



铸件外观质量检验包括铸件表面粗糙度检验、铸件表面缺陷检验、铸件形状和尺寸检验、铸件重量检验和铸件内腔检验。
1.铸件表面粗糙度检验设备
铸件表面粗糙度是衡量铸件表面质量的重要指标。
常用于铸件表面粗糙度检验的比较样块和仪器如下:
(1)铸件表面粗糙度比较样块 铸件表面粗糙度比较样块是用来与它表征的铸件材料(合金)和铸造方法相同的、并经过适当方法清理(例如:喷丸、喷砂、滚筒等方法清理)的铸件表面进行比较,通过视觉和触觉评定铸件表面粗糙度的工具(见表9-32)。
表9-32 常用铸件表面粗糙度比较样块
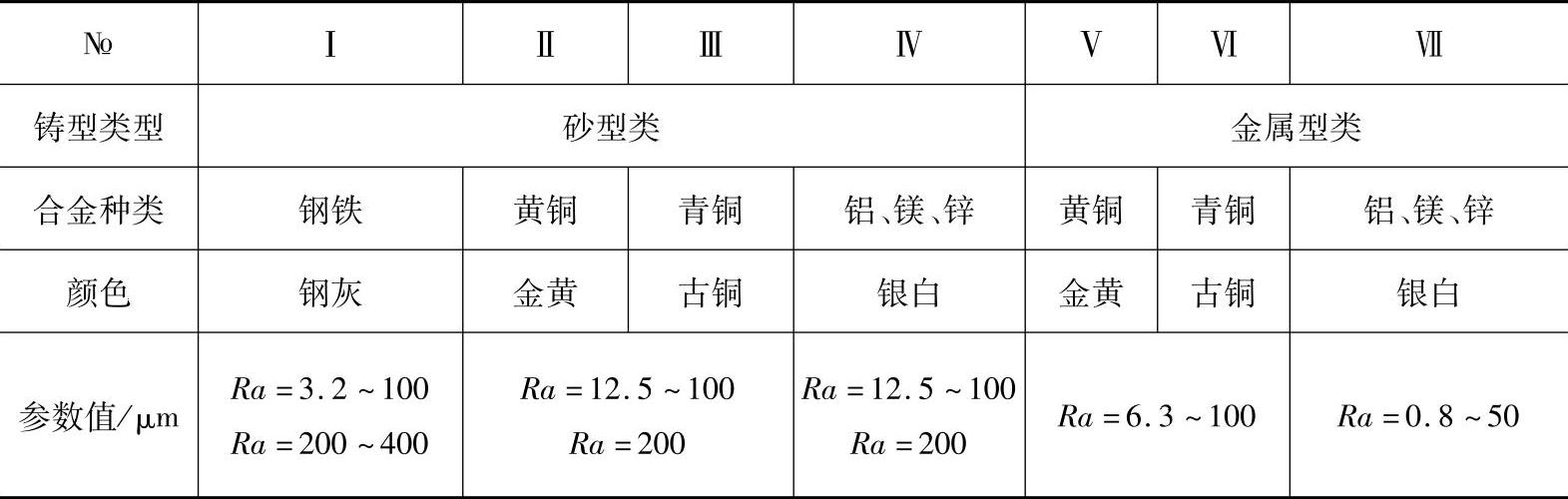
注:样块应附有下列标志:表面粗糙度参数(Ra)公称值,平均值公称和标准偏差;表征的铸造合金种类和铸造方法类型;制造厂名或商标;执行标准的标准号GB/T 6060.1—1997/2004再确认。
提示:铸件表面粗糙度的样块比对方法:
1)铸件的被检铸造表面必须清理干净,不得有锈蚀、油污、砂粒和其他粘附物。
2)比较样块应能表征被检铸件的合金种类和铸造方法,其质量应符合GB6060.1—1997的规定,表面不得有锈蚀、油污、铸造缺陷,以及表面粗糙度特征以外的其他表面特征。
3)砂型铸造的铸件表面被检点数应符合表9-33的规定,特种铸造的铸件表面被检点数应不少于表9-33规定的被检点数的二倍。被检点应均匀分布,每点的被检面积不得小于与之比对的比较样块的面积。
4)比对方法分为视觉比对和触觉比对两种:视觉比对应在光线明亮场地用肉眼或借助于放大镜观察比对;触觉比对用手指在被检铸件表面及与之相近的两个参数等级的比较样块表面轻轻触摸和刻划,获得同样感觉的那个样块等级即为被检铸件表面的粗糙度参数值。
表9-33 被检铸件表面最低检测数

(2)电动轮廓仪 典型的电动轮廓仪由传感器、电箱、线性驱动装置、转台驱动装置、轮廓测量装置、形貌图Z向驱动工作台、计算机、打印机、绘图机等组成,见图9-49。
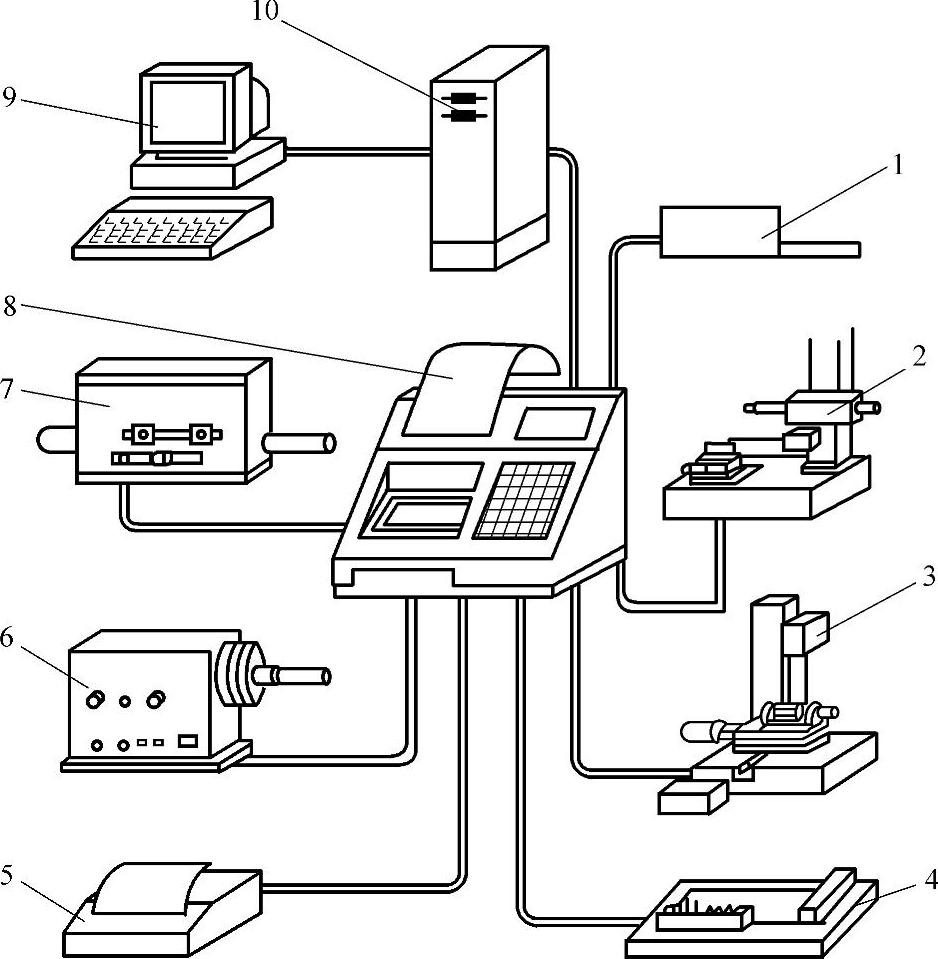
图9-49 电动轮廓仪的组成(https://www.xing528.com)
1—传感器 2—轮廓仪 3—形貌图测量工作台 4—绘图机 5—打印机 6—旋转驱动装置 7—线性驱动装置 8—电箱 9—计算机 10—电源箱
提示:测量表面粗糙度时,一个评定长度只能反映轮廓表面上的一条线段上的粗糙度值,要完整地反映被测表面的粗糙度,往往需要选择多个测量部位进行测量,测量的结果将在一定的范围内波动,这个波动范围可能满足被测表面的粗糙度规定值,也可能不满足粗糙度规定值,为此,可采用适用的统计技术,判别测得的粗糙度值是否合格。
2.铸件表面缺陷检验设备
铸件表面缺陷检验除目视和用低倍放大镜外,还可用前述的渗透探伤设备和磁粉探伤设备进行铸件表面缺陷检验。
3.铸件形状和尺寸检验设备
比较重要铸件的形状和尺寸可采用划线检测,结构及形状复杂的重要铸件的形状和尺寸可采用三坐标测量机和超声波测量仪等检测。
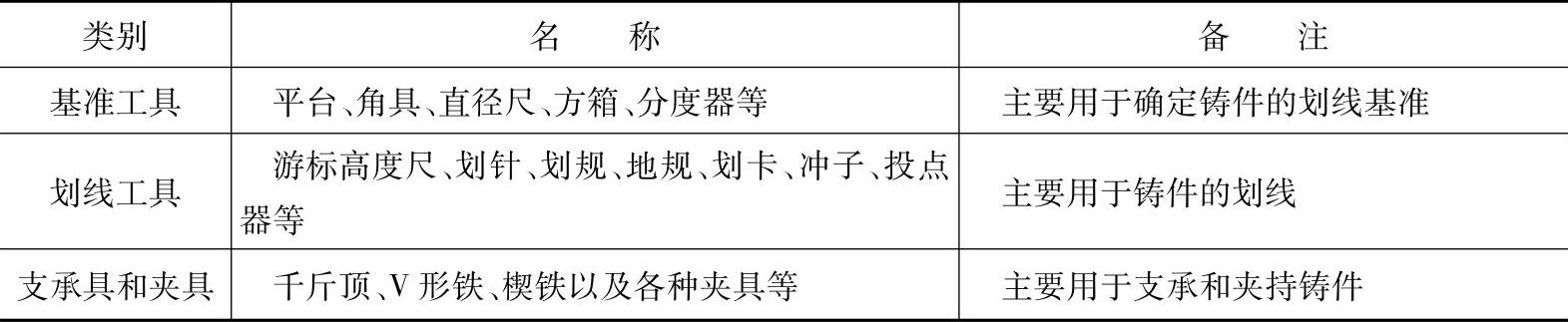
1)划线检测用的工、夹、量具见表9-34。
表9-34 划线检测用的工、夹、量具
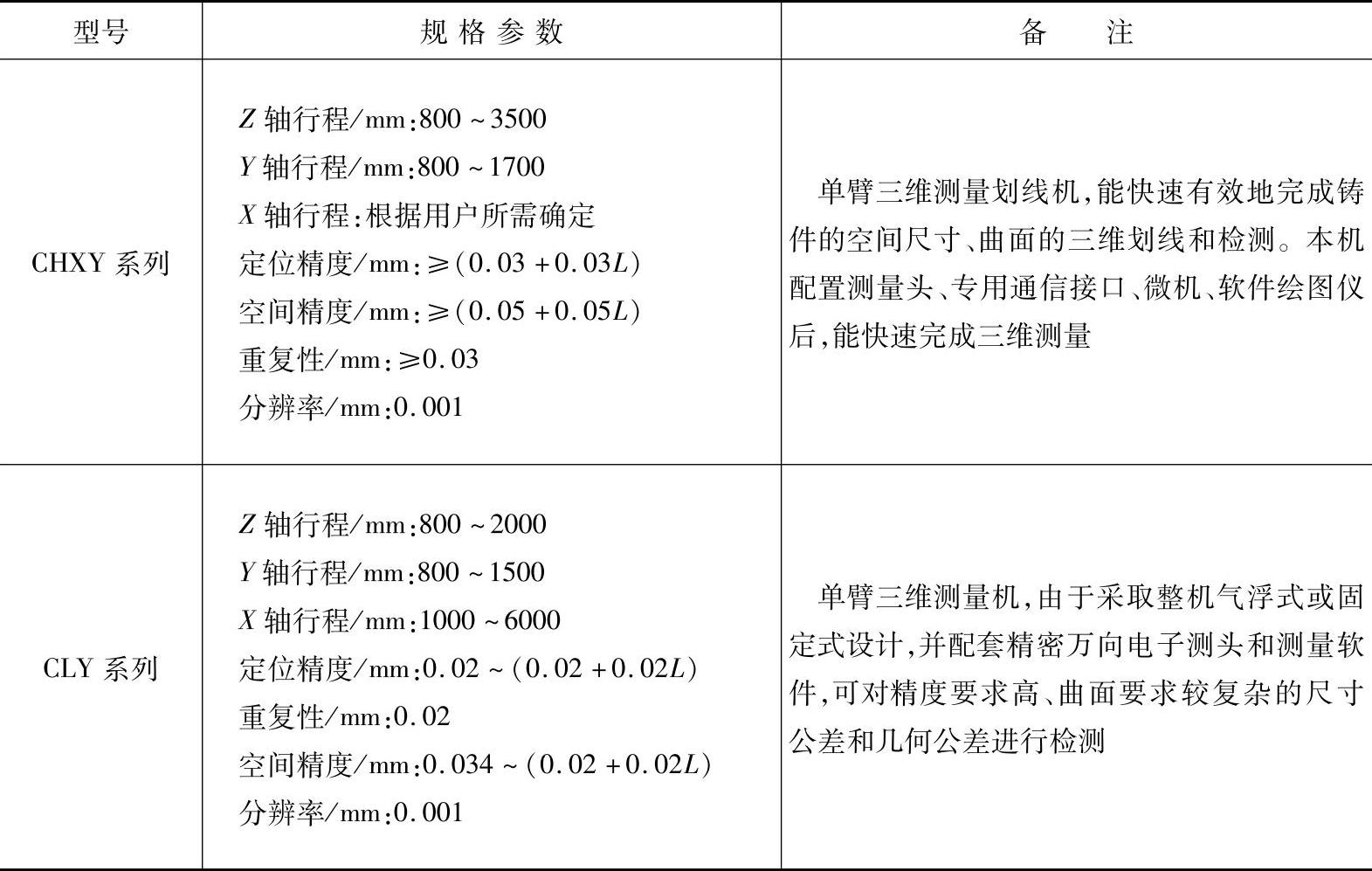
2)三坐标测量机见表9-35。
表9-35 常用三坐标测量机的型号与规格参数
3)超声波测量仪,可无损检测形状复杂铸件的壁厚。
4.铸件重量检验设备
常用铸件重量检验设备是衡器。
5.铸件内腔检验设备
常用铸件内腔检验设备有照明灯具、工业内窥镜、工业电视、内径量具、测厚仪和深度尺等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。