



目前,食品保鲜包装行业常用的气调包装机主要有三类:盒式气调包装机、袋式气调包装机,以及其他形式的气调包装机,分别介绍如下。
1.盒式气调包装机
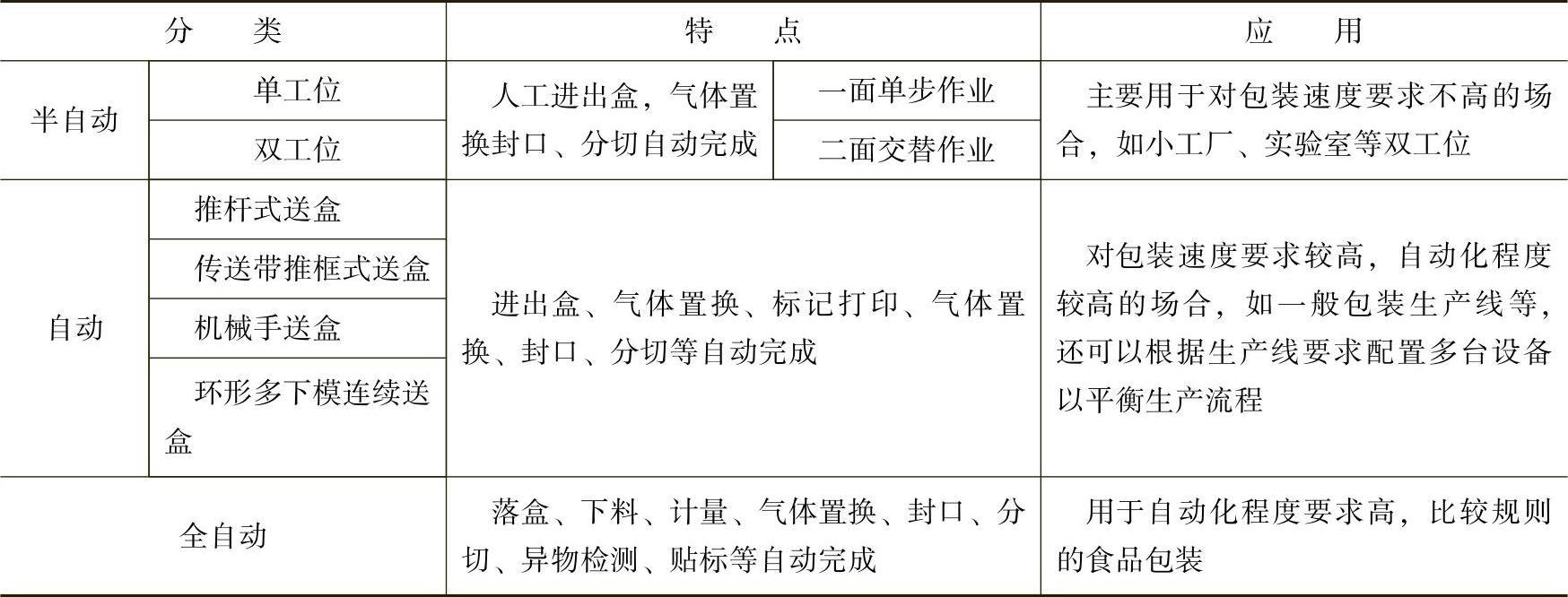
该类包装机包装容器为塑料盒(一般为浅盘型),盒子形状及材料种类可根据被包装物类型选定后由专业制盒厂订制,盖膜根据被包装物特性及封口要求进行选定,一般有单膜及复合膜两种,其中又有无印刷图案的透明膜及印有图案的彩印膜之分。盒式气调包装机类别及应用见表10-4。
表10-4 盒式气调包装机类别及应用
上述包装机的外形如图10-2所示。
上述几种盒式气调包装机的主要核心部件及工作原理基本相同,现以常用的自动盒式气调包装机为例,概述盒式气调包装机的结构组成、工作原理及应用实例。

图10-2 各类盒式气调包装机外形图
a)半自动型 b)自动型 c)全自动型
(1)结构组成 该机由送盒、供膜、标记打印、保鲜气体配气、气体置换、气动、分切、收膜、电控、机架等装置及系统构成,如图10-3所示。
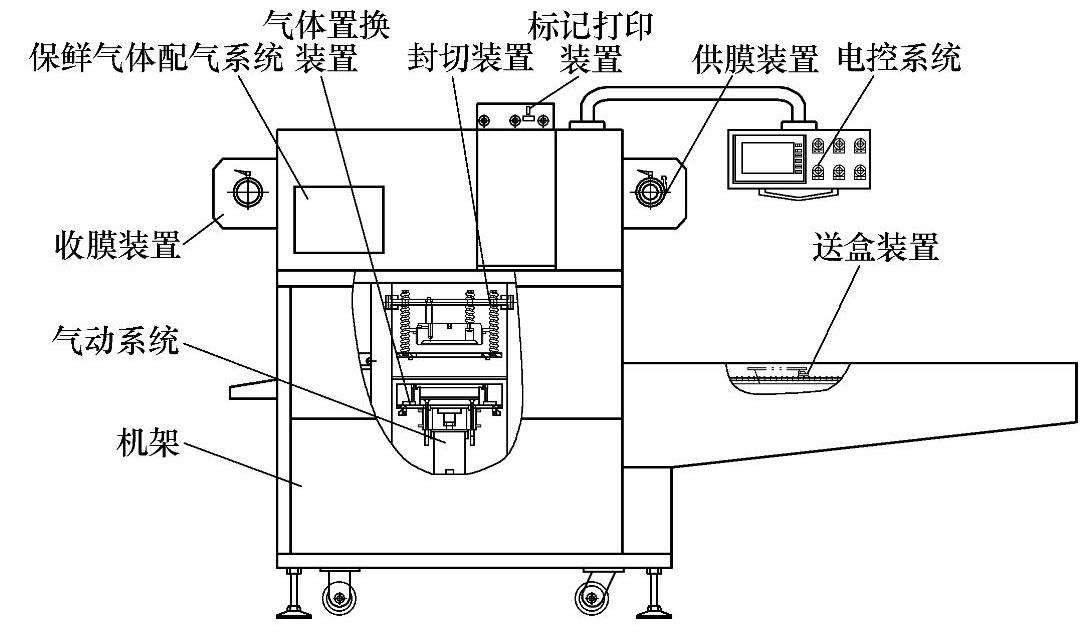
图10-3 结构组成图
1)送盒装置。送盒装置是将装有食品的包装盒依次有序输入进行气调包装的重要部件,目前常用的有三种形式:
① 推杆式(图10-4)。它是依靠等距推杆的前后移动将包装盒送入机器的气调封切位置。结构比较紧凑,适于输送距离较短场合,一般采用电动机驱动,但结构较复杂,不便调整,且与主机共为一体,运输时占地面积较大。

图10-4 推杆式送盒装置
② 带推框式(图10-5)。此种形式的带式输送机与主机分为两体,便于安装调试及运输,且其长度可根据实际需要任意选定,输入距离可较长,便于实现单机联动作业。送盒框与主机连为一体,可上下,前后移动,机动灵活,一般采用气动驱动。皮带输送机输入的包装盒,由推框有规律地将其送入主机气调封切工位。

图10-5 带推框式送盒装置
③ 机械手式(图10-6)。该形式的送盒是由位于机器纵向中心两侧的机械抓手将包装盒送入主机,包装盒先由带式输送机输至抓手附近位置。机械抓手还同时负有包装成品输出功能,故生产效率较高,送盒平稳,对包装带有汤汁的食品更为有利。
机械抓手由预设程序控制,实现纵向前后移动及抓手的张合运动,一般由气动控制实现。该形式的带式输送机(包括进盒出盒)与主机分离,便于安装调试及运输,输送机长度可按实际需要任意选择。

图10-6 机械手式送盒装置
④ 环形多下模式(图10-7)。这种形式的送盒是由多个相同形状的下模将包装盒送入,模具按一定间隔要求等距离排列并与一环形链条相连接,传动系统按规定要求驱动环形链运动,将置于下模具中的待包装盒送入主机。该种形式送盒比较平稳,可较好地保证封口质量,但下模具数量较多,安装、调试复杂,成本较高。
2)供膜装置。供膜装置一般位于主机上方,由传动轴及调节机构组成。包装盖膜卷装在传动轴上,其结构应便于薄膜卷的快速安装及更换,同时具有调节膜卷在轴上的轴向位置功能,以保证卷膜的纵向中心与主机内待封切盒子的中心相吻合。为保证供膜平稳,该装置亦应具有调节膜卷惯性的功能。
为保持供膜张力基本恒定,且薄膜始终处于平整状态,机器上设有一组辊筒进行调节,由于薄膜的热封特性,在此,一定要按要求穿绕,特别是复合膜,切勿将其正反面搞错,否则达不到封口效果。
3)打印装置。打印装置可在盖膜上打上生产日期、生产批号等标记,目前常用的有热压色带打印,喷墨打印等。前者经济实惠,可满足一般盒式气调包装机的需要,故使用较多。热压色带打印装置应具备以下功能:热压温度可调、日期等标记便于交换、色带打印间距离可调,以适应不同包装盖膜的要求。
4)保鲜气体配气装置。保鲜气体配气装置是将所需混合气体,如O2、CO2、N2中的任意2~3种按所需比例进行混合,供包装机使用。现有两种方式,一种是静态比例混合。一种为动态比例混合。后者技术复杂,价格高昂,前者经济适用,控制较简单,可满足现有盒式气调包装机需要,故目前基本均采用前者静态比例混合装置。该装置是将配好的混合气体贮存在容器中,供包装使用。为提高功效,实现混合气体的连续供给,有的设备上采用双容器交替作业,不间断进行配气及供气。为提高混合气体的配气精度,一些生产企业对此均有自己的专利技术。保鲜气体由独立贮气瓶供给,或由专门气体制备设备提供。

图10-7 环形多下模送盒装置
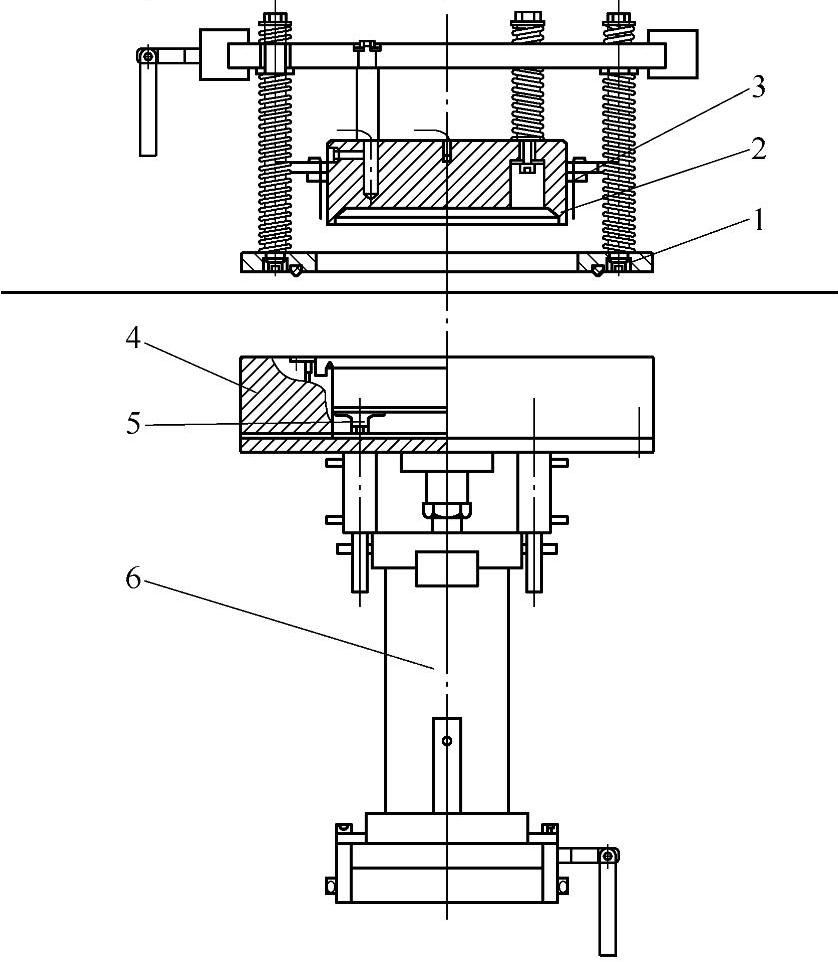
图10-8 封切装置结构示意图
1—密封压板 2—热封模具 3—切刀 4—气体置换封合模具 5—顶盒机构 6—顶模机构
5)气体置换装置。该装置是将包装盒中的空气置换,代之配气装置配置好的混合气体。为提高空气置换率,提高工作效率,一些生产企业均有技术专利应用于此,其中气体置换方式,气道结构等至关重要。该装置主要机构设在封切装置的下模具部件中,详见后面“封切装置”。
6)封切装置。封切装置由上、下模具两大部件构成,是设备的核心,如图10-8所示。上模具部件由密封压板、热封模具、切刀等构成;下模具部件由气体置换封合模具、顶盒机构、顶模机构等组成。为便于模具的更换、检修及日常保养,上、下模具一般做成活动结构,可方便拉出。工作时盖膜在上下模具间穿过,装有食品的包装盒由送盒装置送至下模具部件的模具腔内定位,顶模机构将下模具部件上顶与上模具部件中密封压板密合,使其间的盖膜与下模具模腔形成密闭腔室;在完成气体置换后,下模部件继续上移,与上模具部件的热封模具、切刀先后接触,分别完成包装盒封口及盖膜分切。随即下模具部件下移复位,顶盒机构将成品包装盒顶盒出模腔,下一循环送入的待作业的包装盒送入时将此成品包装盒顶离排出,完成一个工作循环。(https://www.xing528.com)
上述工序均由设定程序自动控制完成。
7)收膜装置。分切后剩余的废膜通过此装置收卷,该装置由独立的传动系统驱动,并有盖膜张紧机构与其配合,使盖膜在供送及废盖膜收卷过程中,盖膜始终处于张紧状态,以保证封口质量及包装作业连续顺利进行。
8)气动系统。设备气动执行系统由外接压缩空气气源驱动。
9)电控系统。整机的工艺过程及工艺参数的设置由电气控制系统实现。该系统由可编程序控制器(PLC)、可编程人机界面(触摸屏)、模拟量输入/输出模块、传感器、电动执行原件及相关电气元件构成。
10)机架。由于设备用于包装食品,故机架应采用不锈钢材料制造,有的为焊结构,也有采用多片零件组装方式。其余核心零部件应用铝合金等材料制造,或进行表面处理,保证防锈、防腐、无毒。
(2)工作原理 将装有食品的包装盒依次放置在送盒装置中,机器按设定程序自动完成盖膜供送、日期等标记打印、保鲜气体配制、气体置换、热封口、分切、废膜收卷等工序,最后包装成品自动排出,完成一个工作循环,如此连续进行气调包装作业。
(3)实际应用 图10-9为食品盒式气调包装典型应用实例。
1)生鲜猪肉气调包装(图10-9a)。
2)熟肉制品气调包装(图10-9b)。
3)快餐盒饭气调包装(图10-9c)。
4)包子气调包装(图10-9d)。
5)果蔬气调包装(图10-9e)。
2.袋式气调包装机
该类包装机使用的包装容器为预制单个塑料袋,对袋子规格及材料类别,用户可根据被包装食品特性及要求选定。该类机型是在外抽式真空包装机(即无腔室式真空包装机)的基础上附加保护性气体混合装置及空气置换装置而成。故两者结构及外形相似。
(1)结构组成 该类机器一般由机架、工作台、包装袋密封机构、包装袋热封机构、气嘴机构、保鲜气体充配气系统、真空系统、气动执行系统、电气自动控制系统等部分构成,如图10-10所示。
1)工作台。装有待包装物的包装袋置于其上,工作台面高度可根据包装袋长短进行适当调节。
2)包装袋密封机构。由内外密封板组成,外侧密封板上分别装有密封材料(如毛毯、橡胶等)及硅胶条(作热封垫板用),在气缸作用下可前后运动;内侧密封板上装有密封材料,与外侧密封板上的密封材料同时对包装袋起密封作用。
3)包装袋热封机构。该机构位于外密封板内侧并与外密封板上的硅胶条相对应,其上装有电热带及聚四氟防粘布,受气缸作用可前后移动,与外密封板上硅胶条压合对包装袋口进行热封。
4)气嘴机构。一般由两个气嘴组成,为扁平形开口空心管,以便插入及离开包装袋,并与气缸活塞杆相连接作上下运动。
5)保鲜气体充配气系统。该部分与盒式气调包装机相同。
6)真空系统。由真空泵及相应管路构成,通过气嘴将包装袋内空气抽出。
7)气动执行系统。由两组气缸分别驱动包装袋密封、热封机构以及气嘴。
8)电气控制系统。该系统由可编程控制器(PLC)和触摸屏及相关电气元件构成,对整机的运行进行自控,各工序动作及工艺参数均可按需要通过触摸屏任意设定调节。
(2)工作原理 该类设备没有专门工作腔室,直接在包装袋内进行气体置换后热封,以完成气调包装,故结构简单,工作效率较高,保鲜气体耗用较少,但残氧量较高。工作时:a.人工将装好物品的包装袋袋口套入气嘴中,气嘴位于前后密封板之间。b.踩下脚踏开关,起动机器,外侧密封板向内压去,由密封垫将袋口夹紧并密封,c.接着通过插入袋中的扁平气嘴抽真空、充入混合气体。d.气体置换完毕,气嘴抽出。e.内侧热封板(位于内侧密封板上面)外推并加热将袋口热封。f.封口完毕,经冷却,内侧热封板及外侧密封板分别内移、外移复位,人工取出包装成品。
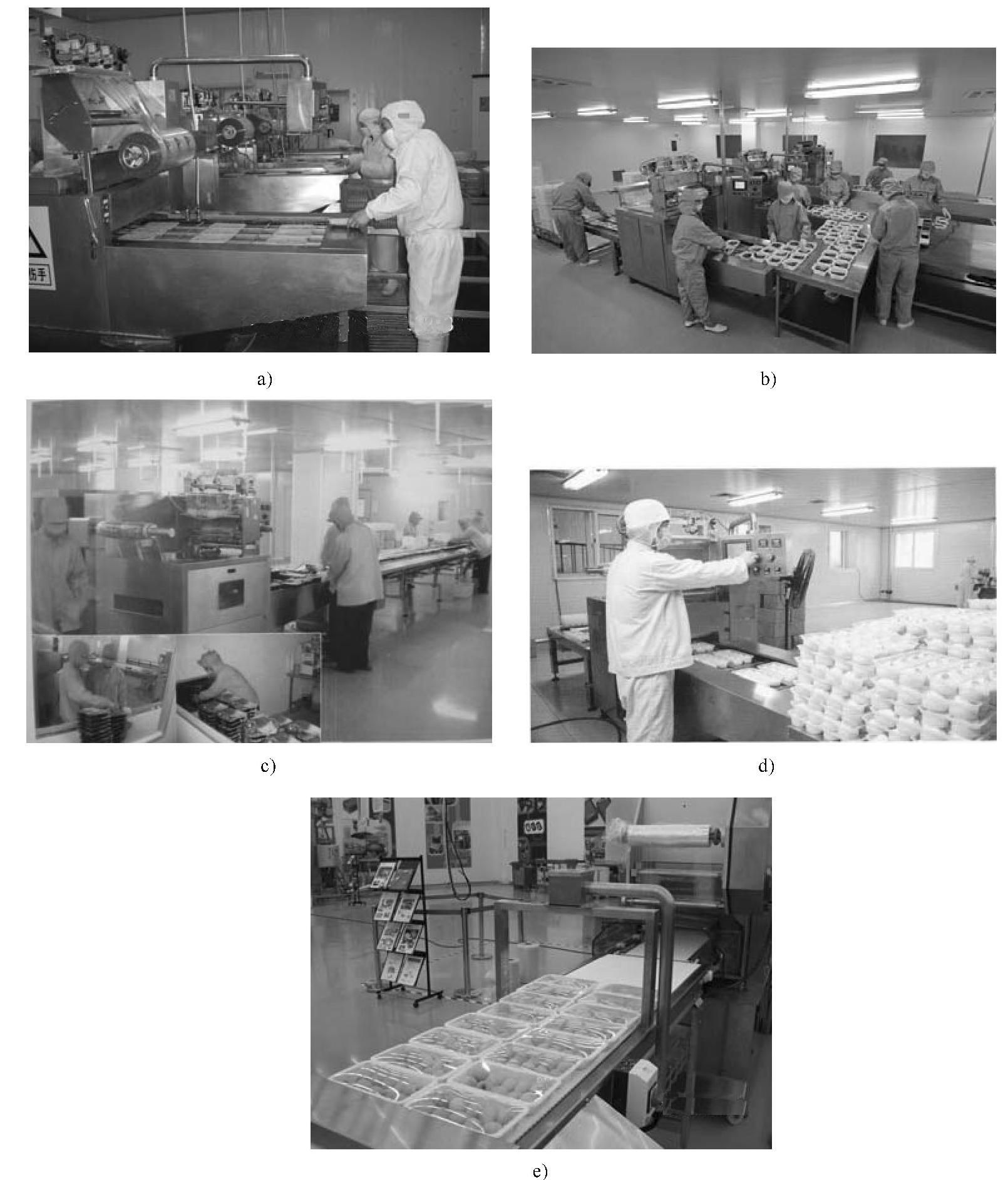
图10-9 食品盒式气调包装应用实例
包装袋密封、包装袋热封及气嘴等机构的驱动由气动执行系统的气缸活塞杆移动实现。目前提供气缸活塞运动动力有两种形式:即压缩空气式和真空式。前者将外供压缩空气气源通过电磁阀接入气缸,后者是将气缸通过电磁阀与真空泵相连接,即活塞一端构成真空,另一端接通大气,在压差作用下推动活塞,此形式的优点是不需另外提供压缩气源,利用本身真空系统就可实现。
(3)实际应用 该机比较适用于包装物在5kg以上的大包装,如采用透气薄膜包装水果蔬菜,采用阻隔性较高的复合薄膜袋包装生鲜肉类及熟肉制品、焙烤食品等。也可对包装重量较小的果品蔬菜进行小包装,如250g左右的沙拉等,如图10-11所示。
3.其他形式气调包装机
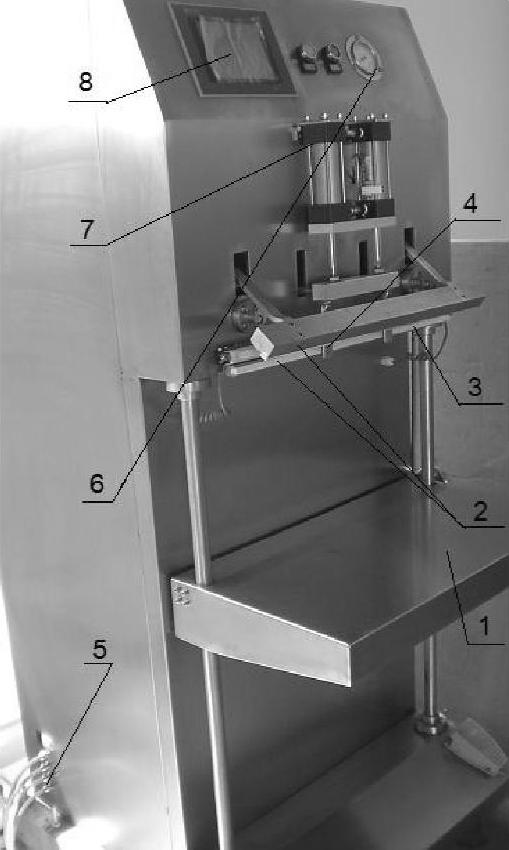
图10-10 袋式气调包装机结构组成
1—工作台 2—包装袋密封机构 3—包装袋热封机构 4—气嘴机构 5—保鲜气体充配气系统 6—真空系统

图10-11 食品袋式气调包装应用实例
除上述目前常用的盒式及袋式气调包装机外,下述包装机内设或外置气体比例混合装置后也可以作为气调包装用,如各种室式真空包装机、立式袋成型充填封口机、卧式枕形包装机,以及连续式真空吸塑热成型包装机等,在主机上对其稍加改动即可。上述包装机的结构、工作原理及应用等请参见相关章节。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。