



丰田生产方式采用了均衡生产和建立库存的方式来隔离客户波动的影响,创建了对零件的平稳需求,加快流动,减少计划的调整。其关注点是缩小批量来加快物料的流动,而不是保持大批量并进行调整来满足交付。流动和批量的逻辑如图4-14所示。
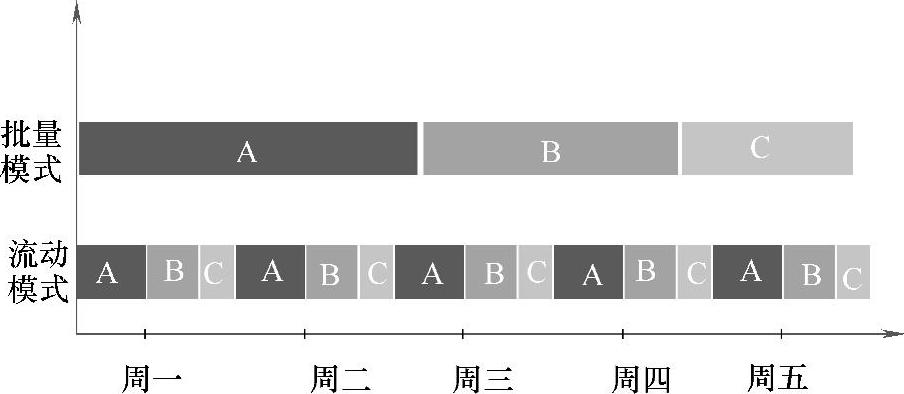
图4-14 流动和批量的逻辑
◆均衡的形式 考虑到生产的频次,均衡也有不同的形式。
当生产频次不是很高,比如每日一次,可以按照固定的顺序进行生产(见图4-15)。
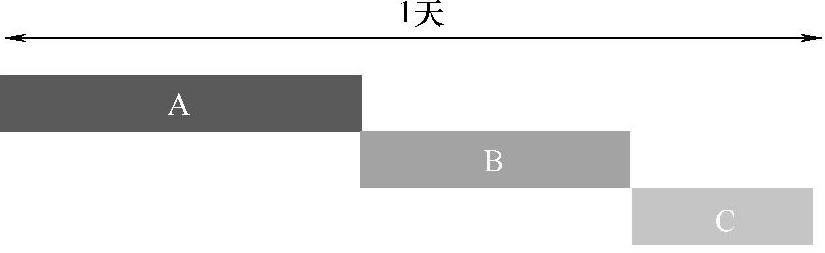
图4-15 每日固定顺序生产
如果批量进一步缩小,一天可以生产多次,那么就可以固定批量生产,每个品种可均匀地在一天生产多次(见图4-16)。
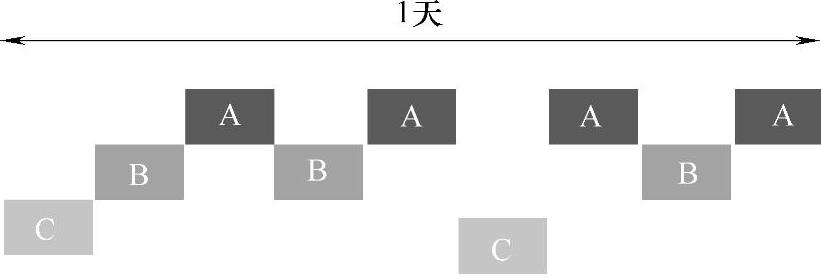
图4-16 每日固定批量混合生产
最理想的模式是一张看板生产,将一个品种的看板在一天中均匀分布。这接近于按客户节拍(takt time)生产(见图4-17)。
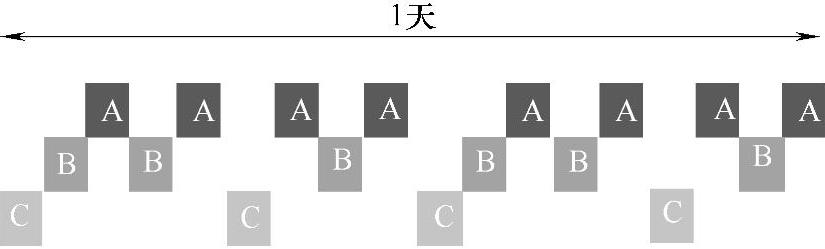
图4-17 单件流生产
单件流生产估计会引起许多的反对意见,既然客户并非如此高频次地取货,为什么要这么高频次地生产?这不是造成很多不必要的换型损失吗?(https://www.xing528.com)
单件流可以充分地暴露出生产的潜在改进空间。如果装配都在按客户节拍生产,为什么预装后还需要那么多在制品?是批量问题吗?是设备问题吗?这些问题变得特别明显并引起关注。
名│词│解│释
客户节拍(takt time):为满足客户需求,所需要达到的产品生产的时间间隔。客户节拍可以用计划生产时间除以客户需求计算得到。 ◆均衡板的使用 在均衡的实施中,通常会使用均衡板(见图4-18)。均衡板上按照时间和型号的分布设有许多插槽,插槽中排放好看板,利用这些提前排放好的(也就是依据均衡计划)看板来指导提取成品或者直接触发生产。
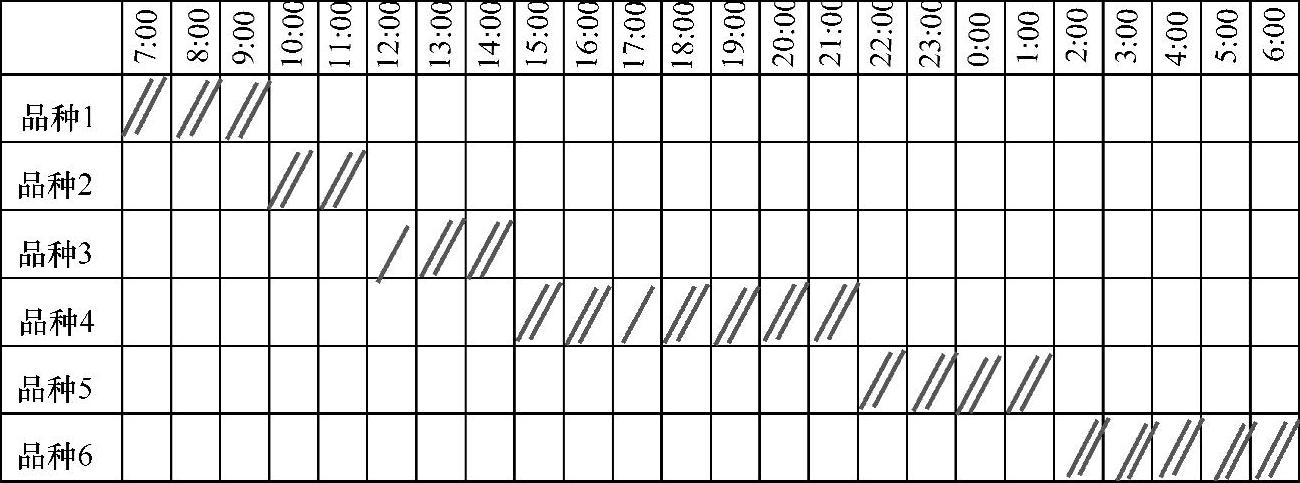
图4-18 均衡板
通常均衡板指导从生产线边的成品超市中取走成品从而触发生产,生产依据批量形成的先后次序依次生产,如图4-19所示。在这种情况下,通常均衡计划不需要考虑生产批量等因素,均衡板扮演一个理想客户的角色,应尽可能平稳地、均匀地提取成品。看板的分配规则通常依据上面图4-17所提到的单件流生产方式。
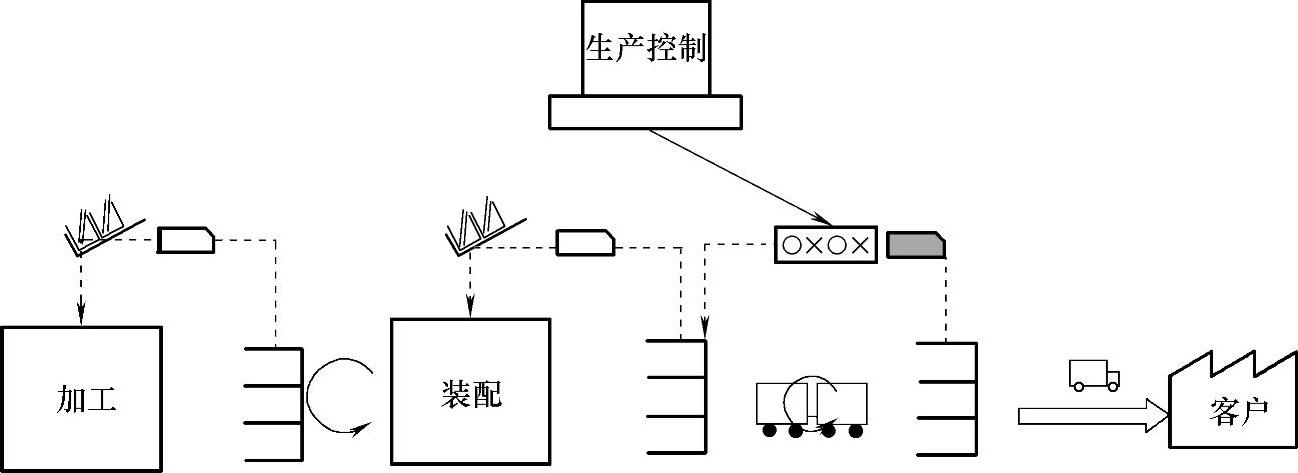
图4-19 均衡形式一
在这种情况下,均衡板提取十分平稳,如果生产线边的成品超市还是有较多的库存,问题就会很突出,这库存取决于生产的前置期、稳定程度、批量大小,这些都是生产所需要优化的内容。仓库中的另一个成品超市的库存取决于客户需求的平稳,需求的平稳是物流部门和客户间需要协调改善的。
另外一种常见的形式是均衡板上的看板直接触发生产。这种情况下,均衡计划要考虑生产批量的问题,否则就会造成额外的换型损失,如图4-20所示。
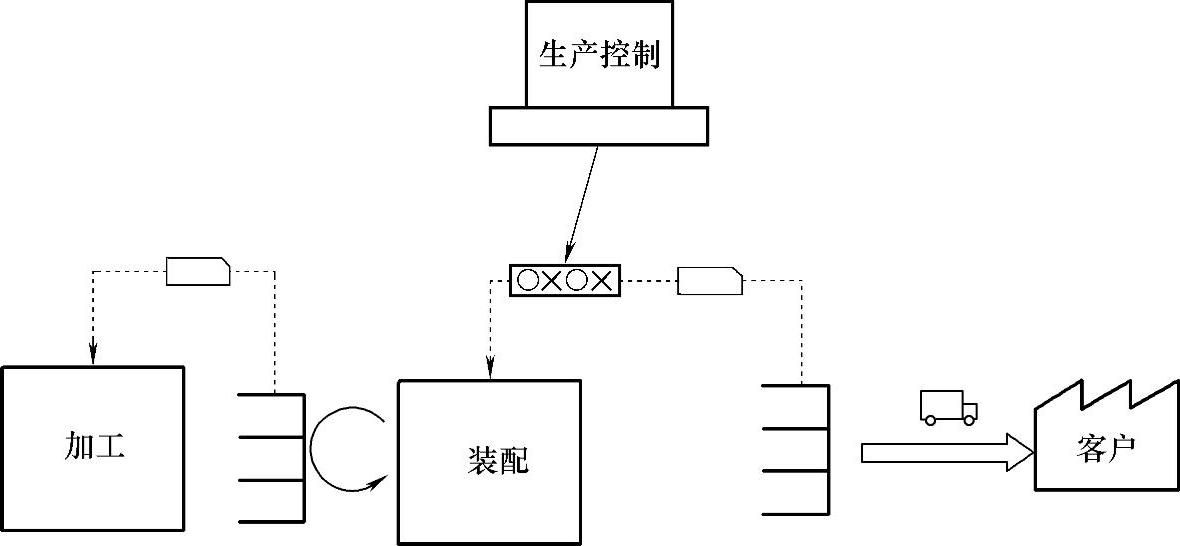
图4-20 均衡形式二
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。