



(1)什么叫气体辅助注射成型
气体辅助注射成型是在传统热塑性塑料注射成型技术的基础上开发的专用注射成型技术,是适合特殊性能要求的塑料注射技术。气体辅助注射成型是通过把高压氮气由气体喷嘴注入到制件的厚壁部位,利用气体的压力推动熔料充填模腔,实现气体保压、消除制品缩痕(使塑件形成所要求的中空断面和良好的外形)的一项新塑料成型技术,如图5-79所示。
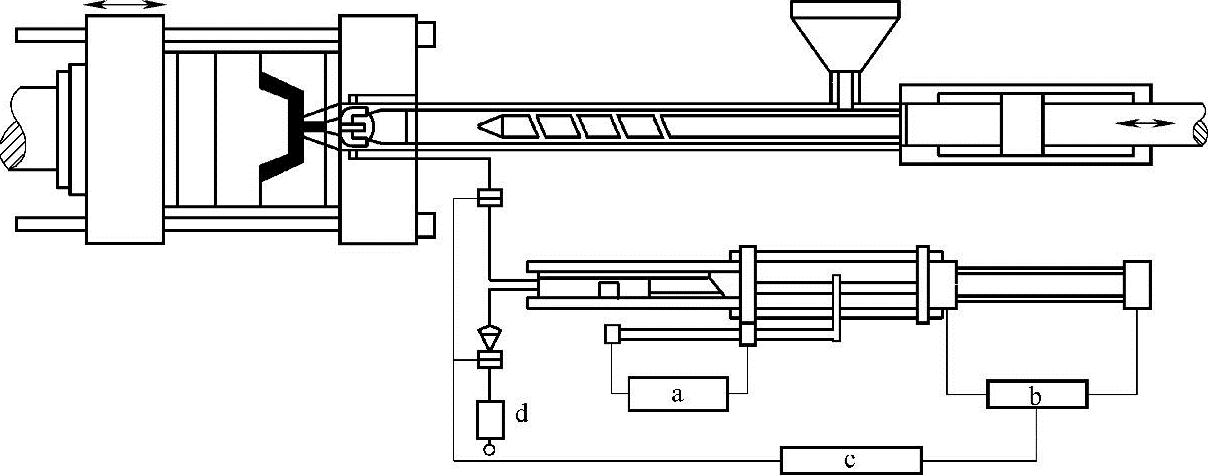
图5-79 气体辅助注射成型
a—电子系统 b—油压系统 c—控制板 d—气筒
(2)气体辅助注射技术的优缺点
1)气体辅助注射成型主要有以下优点。①降低射压和锁模力,锁模力降低30%~50%。提高注射机的工作寿命和降低耗电量,气体辅助注射压力为7~25MPa,而普通注射压力为40~80MPa或更高。②塑料收缩均匀、残余应力低、消除厚壁塑件的表面凹陷,制品尺寸精准稳定。③省料和减重。④减少冷却时间,使生产周期缩短。⑤产品设计的自由度大为提高;制品的刚度和强度增加。⑥可将大小厚薄不同的零件一体成型,减少所需模具数目以及制件最终的数目。
用普通注射成型方法难以成型的制品可改用气体辅助注射成型,应用范围广。它主要用来成型以下三大类制品:①特厚的棒状制品。如建筑物门把手、汽车转向盘、窗框、圆或椭圆截面的座椅扶手等。②大型板状有加强肋的制品,如桌面等。③大型的、厚薄差异较大的复杂塑件。可以将采用传统注射成型时厚薄不均匀的几个制品合并起来,实现一次成型,如电视机面框、汽车仪表盘等。
2)气体辅助注射成型主要缺点如下:①增设的供气和回收装置及气体压力控制单元,增加了设备投资。②对注射机的注射量和注射压力的精度有较高的要求,技术难度较大。③在制品的注入气体与未注入气体的表面会产生不同的光泽。④制品质量对工艺参数更加敏感,增加了工艺设计的难度。
(3)气体辅助注射成型设备
气辅注射成型设备主要包括注射机、气体压力控制单元和供气、回收装置,如图5-80、图5-81所示。(https://www.xing528.com)
1)注射机。制品的中空率及气道的形状由注入型腔的塑料量来控制,所以气体辅助注射成型对注射机的注射量和注射压力的精度要求较高。一般情况下,要求注射机的注射量精度误差应在±0.5%以内、注射压力波动相对稳定、控制系统能和气体压力控制单元匹配。此外,气体辅助注射成型有时要求注射机使用止逆喷嘴以防止熔体倒流,并通过反映螺杆行程的位移触发器触发气体压力控制单元。
2)气体压力控制单元。气体压力控制单元包括压力控制阀和电子控制系统,分固定式和移载式两种。固定式气体压力控制单元是将压力控制阀直接安装在注射机上,将电子控制系统直接安装在注射机控制箱内,即气体压力控制单元和注射机连为一体。移载式气体压力控制单元是将压力阀和电子控制系统做在一套控制箱内,使其在不同的场合和不同的注射机上搭配使用。
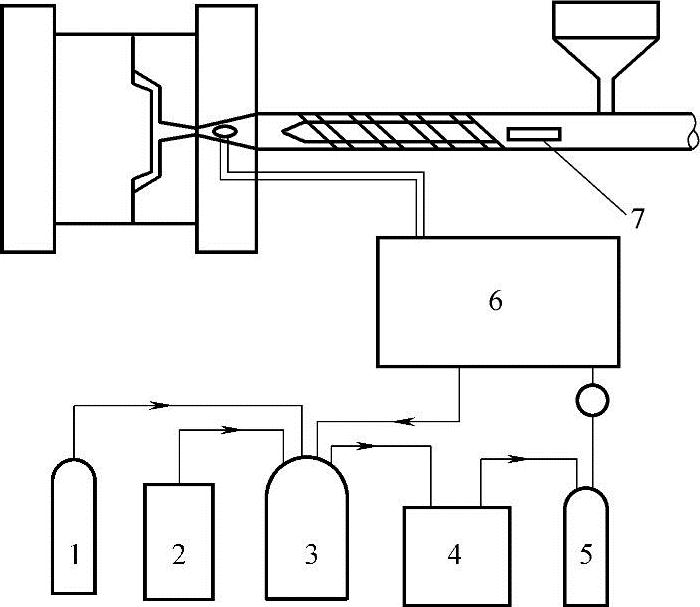
图5-80 典型的气体辅助注射成型设备
1—备用氮气罐 2—氮气发生器 3—低压氮气罐 4—增压装置 5—高压氮气罐 6—气体压力
控制单元 7—位移触发器
图5-81 气体辅助注射成型设备
a)控制单元 b)氮气发生器 c)气嘴
3)供气和回收装置。供气装置由备用氮气罐、氮气发生器、低压氮气罐、增压装置和高压氮气罐组成。氮气发生器制备的氮气首先进入低压罐,然后经增压装置进入高压罐,高压氮气再经气体压力控制单元按设定压力进入模具。供气装置在模具方面还包括进气喷嘴。喷嘴分为主流道喷嘴和气体通路专用喷嘴。回收装置用于回收气体注射通路中残留的氮气,回收后的氮气进入低压罐。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。