



根据影响脱模斜度的因素,考虑选取脱模斜度。影响脱模斜度大小的因素有以下几点:
(1)塑料类型的影响
1)热固性塑料制品的脱模斜度,应比热塑性塑料制品的脱模斜度小些。
2)塑料的刚性大,在其垂直于脱模的方向,脱模容易。塑料的刚性小,塑料制品脱模受压时,在其垂直于脱模的方向上胀大变形,与型腔贴得很紧,来自型腔的脱模阻力大,因此,塑料制品外表面的脱模斜度应适当大些。
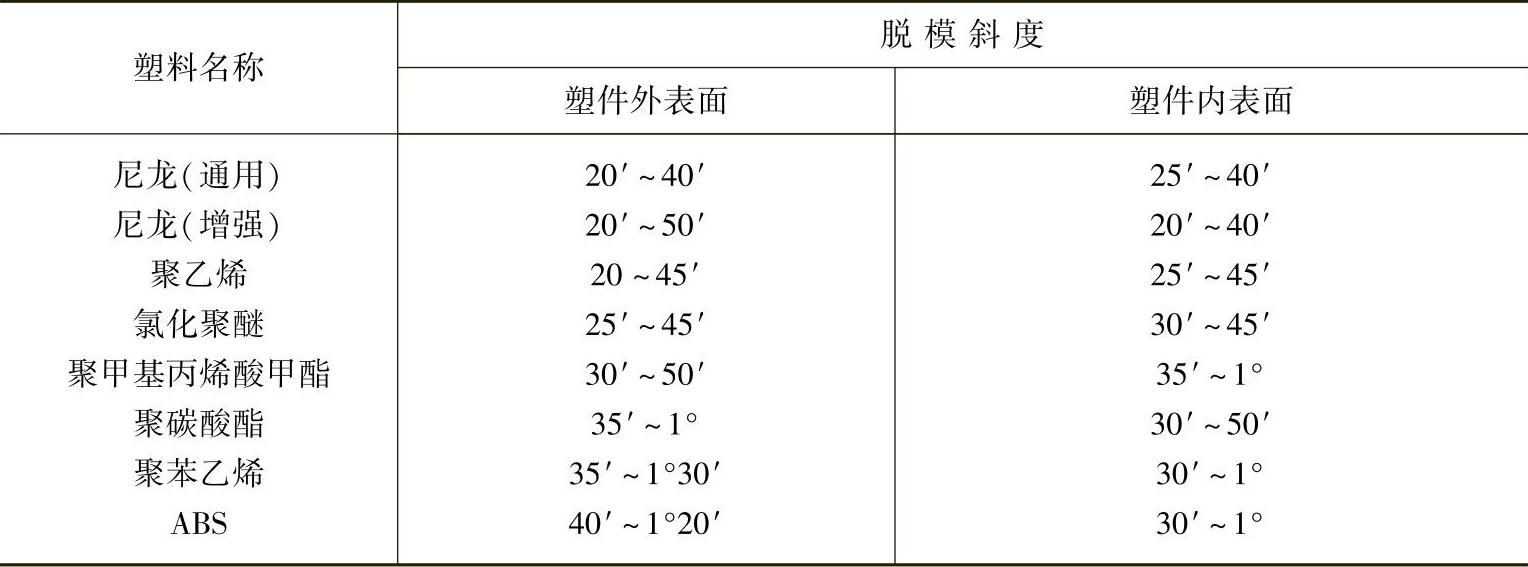
3)根据塑料类型和塑料刚性选取脱模斜度,几种热塑性塑件的最小脱模斜度,见表2-8。增强塑料制品宜选用较大的脱模斜度。
(2)成型收缩率的影响
成型收缩率大的,则制品对型芯的包紧力大,对型腔的附着力小,所以就要加大制品内表面的脱模斜度,适当地减小塑料制品外表面的脱模斜度。成型收缩率小,制品对型芯的包紧力小,型芯脱模斜度则小。
(3)壁厚与尺寸精度的影响
制品壁薄,收缩而产生的包紧力小,其脱模斜度可取小些;制品的壁厚过大的,应选用较大的脱模斜度。
表2-8 几种热塑性塑件的脱模斜度
(4)制品尺寸精度的影响
制品尺寸精度低的,脱模斜度应尽量取大些。若尺寸精度高,则其脱模斜度取小值,应在其尺寸公差范围内确定其脱模斜度,如加强肋的尺寸。若必须保证塑件尺寸精度或制品有特殊要求时,脱模斜度造成的制品尺寸误差必须限制在该尺寸精度的公差范围之内,以满足特殊要求。
当考虑到要保证模塑件尺寸精度时,其长度越长、内腔越深,其脱模斜度应适当地减小;反之,则取大些。当塑料制品为轴时,应保证其大端尺寸,斜度向小的方向取;当塑料制品为孔,应保证其小端尺寸,斜度向大的方向取。成型深度较大的制品,要求内形、外形(凸凹模)均匀,应有足够的斜度。
(5)制品几何结构的影响(https://www.xing528.com)
制品形状复杂、不易脱模的,应选用较大的脱模斜度;制品较高、较大的,应选用较小的脱模斜度。通常,塑料制品的几何形状复杂,脱模斜度应取大些。
设计制品时,要努力使其结构满足功能要求和成型工艺要求。塑料对成型零件的包紧力大小不同,故各部分的脱模斜度也应不同。如制品留于型腔,但是该塑件的内腔形状复杂,有留于动模的可能性,此时若沿脱模方向制品的外表面长度小于10~15mm,就可不设置动模表面脱模斜度。如果该塑件外表面的长度小于3~4mm,则可取与其脱模方向相反的脱模斜度。根据模具结构情况,特殊塑件的形状在必要的时候,脱模斜度有时也可以采用无斜度或倒锥度。
(6)脱模后制品要求留在哪一侧的影响
一般情况下,开模后希望模塑件留在模具设有脱模装置的一边(多为动模侧)。如要求模塑件留在型芯上,则该塑件内表面脱模斜度应比其外表面小。反之,若要求模塑件留在型腔内,则其外表面的脱模斜度应小于其内表面的脱模斜度。
在确定模腔和模芯尺寸时,要密切注意那些能保证留在顶出侧面不产生内应力的特征。制品留在顶出侧,是通过塑件在模芯上收缩并紧紧附着在模芯上来实现的。在这样的场合,最好使模芯的表面比模腔的表面粗糙些。
(7)花纹的影响
制品外形表面有花纹的影响。
(8)塑料制品上斜度用途的影响
有时还兼有其他的功能,如连接配合、储存运输时的重叠堆积等。
(9)注射压力大小的影响
注射压力大的包紧力大,脱模斜度也应加大。
(10)浇道系统类型和位置的影响
热流道多浇口的脱模斜度比其他浇口小,靠近浇口附近,包紧力较大,脱模斜度也应加大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。