



1.水平式(L型)装箱机
图17-5为夹取水平式L型折叠裹包的工艺路线。首先,产品与包装材料成90°输送,当产品与包装材料接触后一起被水平输送。在输送过程中,实现对包装材料折叠并封口。根据产品输至包装材料上的方法的不同,分为抓取平移式(图17-5中a)、侧推式(图17-5中b)。
2.下落式(直线型)
图17-6为下落式直线型折叠裹包工艺路线。产品和包装材料一开始在不同高度输送,当产品下落至包装材料上后,即一起被水平输送。在输送过程中,实现对包装材料的折叠并封口。
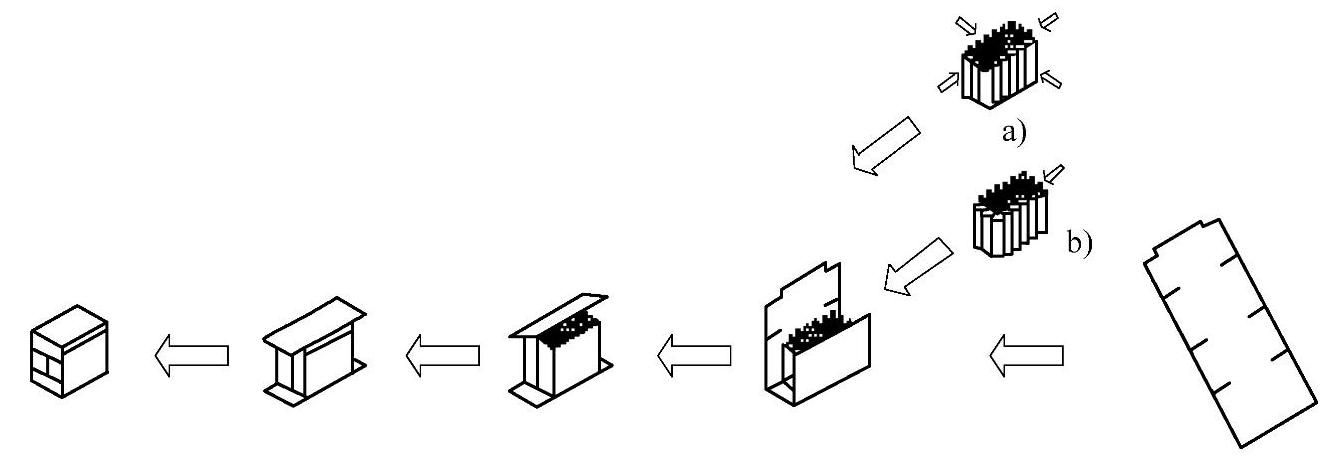
图17-5 水平式L型折叠裹包工艺路线
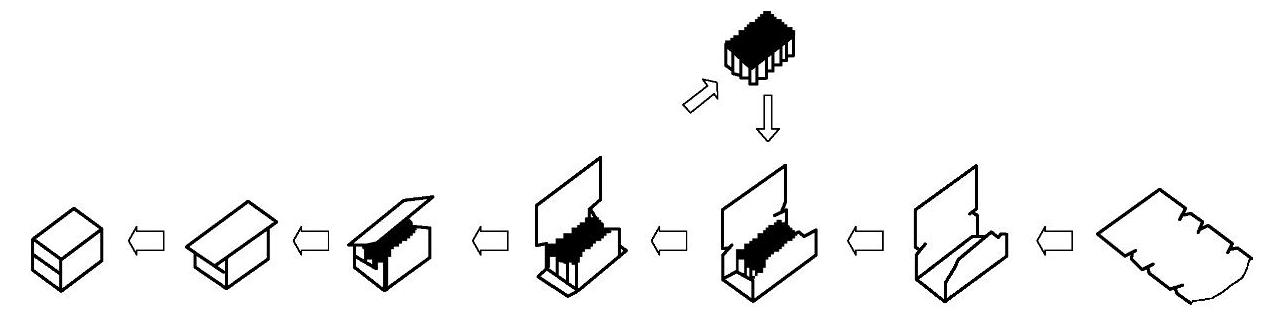
图17-6 下落式直线型折叠裹包工艺路线
3.包装侧进式
图17-7为包装材料侧进式折叠裹包工艺路线(a-b-c-d-e-f)。产品输送,纸片定位,当产品与纸片接触后被一起水平输送。在输送过程中,实现对纸片折叠并封口。
4.纸片下进直线型
图17-8为纸片下进式直线型折叠裹包工艺路线。产品输入整列,同时纸片从产品下方输送,置于产品下方后一起被水平输送。在输送过程中,实现对纸片折叠并封口。
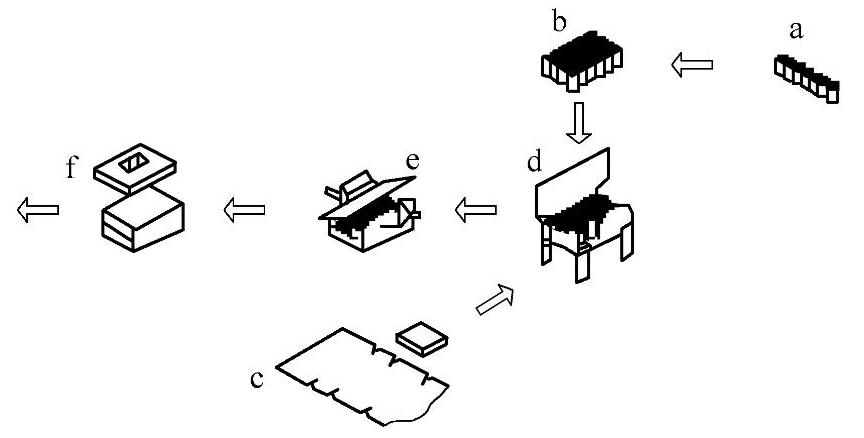
图17-7 包装材料侧进式折叠裹包工艺路线
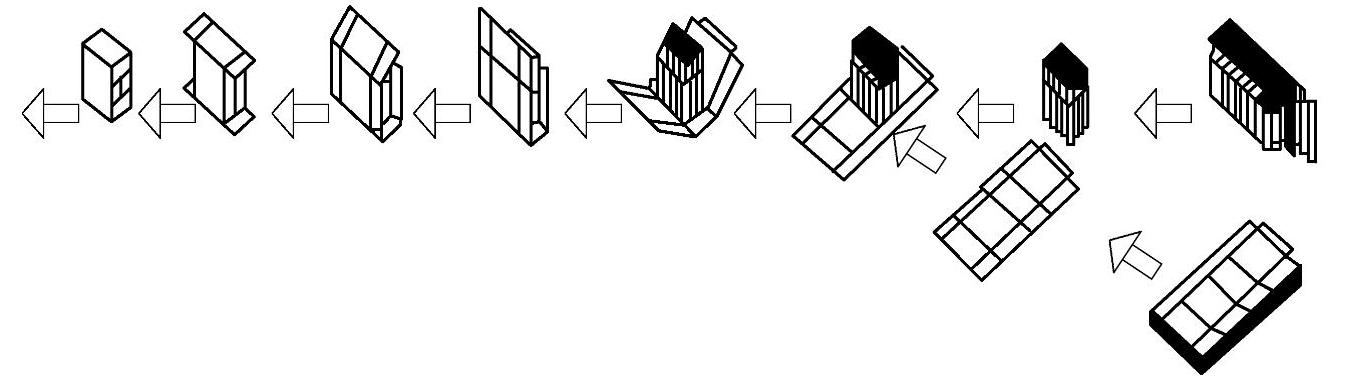
图17-8 纸片下进直线型折叠裹包工艺路线
由于裹包物品的种类繁多,折叠裹包工艺路线、折叠裹包形式也多种多样,因此,实现折叠裹包的机器种类也很多。下面分别介绍几种典型折叠裹包式装箱机。
1)ZX-15T型纸片包装机。该机为全自动包装机,首先产品由原有输送线输入,经整列机构进行产品的整列,整列完成等候包装。同时纸片由吸盘从纸片暂存架上吸下,通过链条输送到达装包区域。此时由推板机构推送至纸片上,工装位输送线继续输送装好的产品,纸片经过喷胶机构,折上小边盖、折合左右端盖、整形完成产品的裹包,此时整个产品包装过程结束。
如图17-9所示为其机构组成:主要由产品输送板链1、纸片暂存装置2、吸纸片机构3、产品侧推装置4、折盖整形装置5、工装位主送机构6及控制系统等组成。
如图17-10所示为其工作原理图。图示a为暂存区的纸片,它由吸盘1吸取,在工装位输送线上折成如图17-10中b所示,输送至工位d等候装产品,同时产品由原有输送线输入,经整列机构进行产品的整列,当达到包装要求的数量后,由侧推装置2将整列好的产品推送至纸片上c,工装位输送线继续输送装好的产品。然后经侧折页板3、导向杆4折合左右小边页e,然后经折左右上端盖6、左右下端盖7、整形5(f),最后输出裹包好的产品g,完成整个裹包过程。
2)ZX-30T型纸片包装机。该机为全自动包装机,纸片由吸盘从纸片暂存架上吸下,通过皮带传动到达装箱区域,产品由原有输送线输入,经整列机构进行产品的整列输送到纸片上,托箱机构下降,工装位输送线继续输送装好的产品,纸片经过喷胶机构,折前后盖装置、折合左右盖、整形机构完成产品的裹包,此时整个产品包装过程结束。它是将产品(如易拉罐)用纸片裹包,以增加包装装潢质量和提高产品的保干、保湿能力。
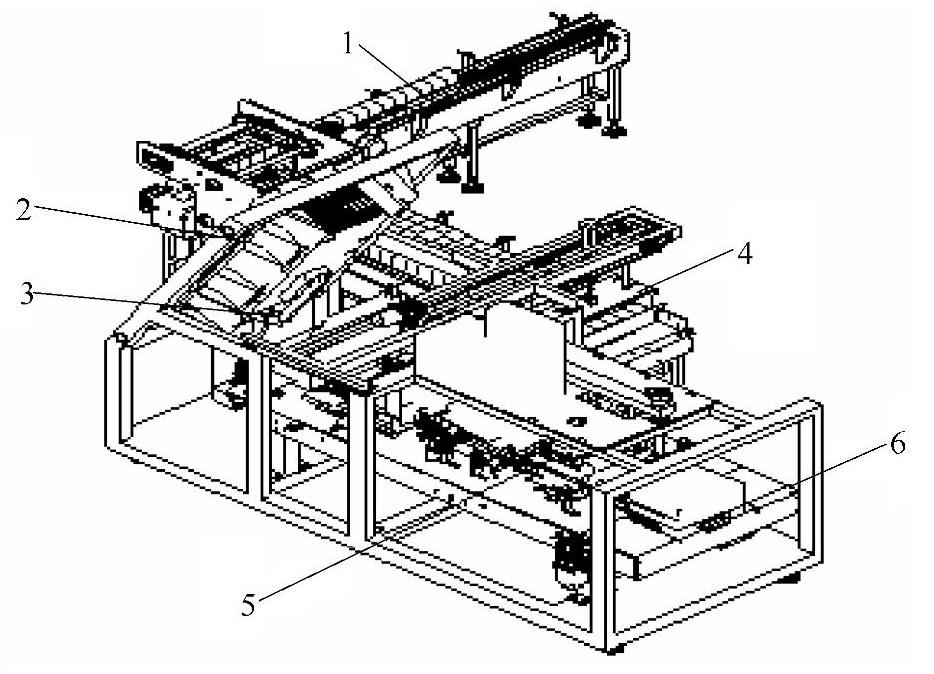
图17-9 ZX-15T型纸片包装机外形图
1—产品输送板链 2—吸纸片机构 3—纸片暂存区 4—产品侧推装置 5—折盖整形装置 6—工装位主送机构
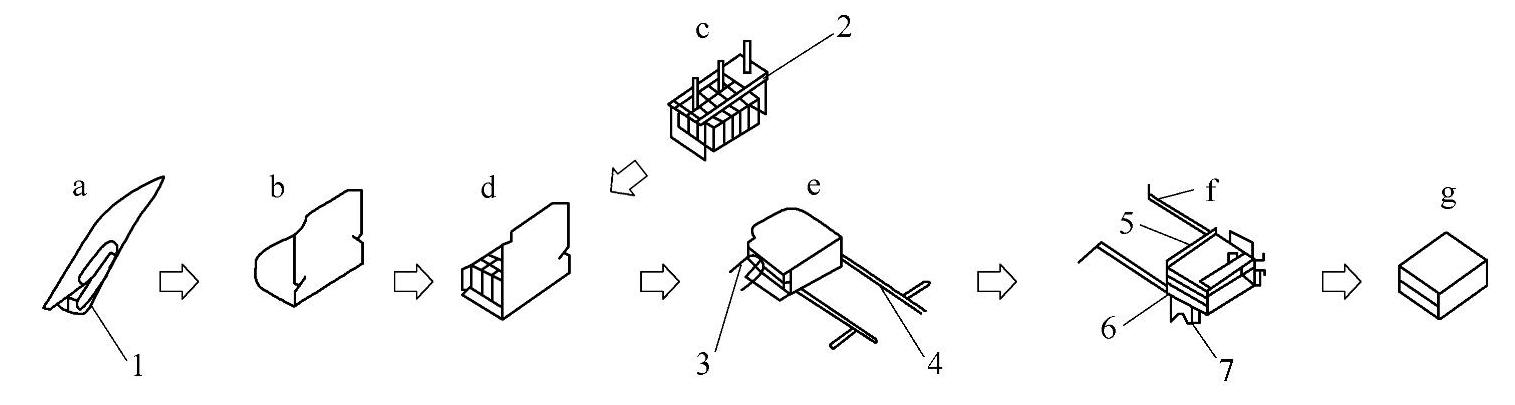
图17-10 ZX-15T型纸片包装机工作原理图(https://www.xing528.com)
1—吸盘 2—侧推装置 3—侧折页板 4—导向杆 5—整形板 6—折左右上端盖板 7—折左右下端盖板
如图17-11所示为其机构组成,主要由产品输送板链1、吸纸片机构2、纸片暂存装置3、折盖整形装置4、工装位主送机构5及控制系统等组成。
如图17-12所示为其工作原理图。图示a为暂存区的纸片,它由吸盘1吸取,经皮带输送b至工位c定位,同时产品由原有输送线输入,经整列机构进行产品的整列并下落输送到纸片上,此时纸片自动折合成如图所示。托包机构2下降,工装位输送线继续输送装好的产品。然后经折小边页3、压上盖4、折左右端盖5(图17-12中d),最后经整形机构6整形输出(图17-12中e)。完成整个裹包过程。
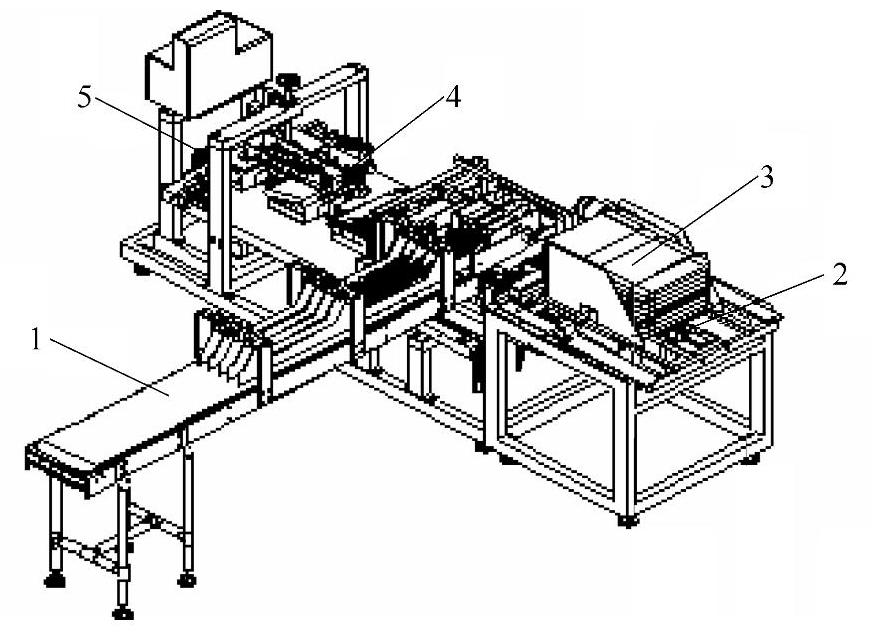
图17-11 ZX-30T型纸片包装机机构图
1—产品输送板链线 2—吸纸片机构 3—纸片暂存装置 4—折盖整形装置 5—工装位主送机构
3)ZX-30T型纸片侧进式包装机。该机与前一机型包装方式相似,区别在于该机纸片由侧面输送。首先产品由原有输送线输入,经整列机构进行产品的整列输送到装箱区域上,同时纸片由吸盘从纸片暂存架上吸下,输送至产品下方,产品下落至纸片上,托箱机构下降,工装位输送线继续输送装好的产品,纸片经过喷胶机构,折前后盖装置、折合左右盖、整形机构完成产品的裹包,至此完成整个产品的包装过程。
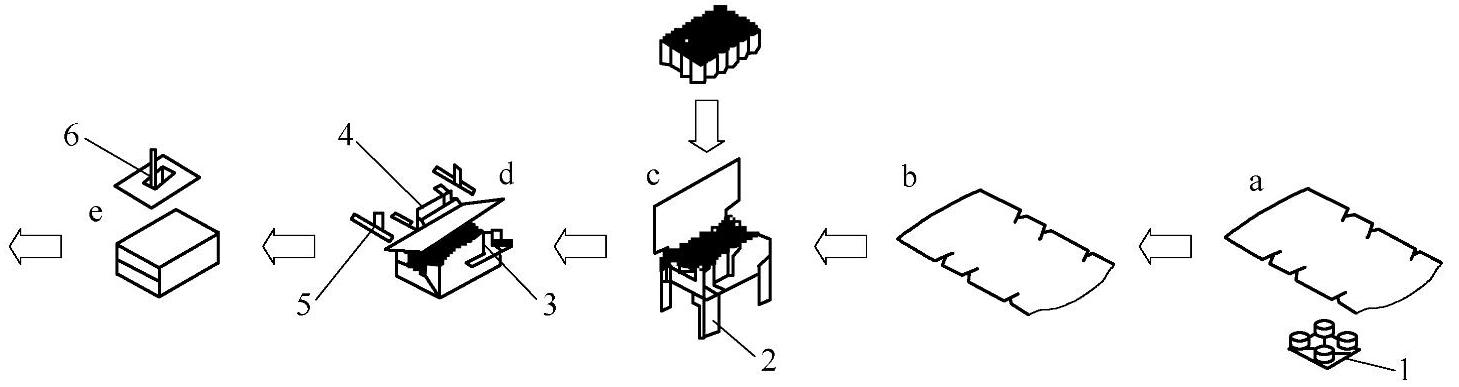
图17-12 ZX-30T型纸片包装机工作原理图
1—吸盘 2—托包机构 3—折小边页板 4—压上盖板 5—折左右端盖板 6—整形板
如图17-13所示为其机构组成,主要由产品输送板链1、纸片暂存装置2、工装位主送机构3、折小边页4、折盖整形装置5及控制系统等组成。
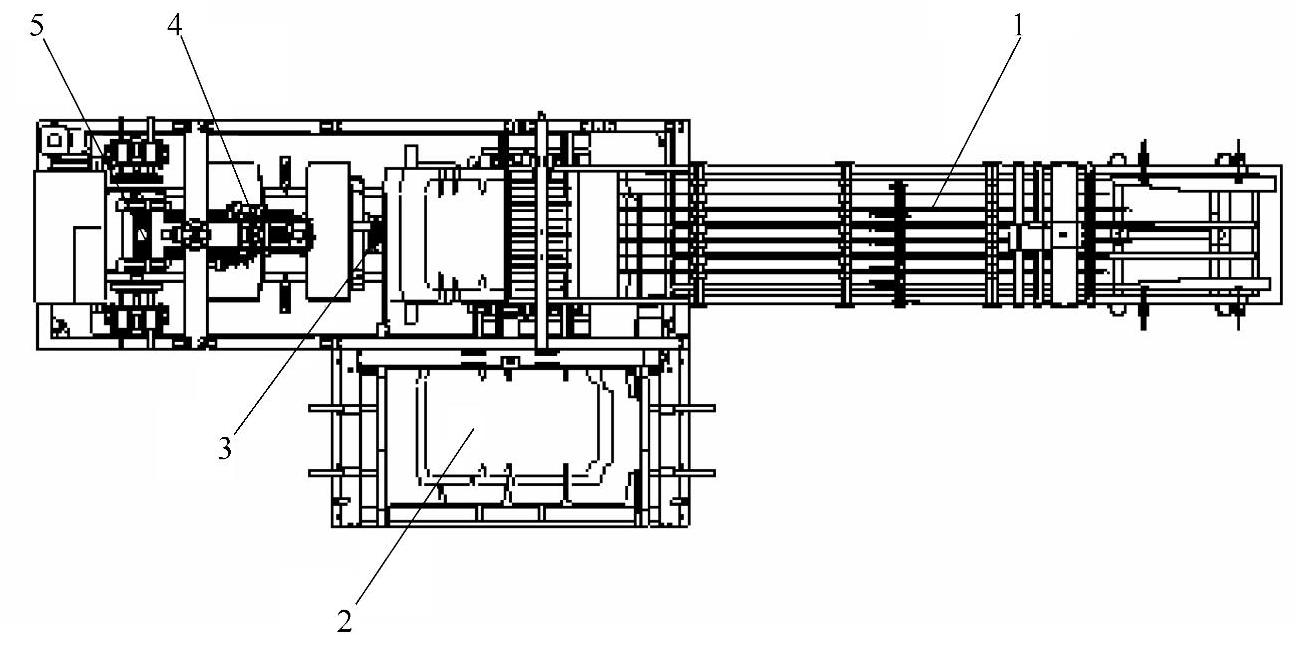
图17-13 ZX-30T型纸片侧进式包装机机构图
如图17-14所示为其工作原理图。图示a为原有线产品输送,它经分道输送、整列输送成满足纸包要求的队列等候包装(图17-14中b),同时纸片由吸盘1吸取移送至产品下方(图17-14中c),产品下落至纸片上方,此时纸片折成如图所示形状(图17-14中d),托包机构2下降,工装位输送线继续输送装好的产品。然后经折小边页3、压上盖4、折左右端盖5整形输出(图17-14中e、f)。至此完成整个裹包过程。
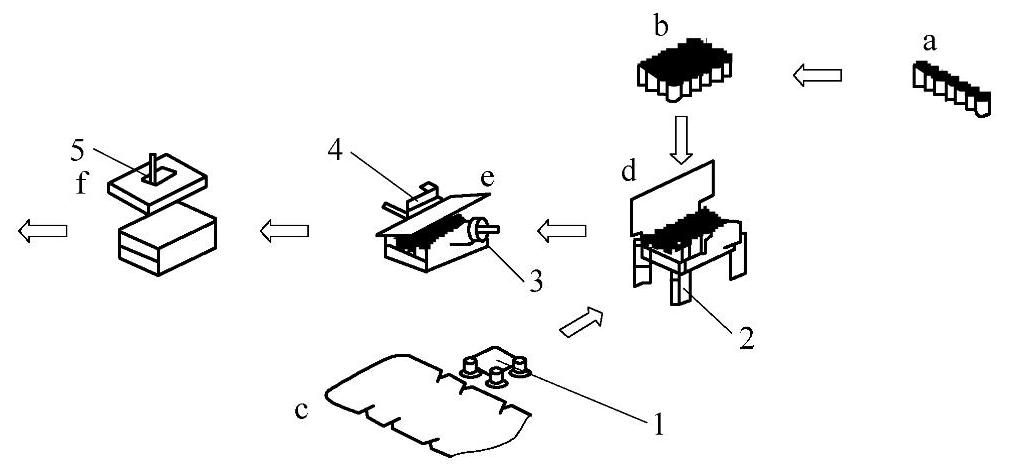
图17-14 ZX-30T型纸片侧进式包装机工作原理图
1—吸盘 2—托包机构 3—折小边页装置 4—压上盖装置 5—整形装置
4)ZX-60T型纸片式包装机。该机为全自动高速纸片式包装机,瓶子经过进瓶输送带均匀的分离到各个进瓶通道中并检测是否有缺瓶,瓶子通过加速过渡段、产品分箱段、纸板吸取输送段、喷胶段、成型纸箱输出段完成整个包装过程。采用PLC与触摸屏控制,具备手动、全自动运行模式,触摸屏带有整机的操作功能;能显示瞬时和累计包装数量,并能够通过与之相连的打印机打印出来;更换设置程序快捷准确;控制面板采用电子轻触式触摸屏及控制按钮控制,可直接输入及修改包装品种的参数,亦可存储多种不同包装规格的参数;实时监控设备运行全过程。所有的工作步骤均有感应器检测,具有自我诊断功能,当有任何错误发生,设备自动停机,报警器灯闪亮,在操作屏上显示错误类型提示;常规减速电机配带变频器,整机无级调速,运行过渡平稳;可根据上游情况的变化,自动控制机器的运行速度。
如图17-15所示为其机构组成:主要由分瓶输送板链线1、纸片补充输送段2、纸片吸取输送段3、瓶子加速过渡段4、产品分瓶段5、喷胶段6、成型纸箱输送段7及控制系统等组成。
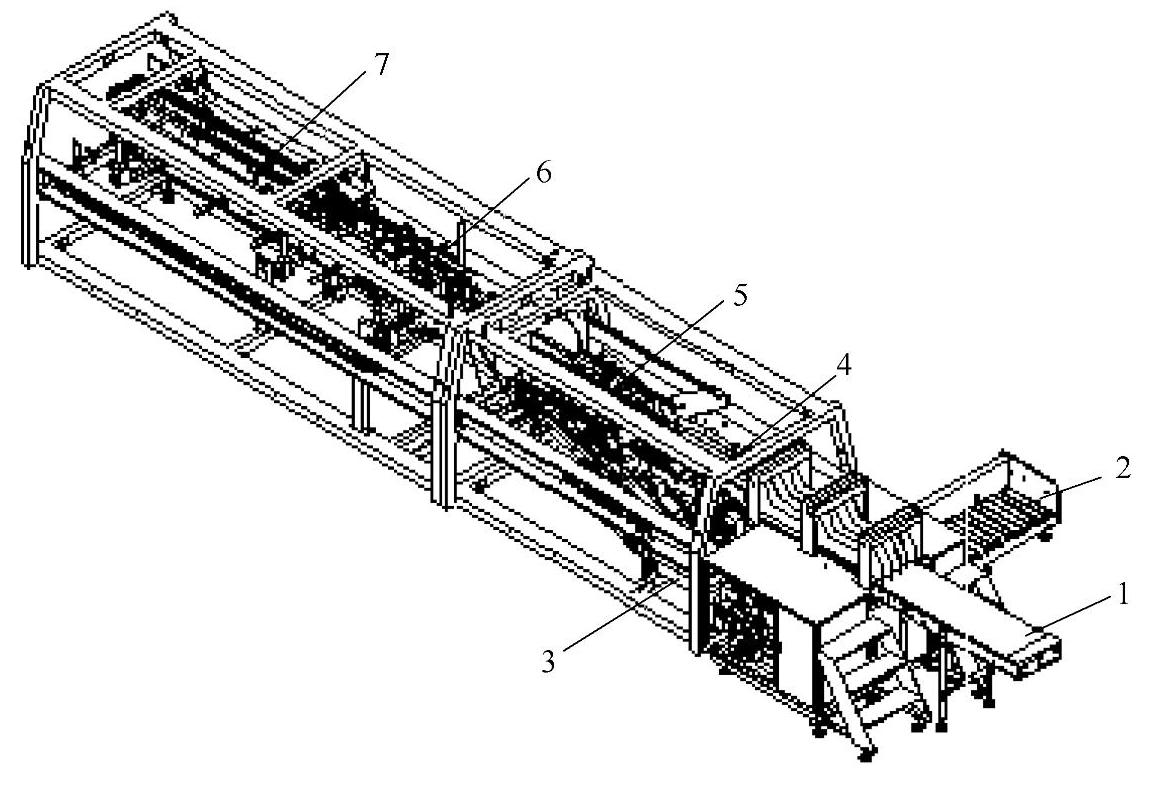
图17-15 ZX-60T型纸片式包装机机构图
1—分瓶输送板链线 2—纸片补充输送段 3—纸片吸取输送段 4—瓶子加速过渡段 5—产品分箱段 6—喷胶段 7—成型纸箱输送段
如图17-16所示为其工作过程图。图示1为瓶子在原有线的输送,然后衔接过渡输送2,经振瓶分道输送3,赶瓶分组输送4。与此同时,纸片有吸盘吸取输送到指定位置5时,分组完成的瓶子刚好能过渡到纸片6上,两者一起输送,经导向折页输送7、折盖喷胶输送8,最后粘合成型输出9,至此完成整个裹包过程。
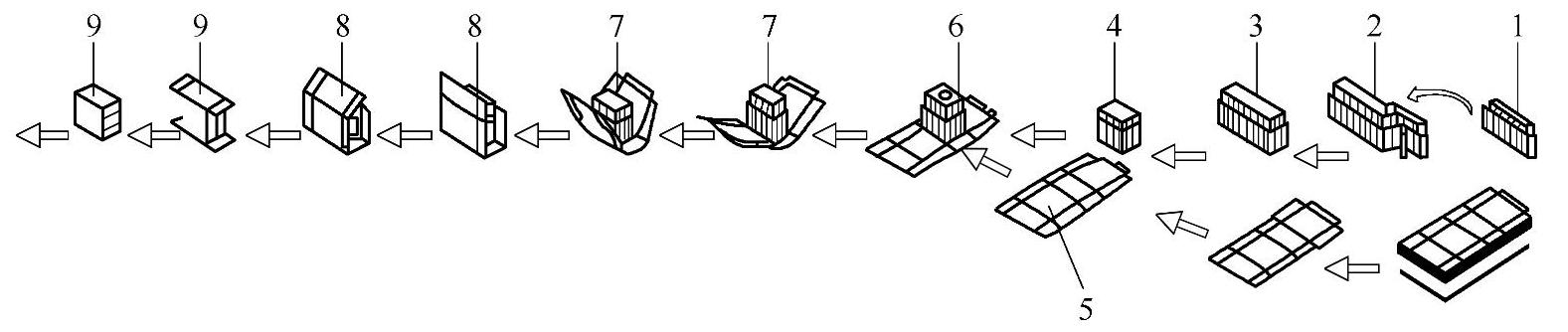
图17-16 ZX-60T型纸片式包装机工作过程图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。