



(1)斜导柱滑块抽芯机构设计规范
1)滑块设置应优先考虑在动模处,斜导柱固定在定模处。当塑件有多组抽芯时,应尽量避免长端侧向抽芯。
2)滑块的活动配合长度应大于滑块的高度1.5倍,如图7-2所示。
3)滑块抽芯距必须大于成型凸凹部分3~5mm(L>l1,S<L),如图7-3所示。滑块完成抽芯动作以后,留在滑槽内的长度应大于整个滑槽长度的2/3。
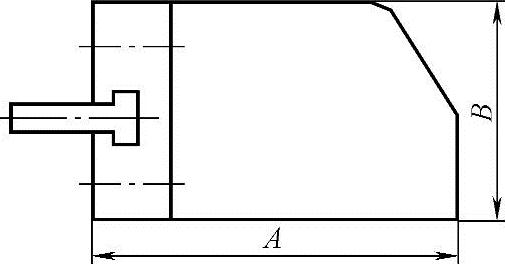
图7-2 滑块长度与高度要求
注:A>1.5B
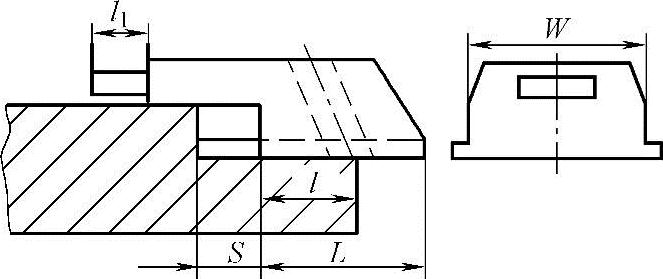
图7-3 滑块抽芯距
4)斜导柱的夹角最大不得超过23°(最好为12°~15°),斜导柱与模板配合为H8/m6。斜导柱的长度与直径关系L/d>1,斜导柱与滑块的斜导柱孔的配合间隙0.5~1mm。
5)滑块与楔紧块入口处顶部为圆角(半径2~3mm),如图7-4所示。
6)在受到模板特厚限制,不能采用如图7-4结构的情况下,可采用内(外)螺纹安装型斜导柱结构,如图7-5所示。
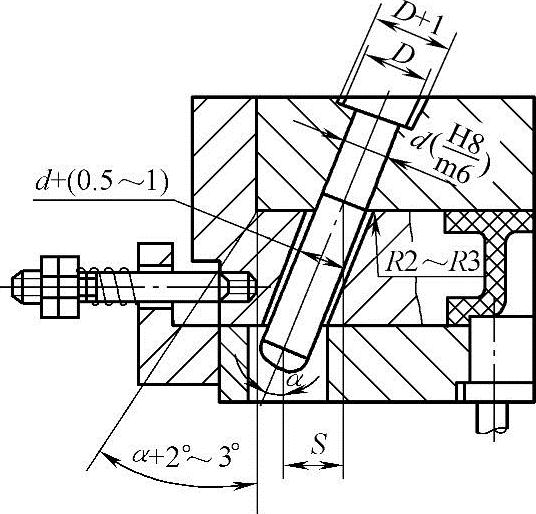
图7-4 斜导柱滑块的结构形式
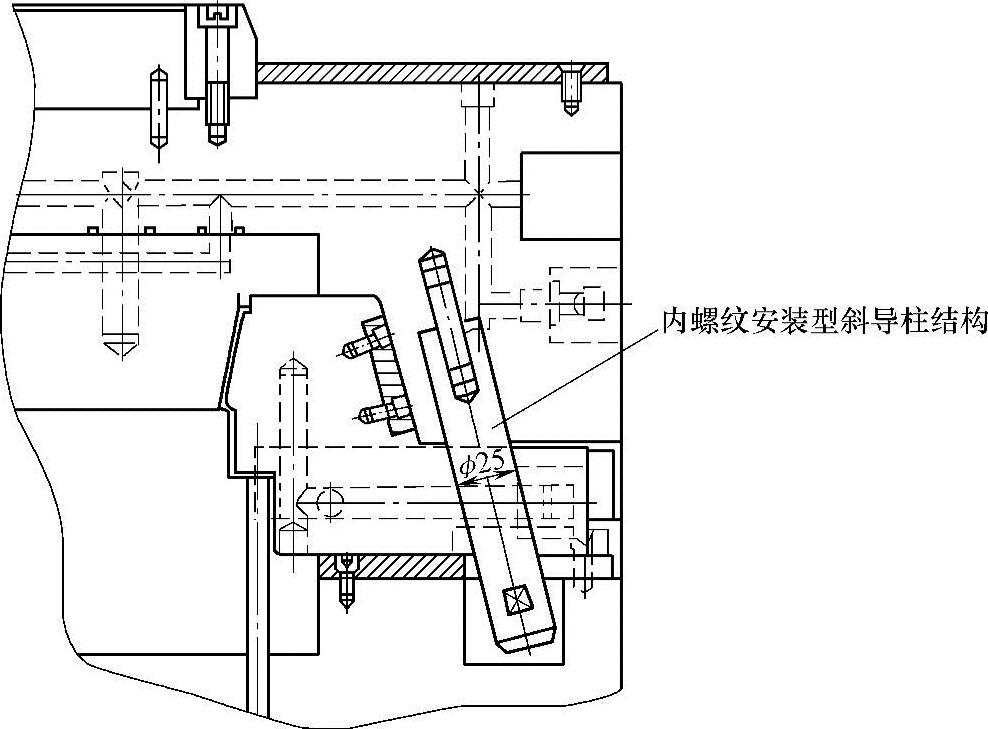
图7-5 内(外)螺纹安装型斜导柱结构
7)滑块抽出后必须有定位装置。滑块的侧面要求有弹簧,弹簧最好使用导向销,如图7-6、图7-7所示。滑块复位弹簧比导柱导向部分要长15mm,这样弹簧不易折断,注意导杆要固定住,有足够的固定长度。
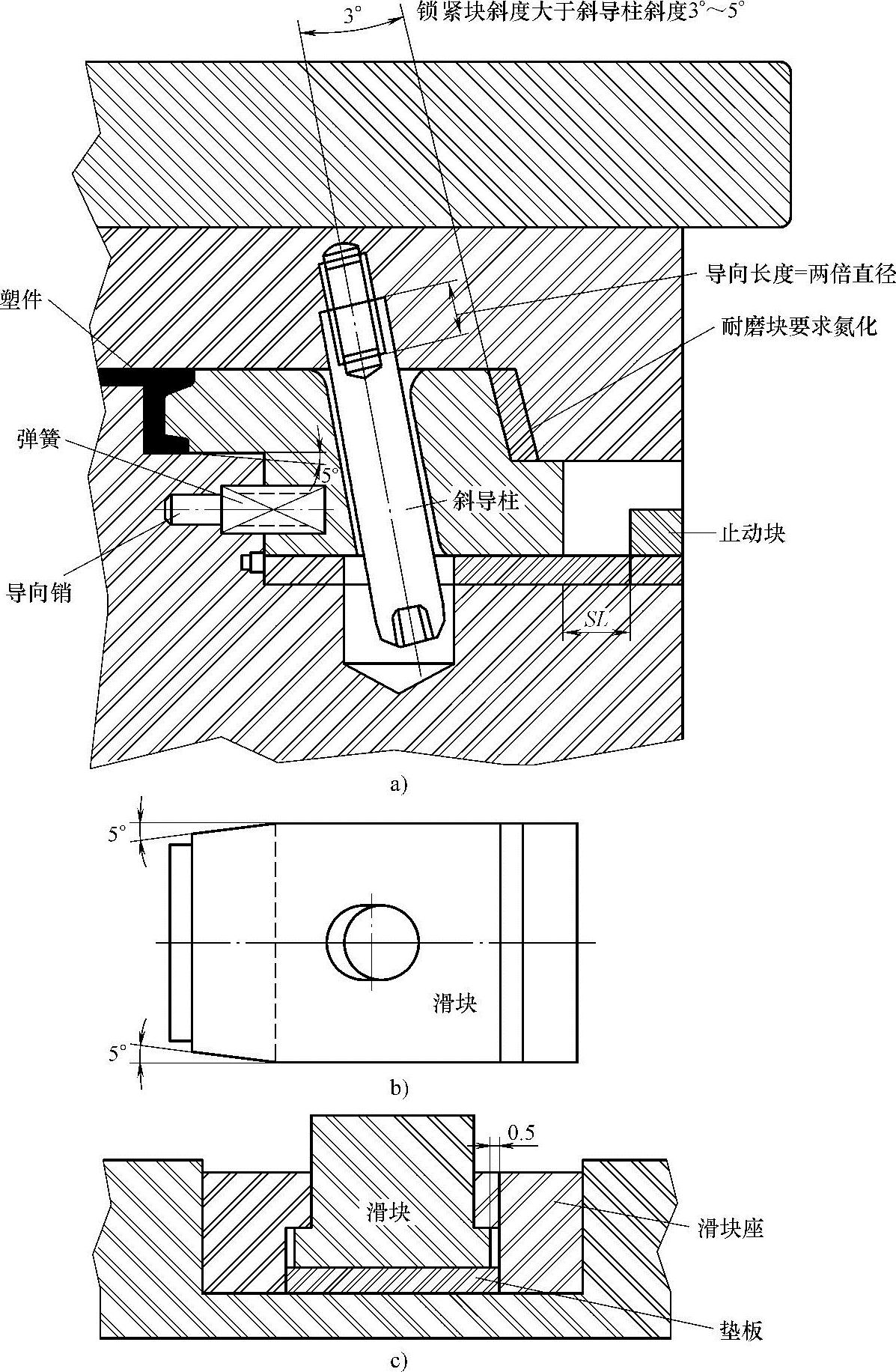
图7-6 英制斜导柱滑块
8)滑块成型部分表面粗糙度在Ra0.8μm以下,配合面表面粗糙度在Ra1.6μm以下,非配合面表面粗糙度为Ra3.2μm。(https://www.xing528.com)
(2)斜导柱滑块抽芯机构的具体要求
1)20kg以上的大型滑块,需要打上吊环孔。
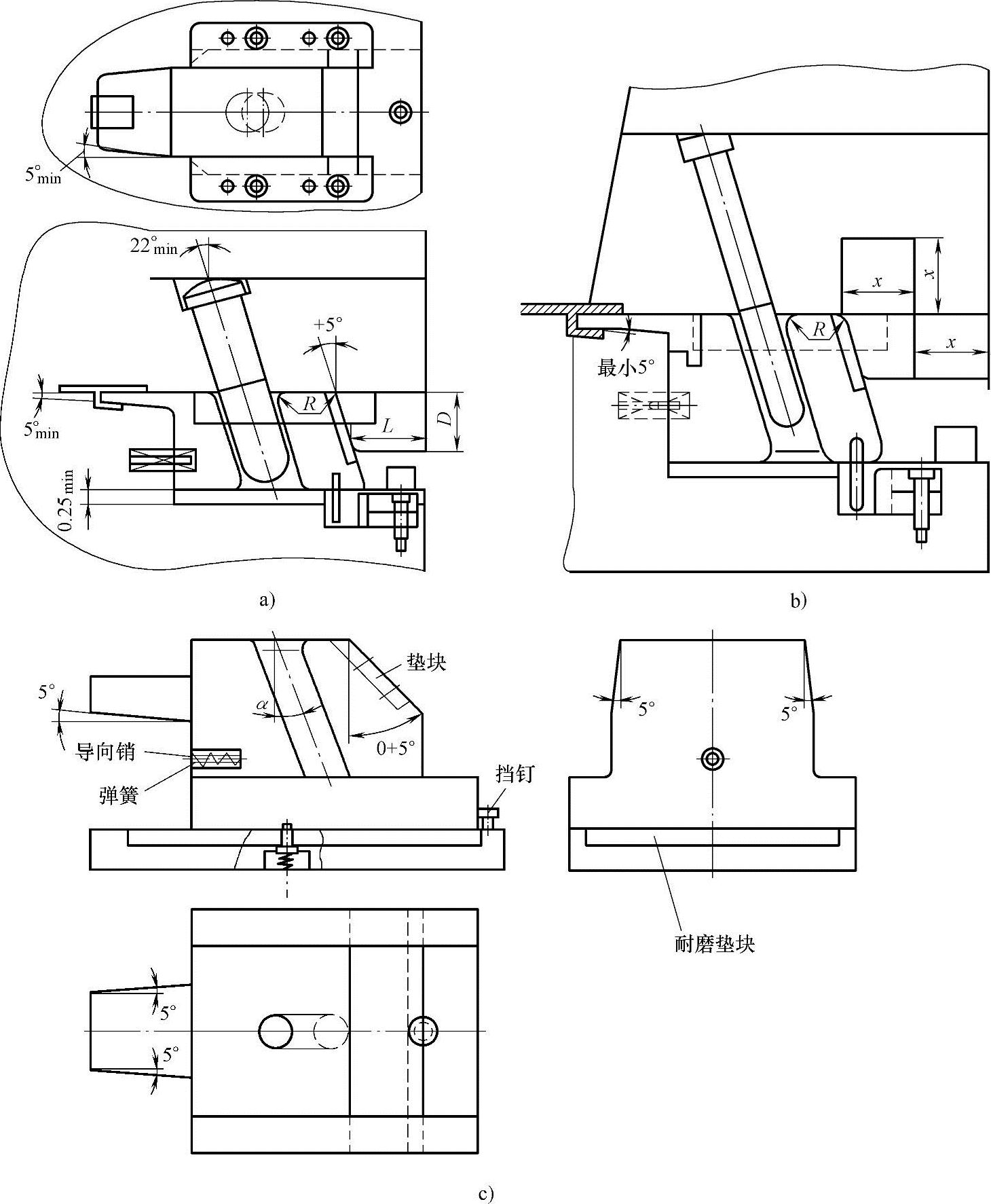
图7-7 斜导柱滑块典型结构
2)塑件要求严格的大中型滑块,需要冷却装置,条件受到限制的成型部分用铍青铜材料。
3)滑块与型腔(动模芯)配合处最好设有3°~5°锥面,避免配合时相碰。滑块横剖深入定模处的配合面,做成直角,最好是3°~5°的侧面斜度,如图7-7a所示。
4)滑块成型件的成型分型面尽量做成平碰线,封闭宽度尺寸至少为8mm,不要做成直线合模线。
5)滑块成型部分深度较长、面积较大、包紧力较大的情况下,应计算抽拔力是否足够。
6)应注意滑块的重心,压板槽的高低位置,以便滑块移动顺畅,如图7-9a为重心偏高的情况,图7-9b调整重心到合适位置。
7)滑块与其相配合的零件不能使用相同材料,如采用相同材料滑块硬度要求比其相配合的零件高5HRC左右。
8)滑块成型部分有顶杆时,如发生干涉时要做先复位机构。国外客户订购的模具,需经客户认可。
9)大型模具的大滑块最好设置在水平两侧方向,如果滑块位置在天侧,推荐用液压缸抽芯装置较妥或用外拉式弹簧,最好采用DME滑块定位装置。
10)大型滑块楔紧处需用耐磨块,耐磨块高于模板或滑块0.5mm。如图7-5、图7-6所示。耐磨块的长度等于滑块底部长度加上抽拔行程长度。精度高的模具或客户要求模具采用自润滑导轨和耐磨垫铁。
11)滑块底部或耐磨块要开设油槽并符合要求。
12)若把滑块斜边孔加大,或斜导柱的入口处倒角加大,会产生滑块延迟开合的功能,如图7-8所示。
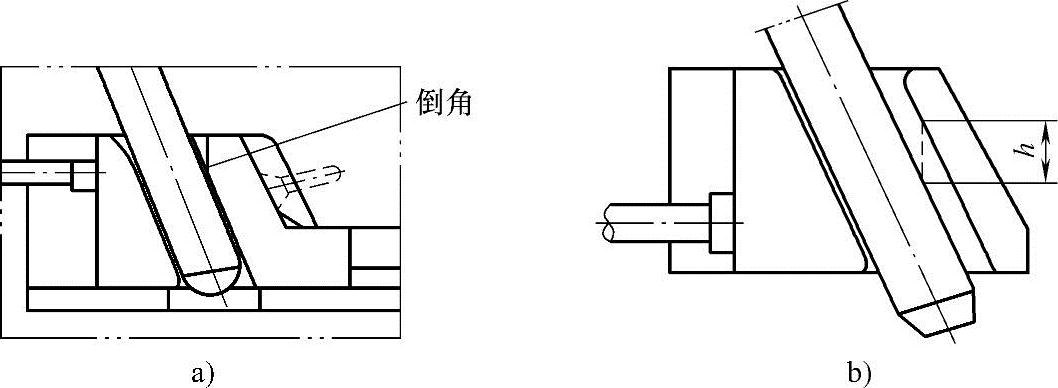
图7-8 斜导柱滑块设计

图7-9 斜导柱滑块重心
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。