



采样过程(又称抽样过程,Sampling Procedure)是SAP质量管理中比较重要的概念,它主要有两个功能:其一,计算样本的数量;其二,评估检验特性是否合格。
如图4-53所示,系统有4种采样类型。采样类型指的是用何种方法来确定样本的采样数量。SAP支持以下几种采样类型。
1)100%全检:对检验批的数量进行全检,较少使用。
2)百分率抽样:按固定的百分比进行样本如10%,检验批的物料数量为100个时,采样10个作为样本;检验批的物料数量为1000个时,就采样100个作为样本。该方法在实际中并不经常使用。
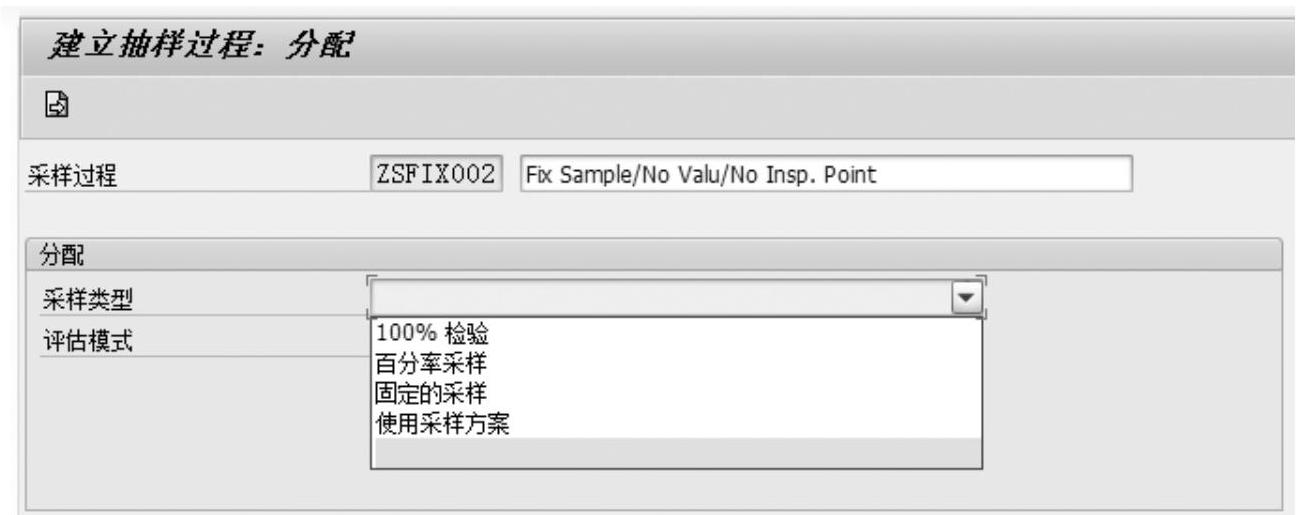
图4-53 创建采样过程中的采样类型列表(QDV1)
3)固定数量抽样:按固定数量进行采样,如10,检验批的物料数量为100个时,采样10个作为样本;检验批的物料数量为1000个时,还是采样10个作为样本。该方法最常用到。
4)采样方案:使用采样方案来进行采样,也是一种固定数量抽样,但是按不同的检验数量级而设定不同的固定采样数量,使得检验接收概率更趋一致、更为精确。该方法较常使用。
有时用户在抽样检查时习惯采用百分比抽检法,即不论产品的批量大小,都采用相同的百分比抽样,如10%的抽样比例,即从100个产品抽检10个,从1000个产品抽检100个。实际上,这种固定百分比抽检方案是有问题的。
百分比抽检看起来合理,实际上却是依靠直觉进行的经验做法,它会产生“批量大则严、批量小则宽”这样不合理的检验效果。
建议企业采用采样方案或固定数量抽样,固定数量检验严格的一致性反而要优于百分比抽检,即能够保证大批次和小批次的检验严格度一视同仁,详细理论可以参考质量管理的OC曲线(抽样检验特性曲线-Operating Characteristic Curve)理论。
评估模式指的是如何评估检验特性是否合格。SAP默认有以下几种评估模式如图4-54所示,具体的评估模式用法见表4-11~表4-16。
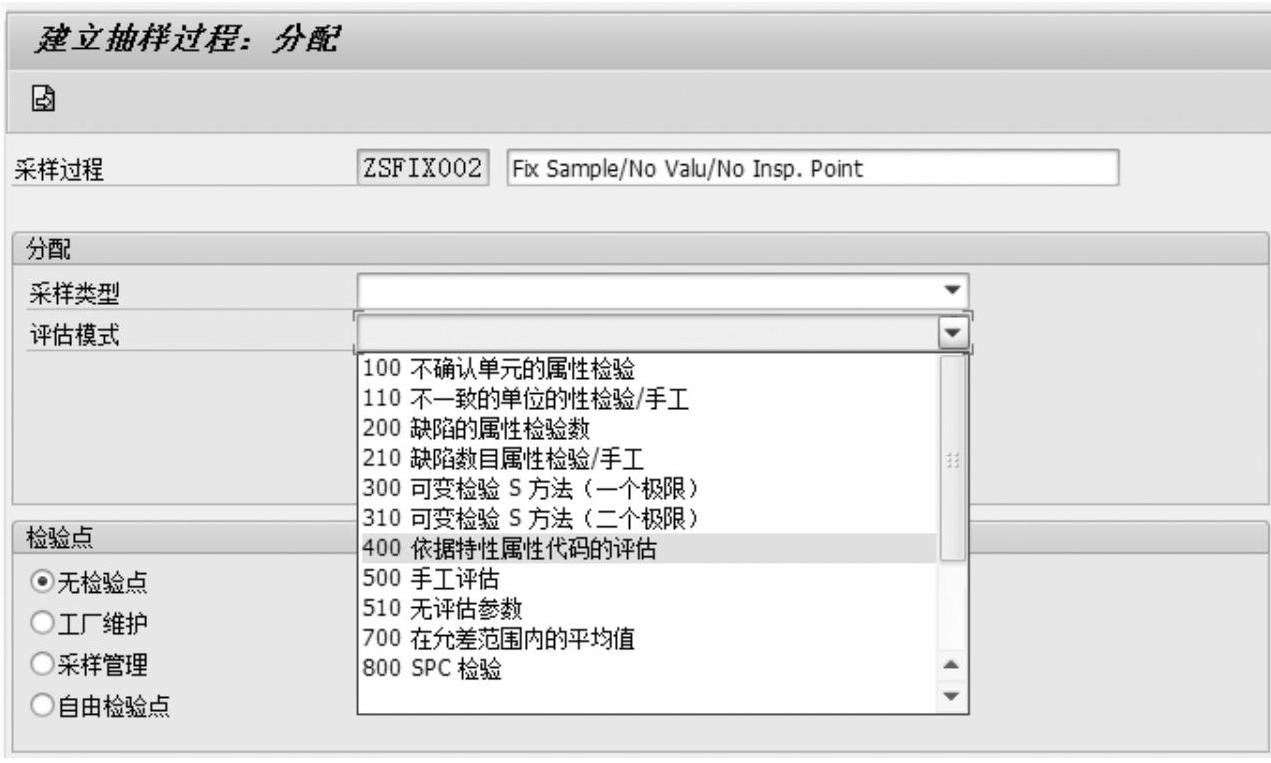
图4-54 创建采样过程中的评估模式列表(QDV1)
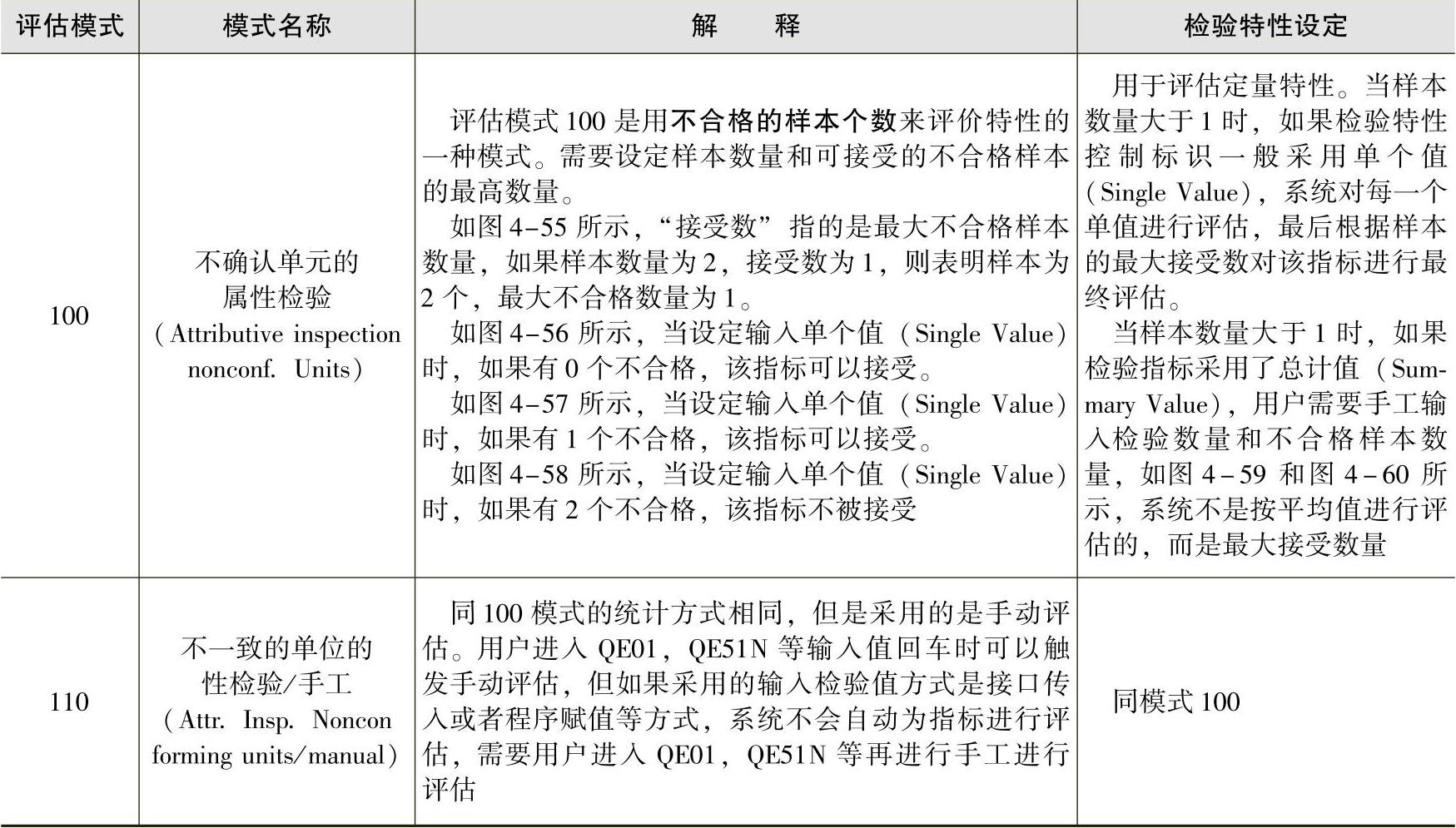
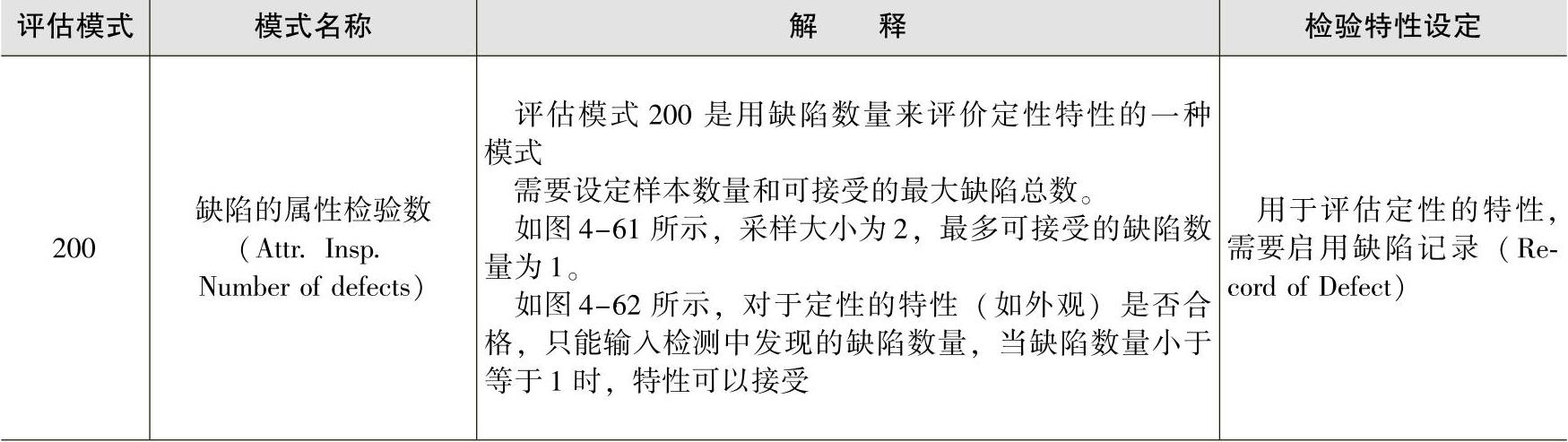
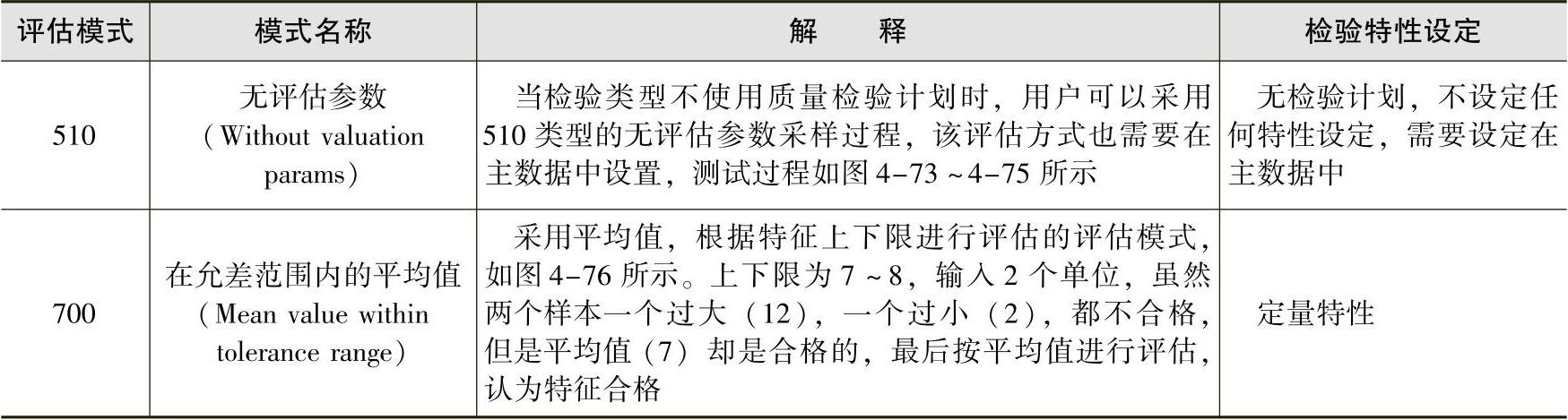
表4-11 评估模式列表 评估模式第一部分
如图4-55所示,单击“样品”按钮,可以设定采样计划。采样大小为2,表明会有两个样本。单值录入时,每个样本都需要输入值。接受数为1,表明最大不合格数量为1。

图4-55 创建采样过程(QDV1)
如图4-56所示,输入检验值,最大不合格数量为1,当最多有1个检测值不合格时;特性将被判定为合格;当两个检验值都合格时,该特性取两个检验值的平均值,并被判定为合格。
如图4-57所示,输入检验值,最大不合格数量为1,当最多有1个检测值不合格时,该特性将被判定为合格。虽然平均值6.5不在特性限度内,但是该评估方式是用不合格的样本
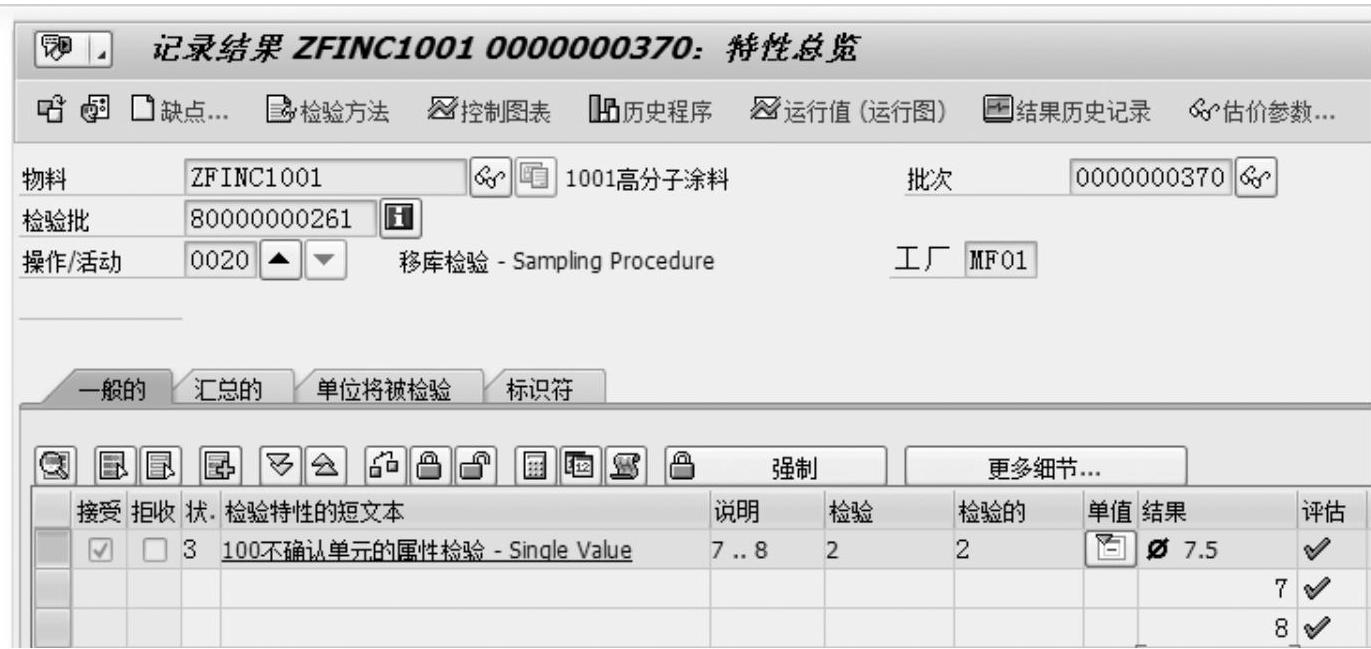
图4-56 输入检验值(QE01)(一)
个数来决定的,所以特性依然被判定为合格。
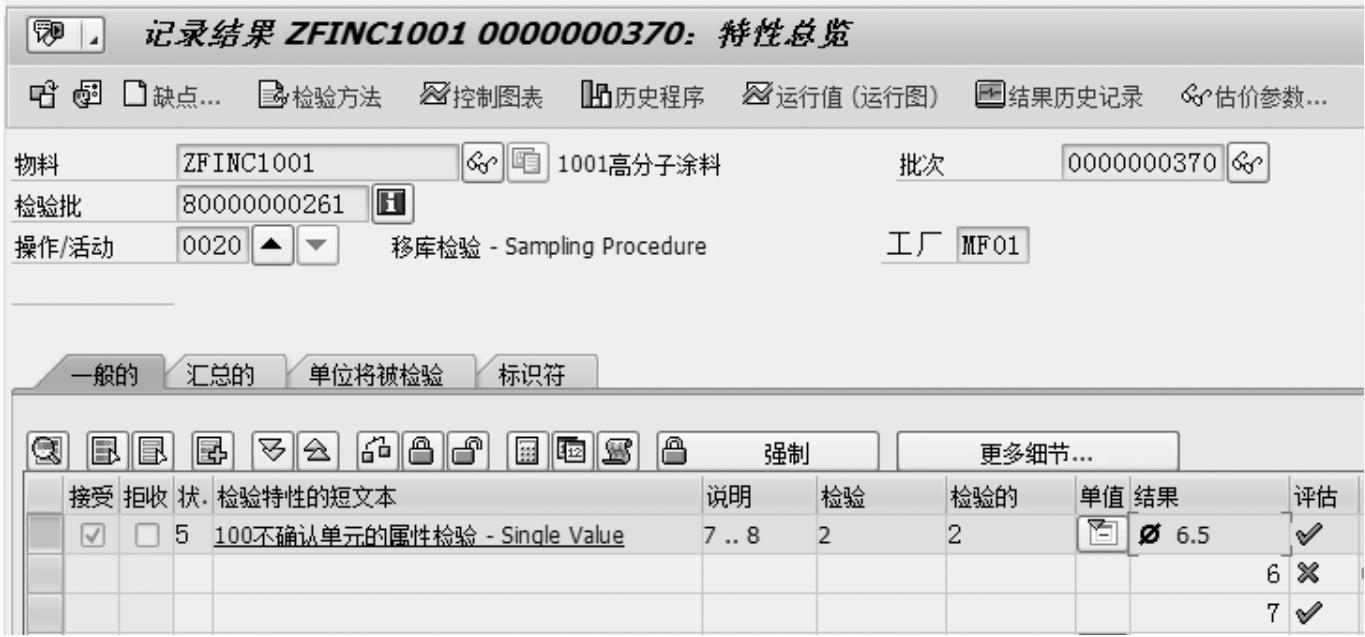
图4-57 输入检验值(QE01)(二)
如图4-58所示,输入检验值,最大不合格数量为1,当两个检测值都不合格时,该特性将被判定为不合格。虽然平均值7.5在特性限度内,但该评估方式是用不合格的样本个数来决定的,所以特性依然被判定为不合格。
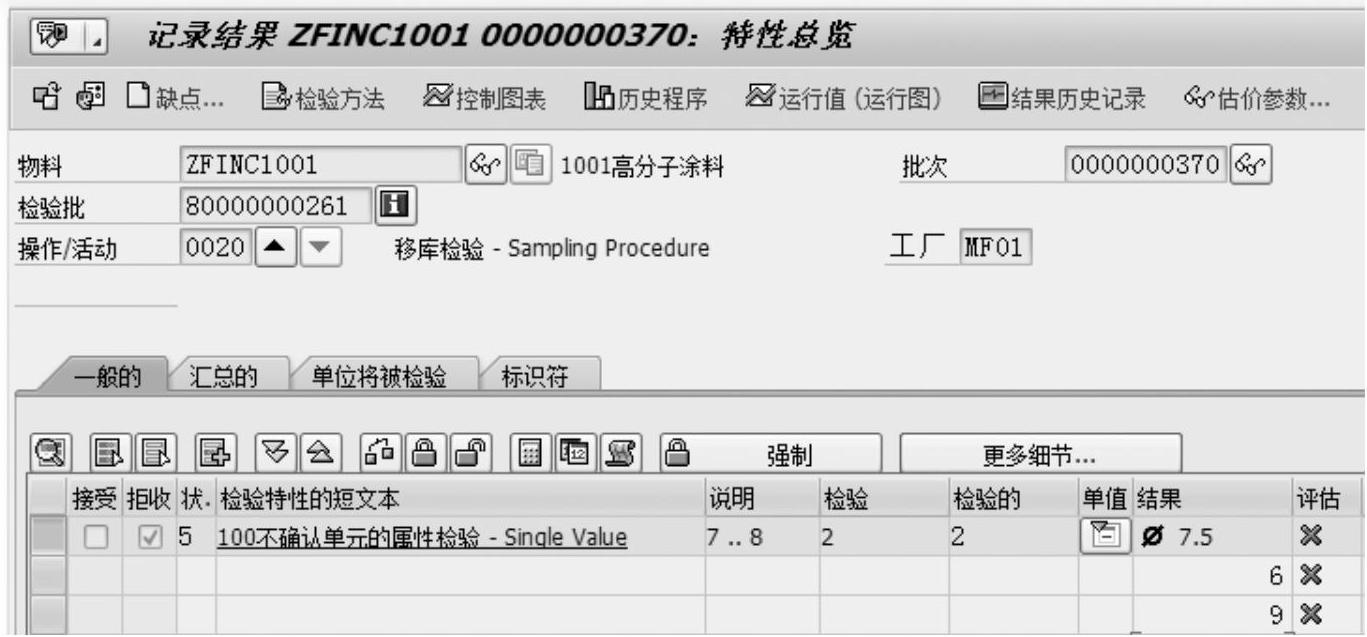
图4-58 输入检验值(QE01)(三)
如图4-59所示,如果检验指标采用了总计值(Summary Value)选择特性,再单击“选择特性”按钮,可以进入详细输入界面。
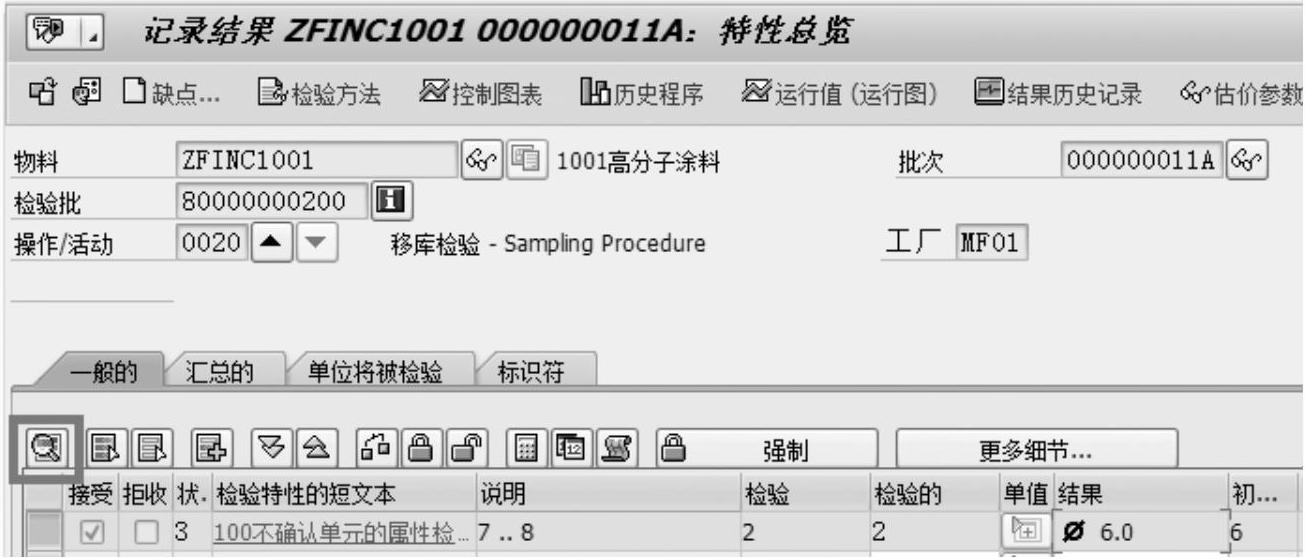
图4-59 输入检验值(QE01)(四)
如图4-60所示,当控制标识符是输入总计值时,不能输入每个样本的检验值。输入“编号以下”值为1,表明有一个检验不合格,进行评估,系统认为不合格项目为1。
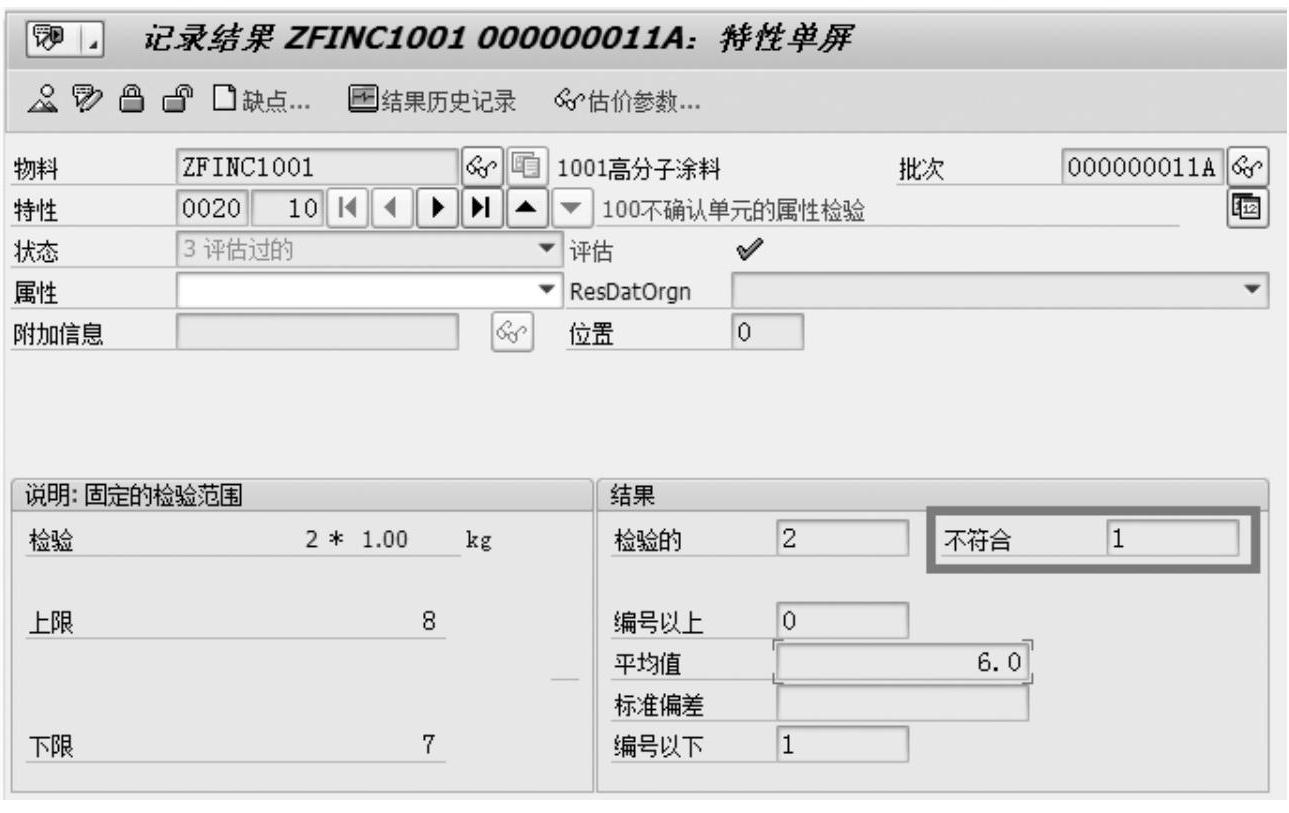
图4-60 输入检验值(QE01)(五)
表4-12 评估模式列表 评估模式第二部分
(续)

对于评估模式200,如图4-61所示,建立采样过程,选择“200缺陷的属性检验数”,单击“样品”按钮,可以设定采样计划。采样大小为2,表明会有两个样本。单值录入时,每个样本都需要输入值。接受数为1,则表明可接受的最大缺陷数量为1。
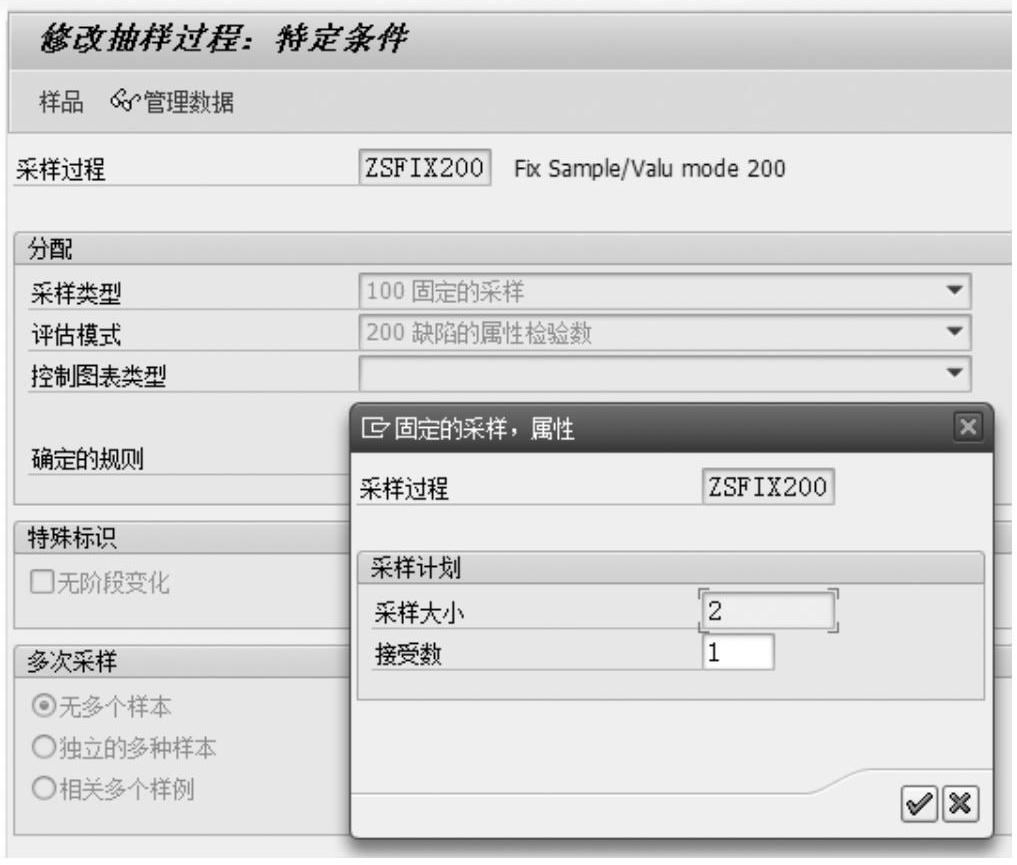
图4-61 创建采样过程(QDV1)
如图4-62所示,对于定性特性,只能输入检测中发现的缺陷数量,当缺陷数量小于等于1时,特性可以接受。

图4-62 输入检验值(QE01)
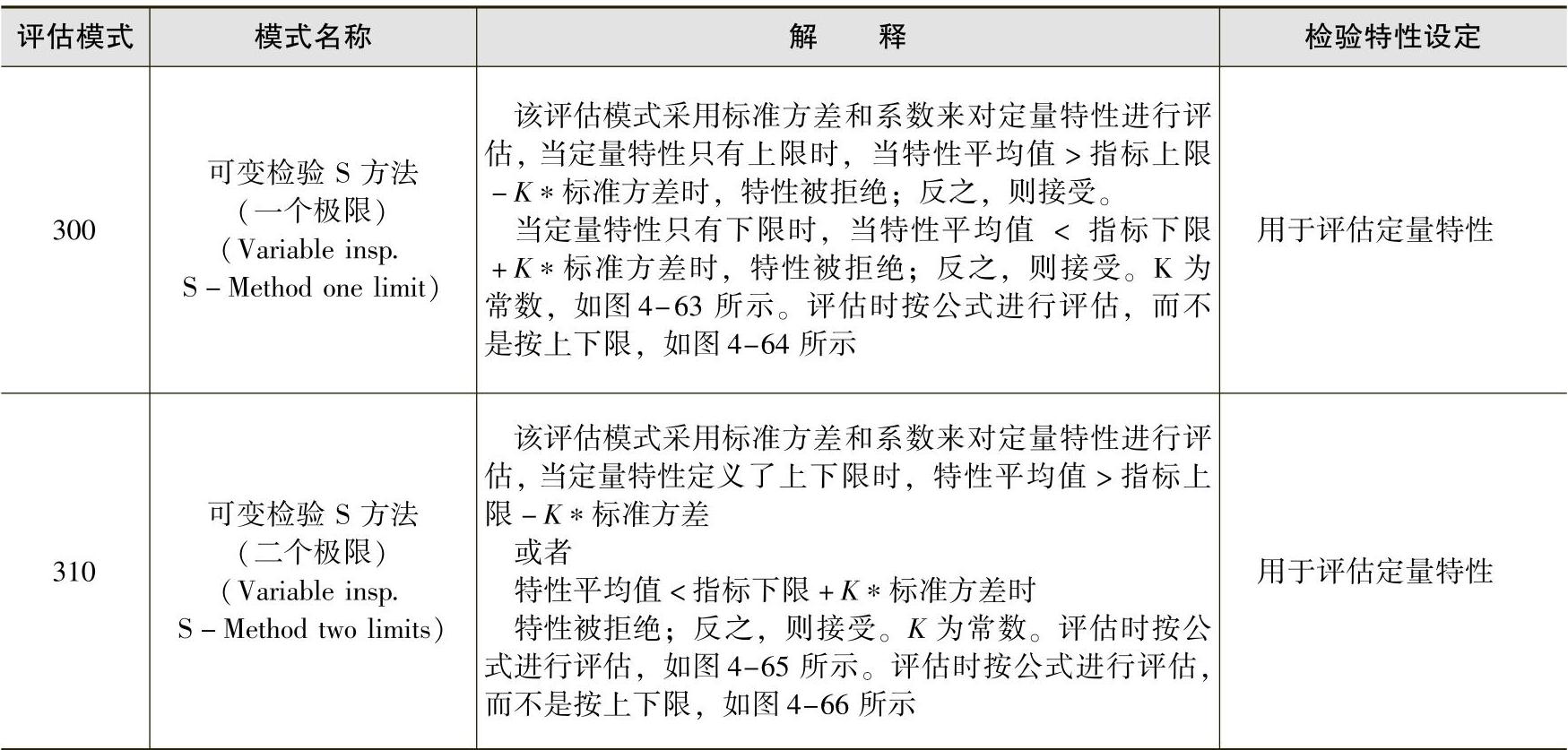
表4-13 评估模式列表 评估模式第三部分
对于评估模式300,如图4-63所示,建立采样过程,选择“300可变检验S方法(一个极限)”,单击“样品”按钮,可以设定采样计划。采样大小为5,表明会有5个样本。单值录入时,每个样本都需要输入值。K因子为1,公式中的K常数为1。
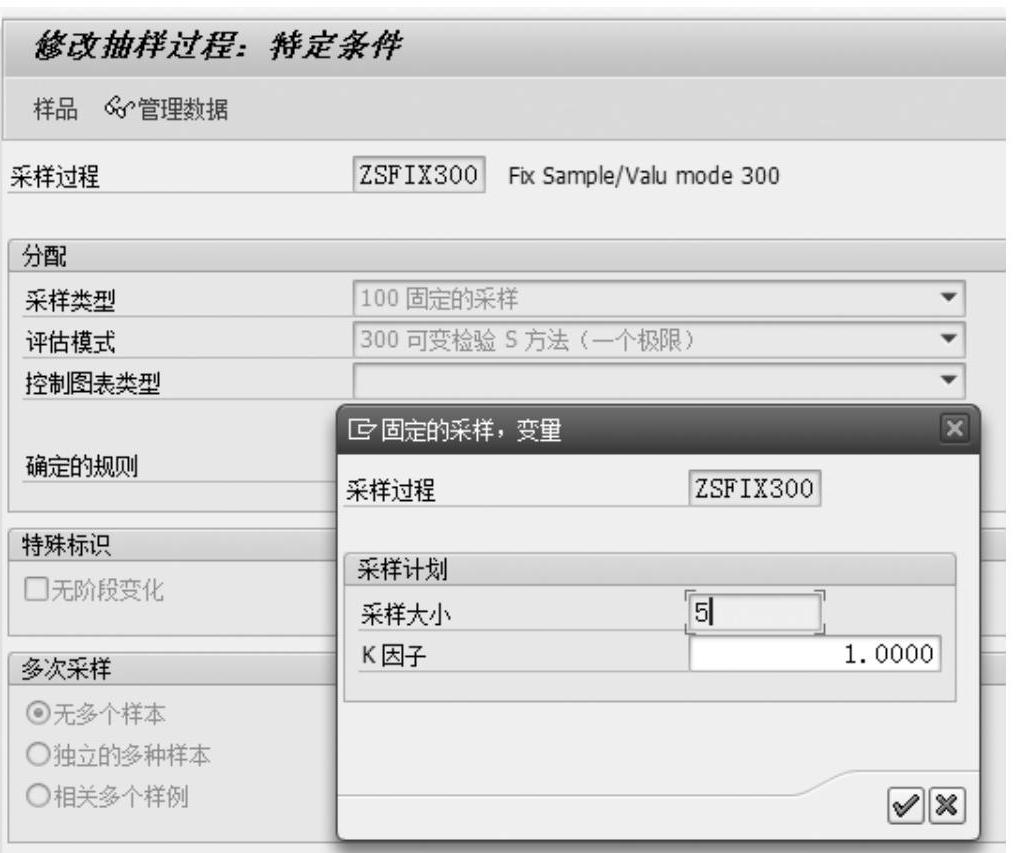
图4-63 修改采样过程(QDV2)
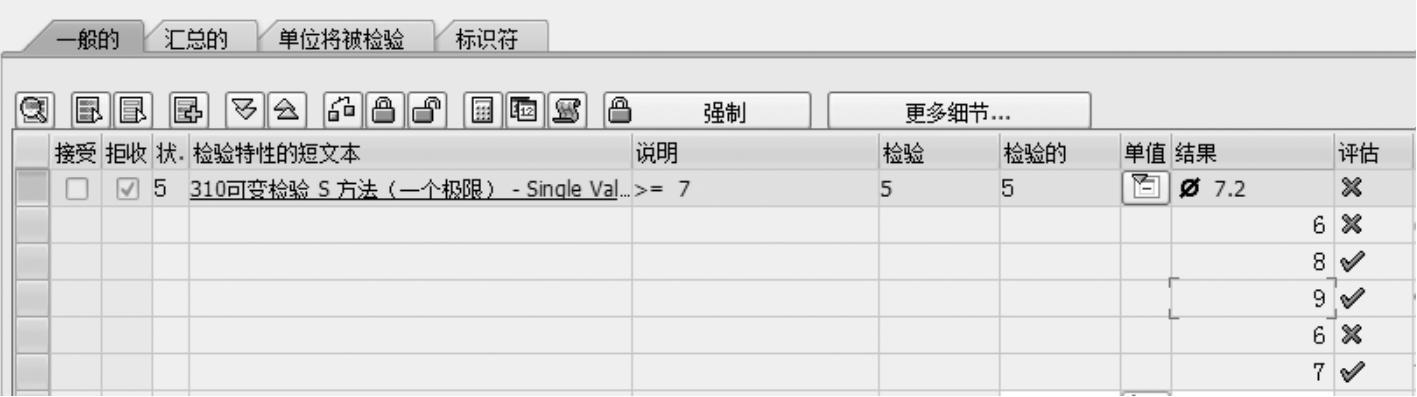
如图4-64所示,规定下限为7,输入检验值6,8,9,6,7,经过计算,平均值=7.2,标准方差=1.16,虽然结果值大于指标下限,但是按S方法检验,7.2<7+1×1.16,即平均值<指标下限+K∗标准方差,所以不接受。
如图4-65所示,建立采样过程,选择“310可变检验S方法(二个极限)”,单击“样品”按钮,可以设定采样计划。采样大小为5,表明会有5个样本。单值录入时,每个样本都需要输入值。K因子为1,公式中的K常数为1。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-64 输入检验值(QE01)(一)
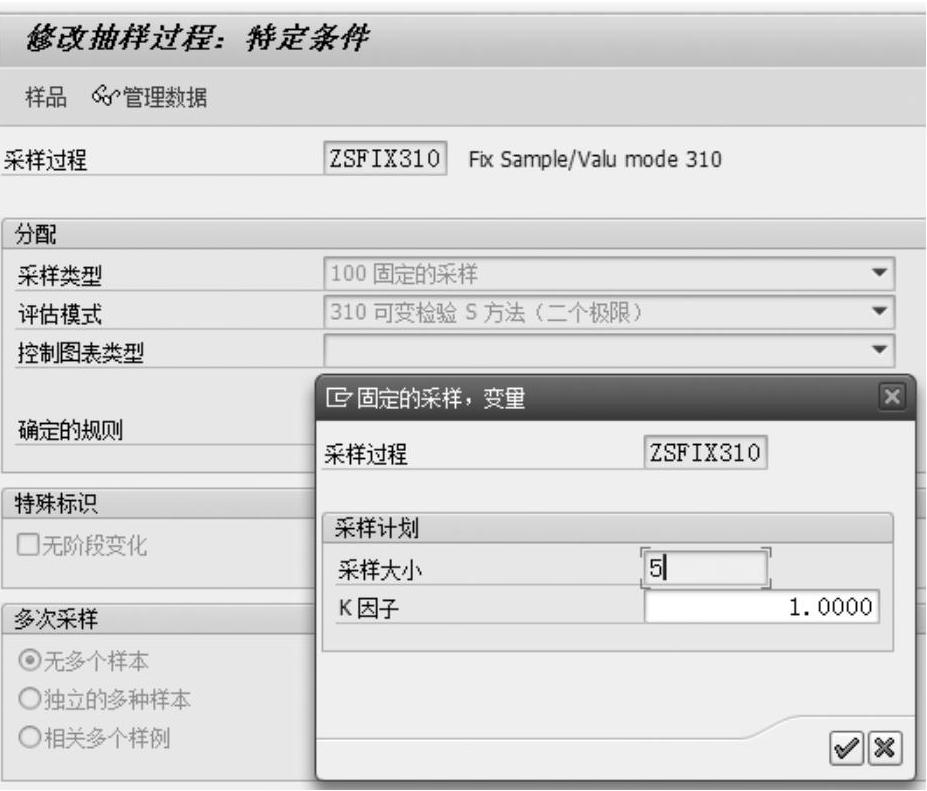
图4-65 修改采样过程(QDV2)
如图4-66所示,规定下限为7,上限为8,输入检验值5,8,8,8,8,经过计算,平均值=7.4,标准方差=1.2,虽然结果值在上下值之间,但是按S方法检验,7.4<7+1×1.2,即平均值<指标下限+K∗标准方差,所以不接受。
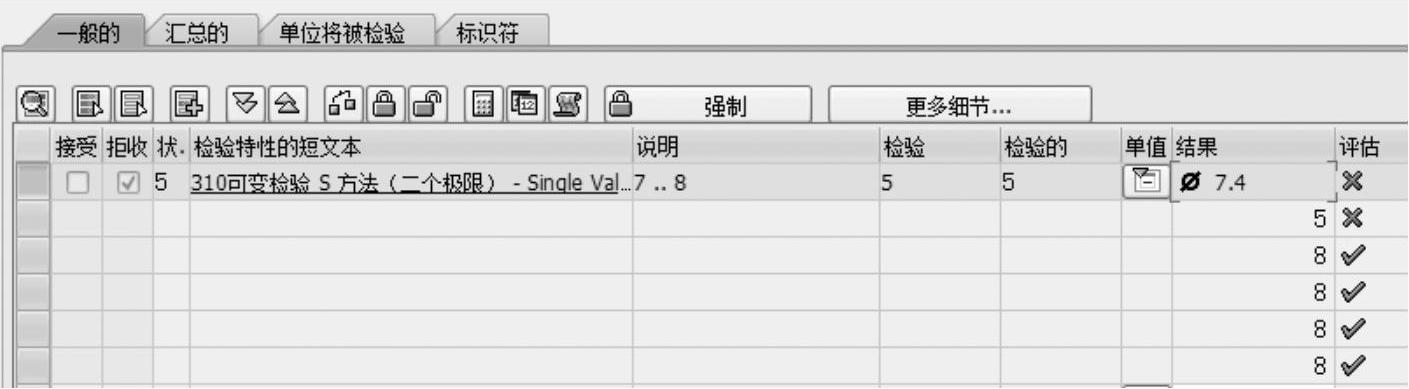
图4-66 输入检验值(QE01)(二)
表4-14 评估模式列表 评估模式第四部分

(续)

对于评估模式400,如图4-67所示,如果要采用400评估模式的采样过程,需要设定特性为定性特性,需要启用“特性属性”标识符,且不能选用单值。

图4-67 设定特性控制符(QP02)(一)
如图4-68所示,设定类型为1的特性属性,并根据特性对应的评估进行特性评估。
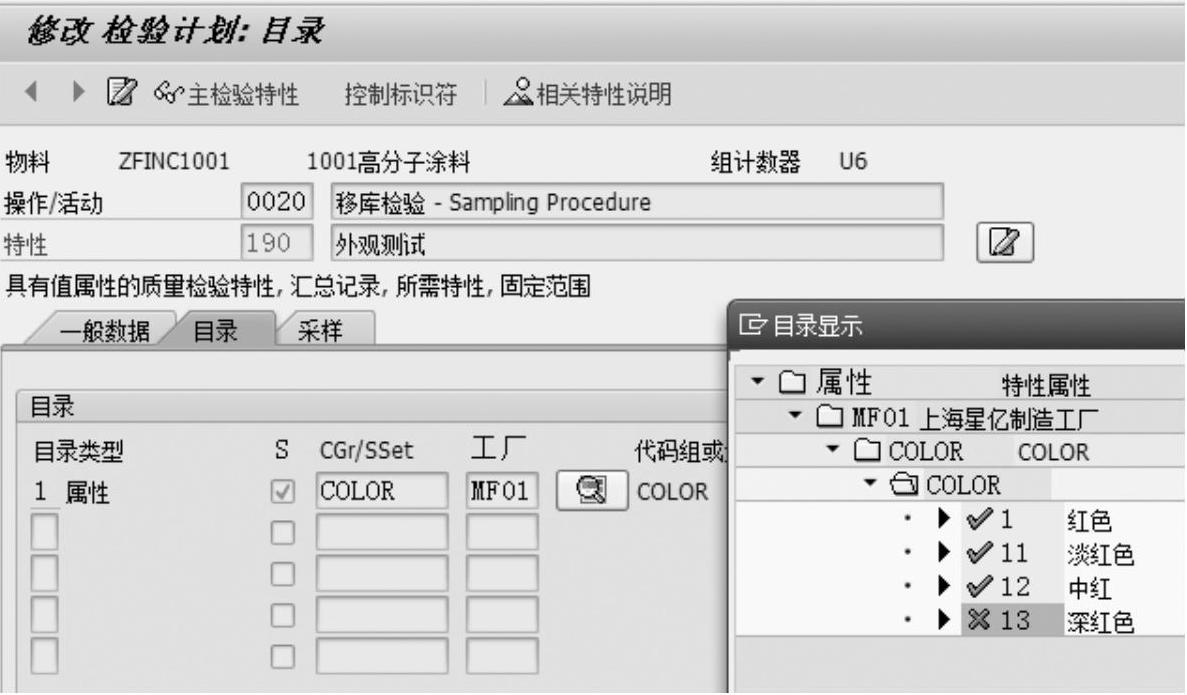
图4-68 设定特性控制符(QP02)(二)
如图4-69所示,输入检测值时只能从选择集中选择输入。

图4-69 输入检测值(QE01)(一)
如图4-70所示,输入检测值时只能从选择集中选择输入,当选择“深红色”时,特性就会被拒绝(QE01-输入测试值)。

图4-70 输入测试值(QE01)(二)
对于评估模式500,如图4-71所示,设定采样过程ZSFIX510的样本类型为100,评估模式为500,采样大小为2个(QDV2-修改采样过程)。

图4-71 修改采样过程(QDV2)
如图4-72所示,输入检测值,按〈Enter〉键。或者选择手工评估的特性,再单击“评估”按钮,在弹出的“手工评估”对话框中手工确定评估决定。
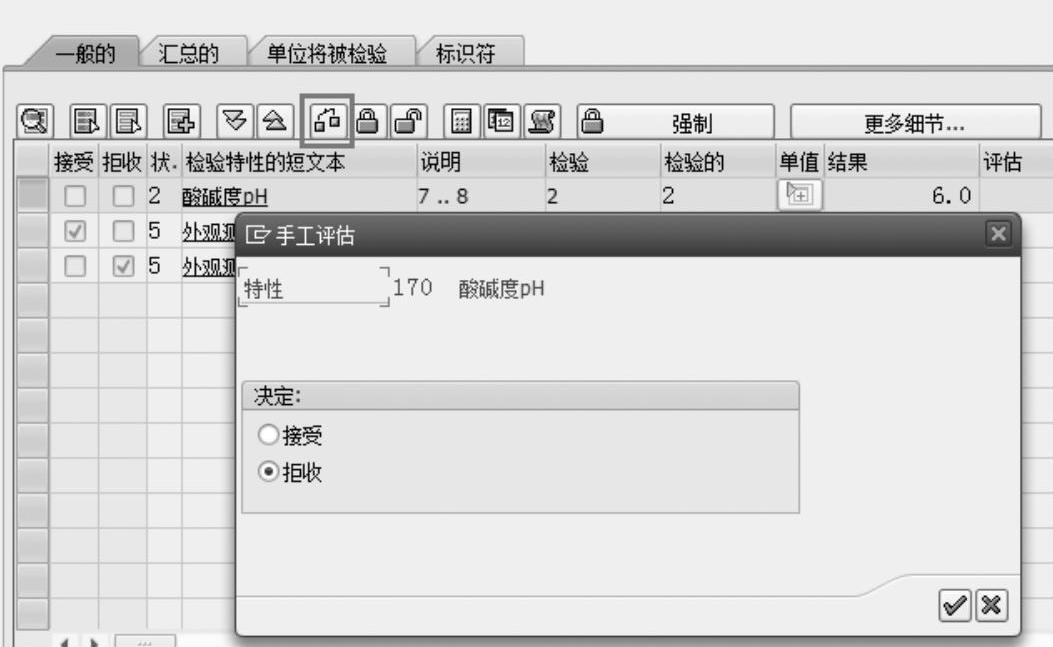
图4-72 手工确定评估决定
表4-15 评估模式列表 评估模式第五部分
对于评估模式510,如图4-73所示,设定采样过程ZSFIX510的采样类型为100,评估模式为510,采样大小为2。
如图4-74所示,修改08类型检验类型,设定ZSFIX510为采样过程,方框内的检验计划选择项目不可再选,否则会与510类型的采样过程冲突。
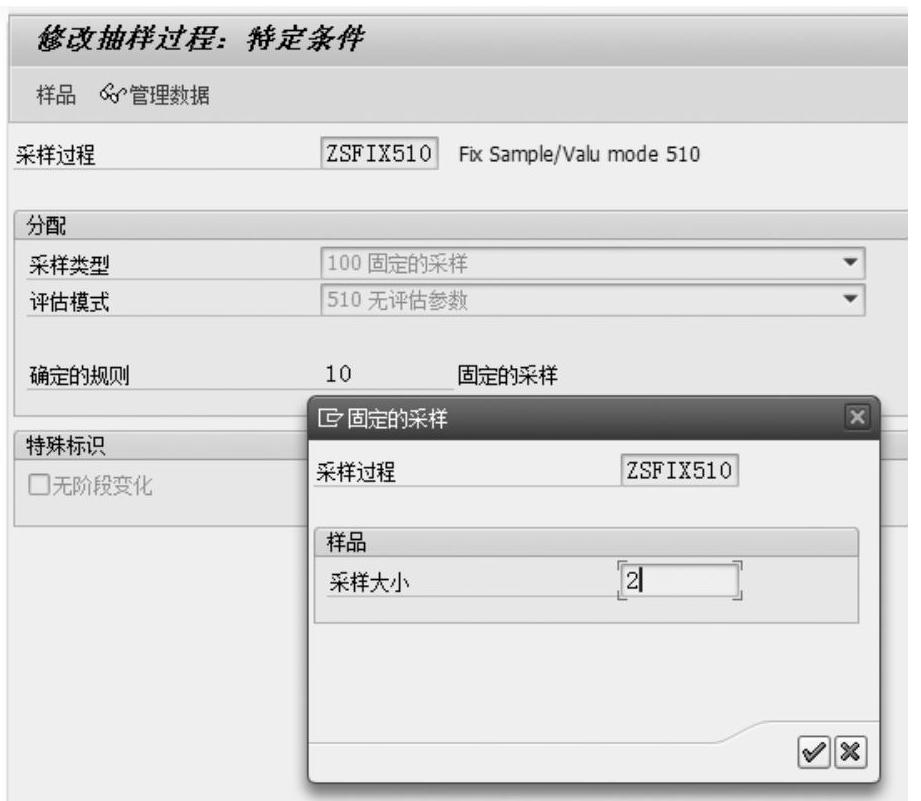
图4-73 修改采样过程(QDV2)
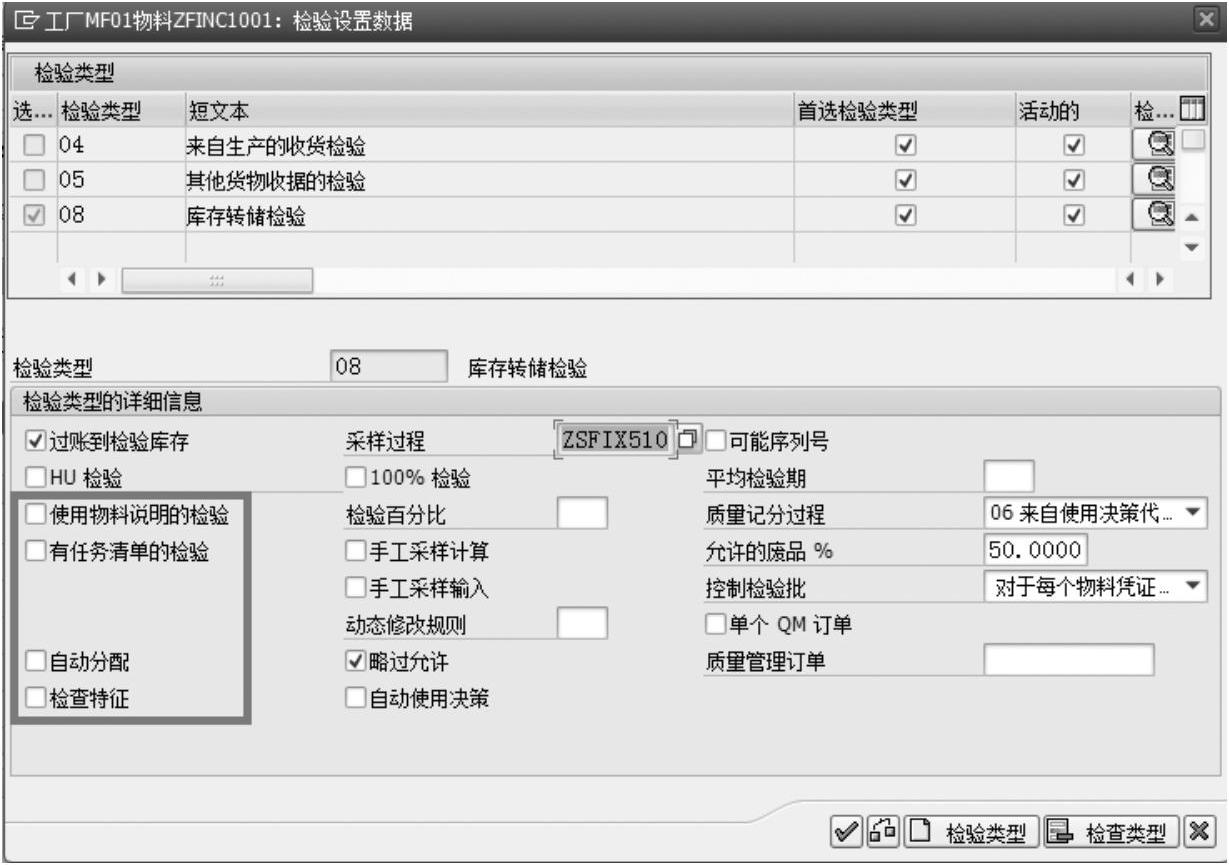
图4-74 修改08类型检验类型(MM02)
如图4-75所示,手工建立检验批,计算样本大小,得到2个单位的样本。注意:因为该计划没有检验计划,所以只有“来源”“样品”两个选项卡,而没有“检验说明”选项卡。
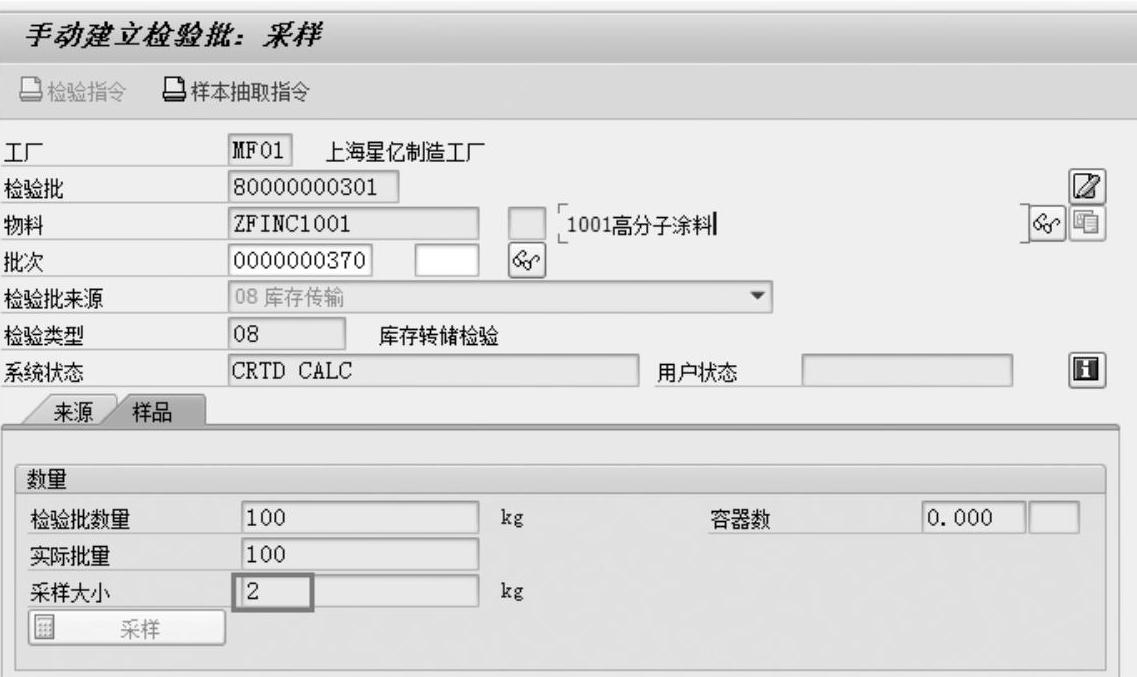
图4-75 手工创建检验批次(QA01)
对于评估模式700,如图4-76所示,在允差范围内的平均值,特性的上下限为7~8,输入2个单位,虽然两个样本一个过大(12),一个过小(2),都不合格,但是平均值(7)却是合格的,最后按平均值进行评估,认为特征合格。
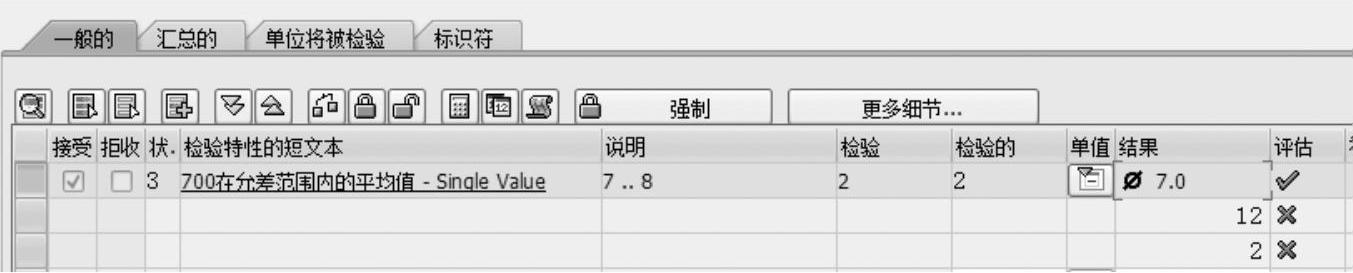
图4-76 输入检验结果(QE01)
表4-16 评估模式列表 评估模式第六部分

控制图(Control Chart),也被称为统计过程控制图,是对过程质量特性进行记录、评估,从而监测一系列检验过程是否处于控制状态的一种使用统计方法设计的图。
如图4-77所示,在控制标识中选定“SPC特性”,系统将为该特性创建SPC控制图。
对于评估模式800,在图4-78中,即可设定SPC准则。为评估检验特性是否合格,评估方式可以分为多种,如根据不良样本数量、指标上下限、指标目标值、统计过程控制(SPC)、人为判断等功能。SPC的详细设定可参见第11章。
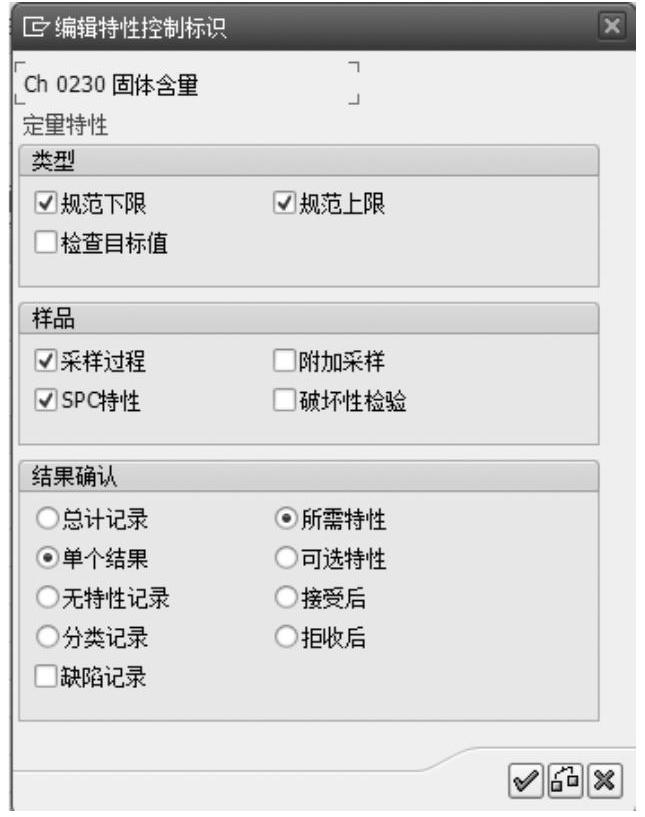
图4-77 编辑特性控制标识(QP02)(一)
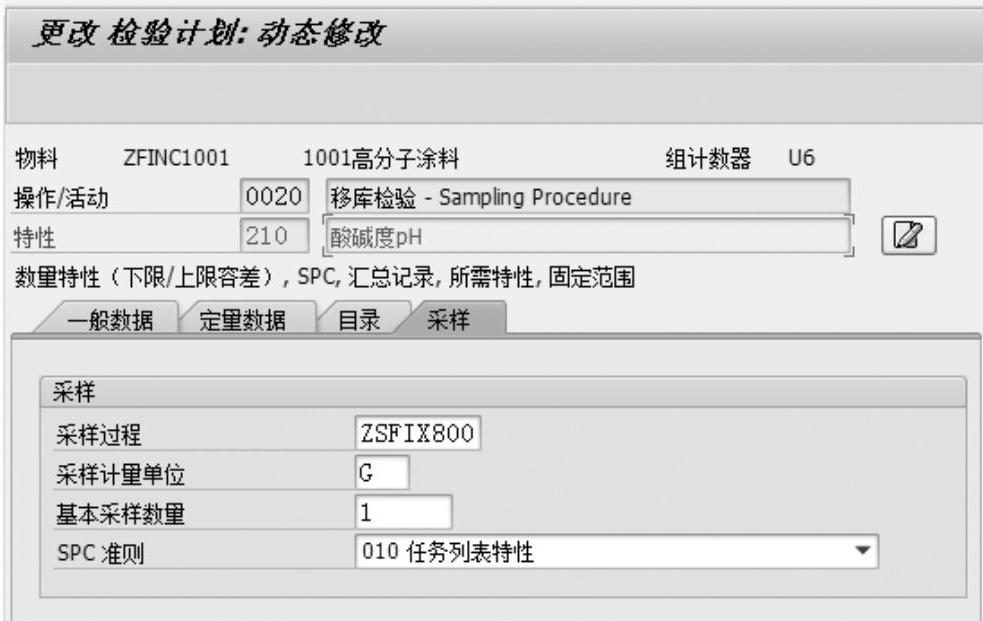
图4-78 编辑特性控制标识(QP02)(二)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。