



【摘要】:热固性塑料交联固化后不能再生,因此它的无流道凝料注射模就具有更大的实用性。将热流道原理用于热固性塑料注射成型的工艺装置称为温流道注射模。单型腔温流道注射模基本有两种结构形式,如图5-77所示。图5-77a为由专用温流道喷嘴代替注射机喷嘴并延伸到注射模中的形式,称为温流道延伸式喷嘴。图5-77 单型腔温流道注射模多型腔温流道注塑模如图5-78所示,型腔部分为高温区,温度大约在145~180℃。
热固性塑料交联固化后不能再生,因此它的无流道凝料注射模就具有更大的实用性。将热流道原理用于热固性塑料注射成型的工艺装置称为温流道注射模。温流道热源来于热水或热油循环控温系统,温度通常保持在90~110℃。
(1)单型腔温流道注射模
基本有两种结构形式,如图5-77所示。图5-77a为由专用温流道喷嘴代替注射机喷嘴并延伸到注射模中的形式,称为温流道延伸式喷嘴。图5-77b所示称为隔套式温流道喷嘴。
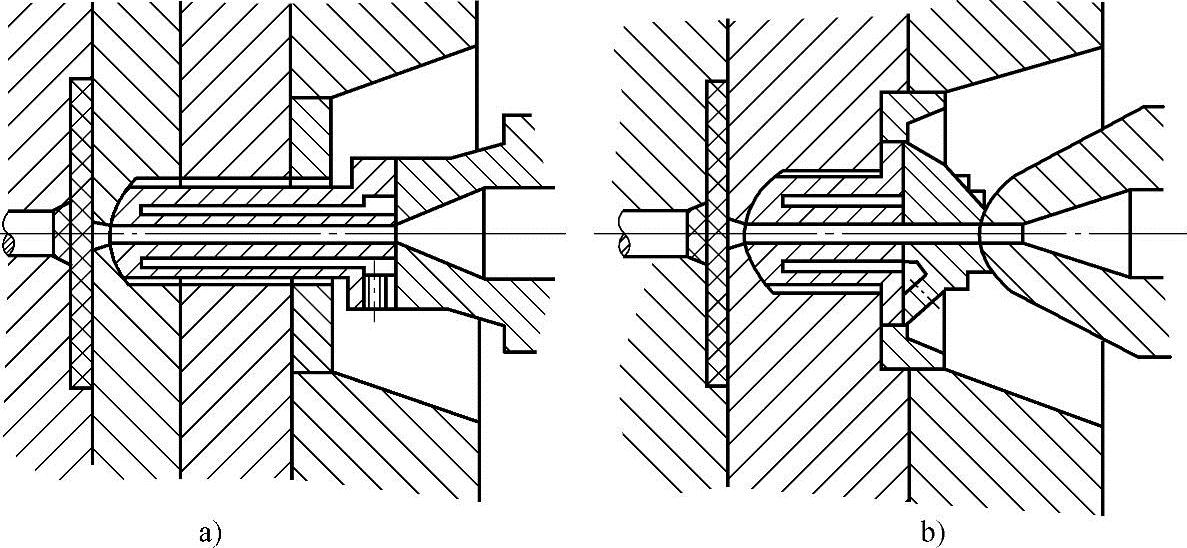
图5-77 单型腔温流道注射模
(2)多型腔温流道注塑模(https://www.xing528.com)
如图5-78所示,型腔部分为高温区,温度大约在145~180℃。熔料注入型腔后,在受热承压条件下交联固化。与流道低温区之间的绝热是温度精确控制的关键。浇注系统通道应采用圆截面,直径通常为6~8mm,型腔与流道表面均需镀铬处理。喷嘴孔径一般不小于4mm,并带有0.5°~1°的锥角。分型面上应开设排气槽。在流道板上有分型面,并备有启闭锁扣。
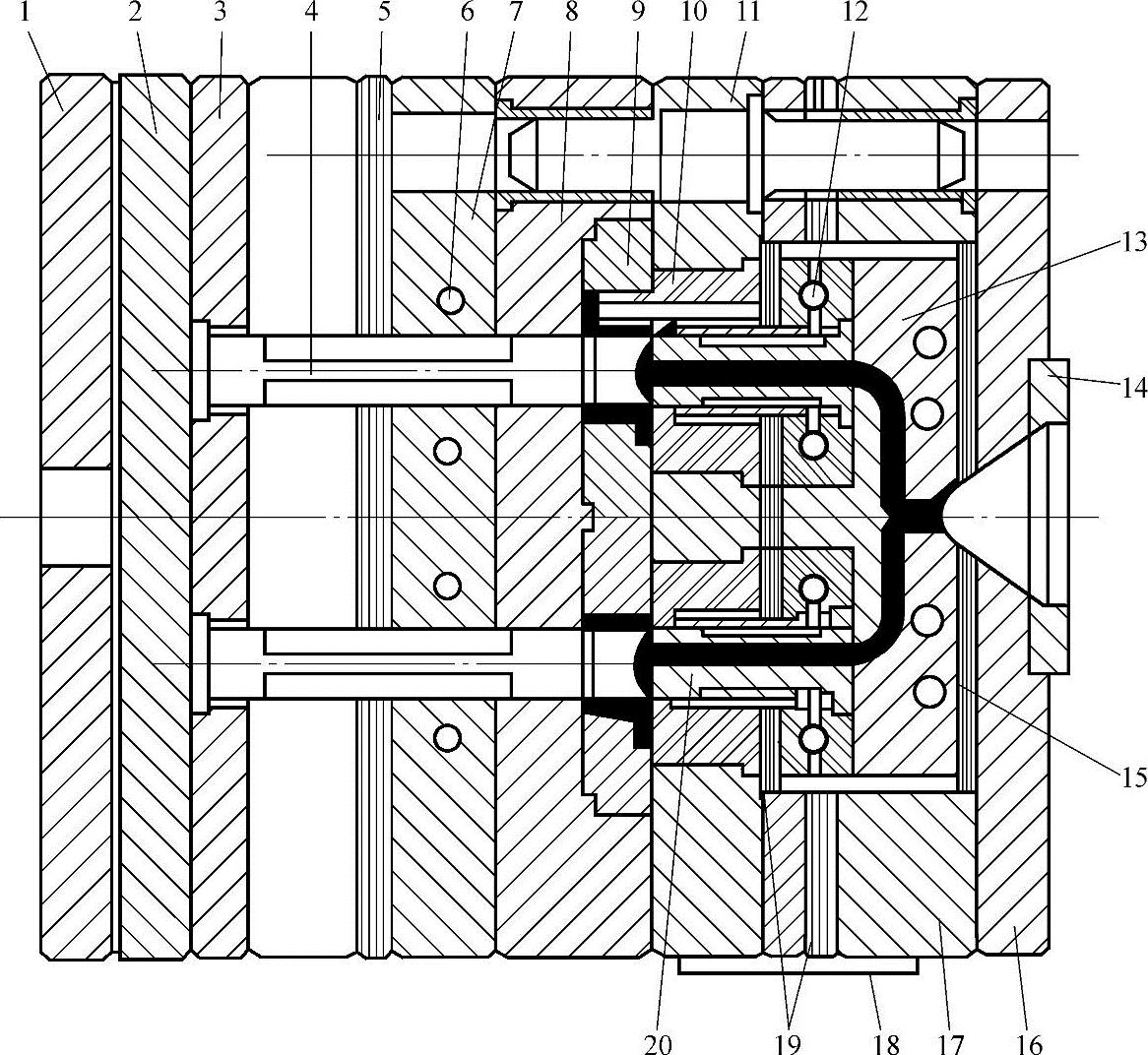
图5-78 多型腔温流道注塑模
1—动模座板 2—推板 3—推杆固定板 4—推杆 5、15、19—绝热板 6—加热棒 7—动模垫板 8—动模板 9—凹模镶块 10—型芯 11—定模板 12—水管 13—流道板 14—定位圈 16—定模座板 17—垫块 18—启闭锁扣 20—喷嘴
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。