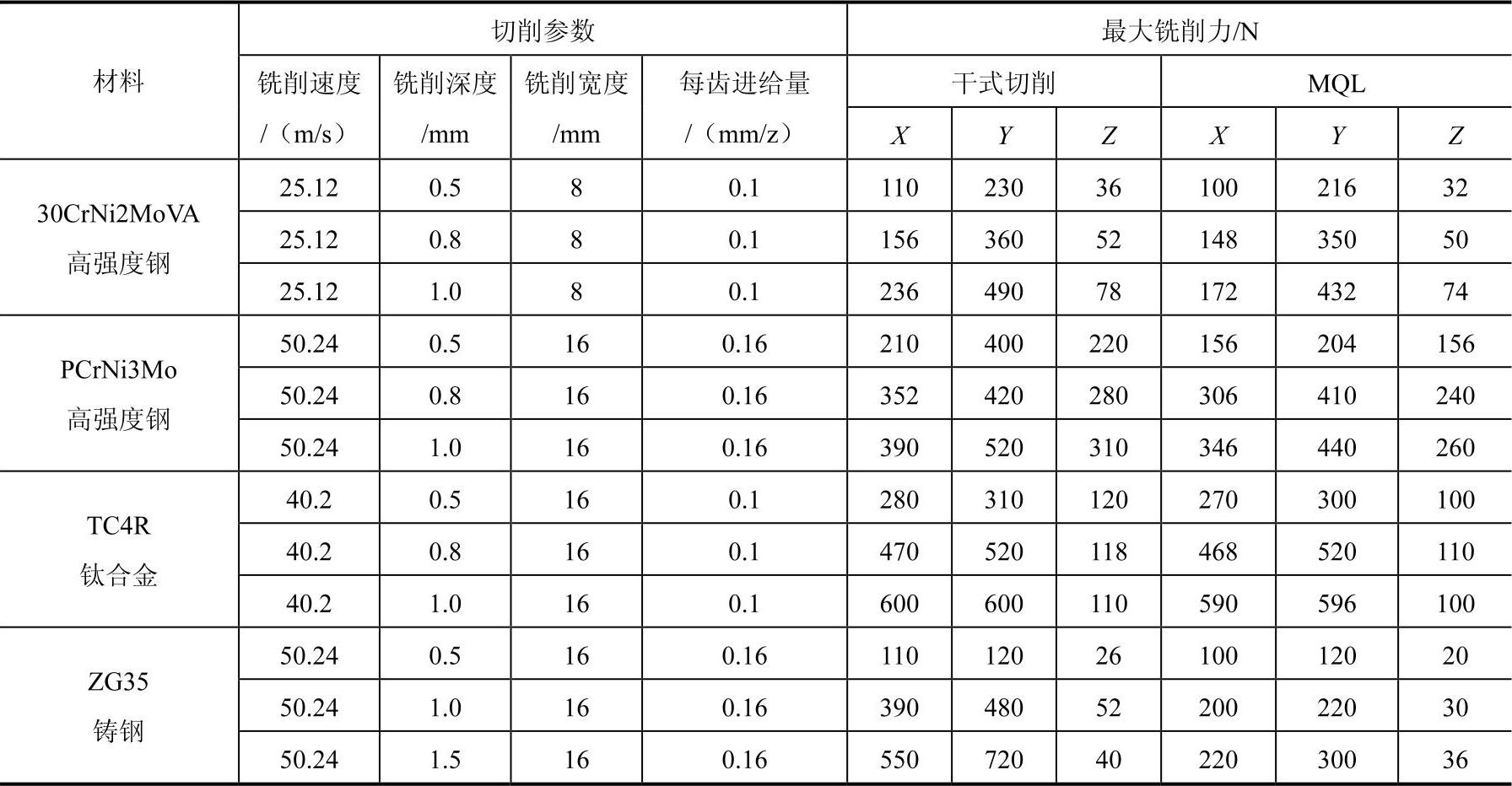
被加工材料的物理力学性质、化学成分、热处理状态和切削前材料的加工状态都对切削力的大小有一定影响。对比不同的试验材料,微量润滑对于PCrNi3Mo和ZG35材料效果明显,切削力降低量值较大;而对于TC4R材料润滑效果并不明显。其原因在于,钛合金材料是一种“比强度”(强度/密度)和“比刚度”(刚度/密度)较高的材料,该材料热导率低,切屑与前刀面接触面积较小,塑性较低,因此润滑剂不易渗透至切削区域实施润滑。此外,钛合金的弹性模量低,弹性变形大,后刀面与工件的接触面积大,摩擦磨损严重,刀面应力大,切削力值高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。