



有一台T220型推土机,经过大修,在厂内试机时,性能良好,运到工地使用100h后,空车出现跑偏现象,推土作业时跑偏现象更为严重。
1)外观:检查四轮一带工作良好,不啃轨;履带松紧度合适;后桥箱及终传动箱没有异常声响,放油检查没有发现磨屑和杂质;重新调整操纵杆和踏板行程,故障没有被排除。
2)测量:油压转向离合器是弹簧压紧湿式离合器,制动器是液控带式制动器,如图2-79所示。如单侧转向阀内漏,阀以后的油道漏油或堵塞会造成跑偏。
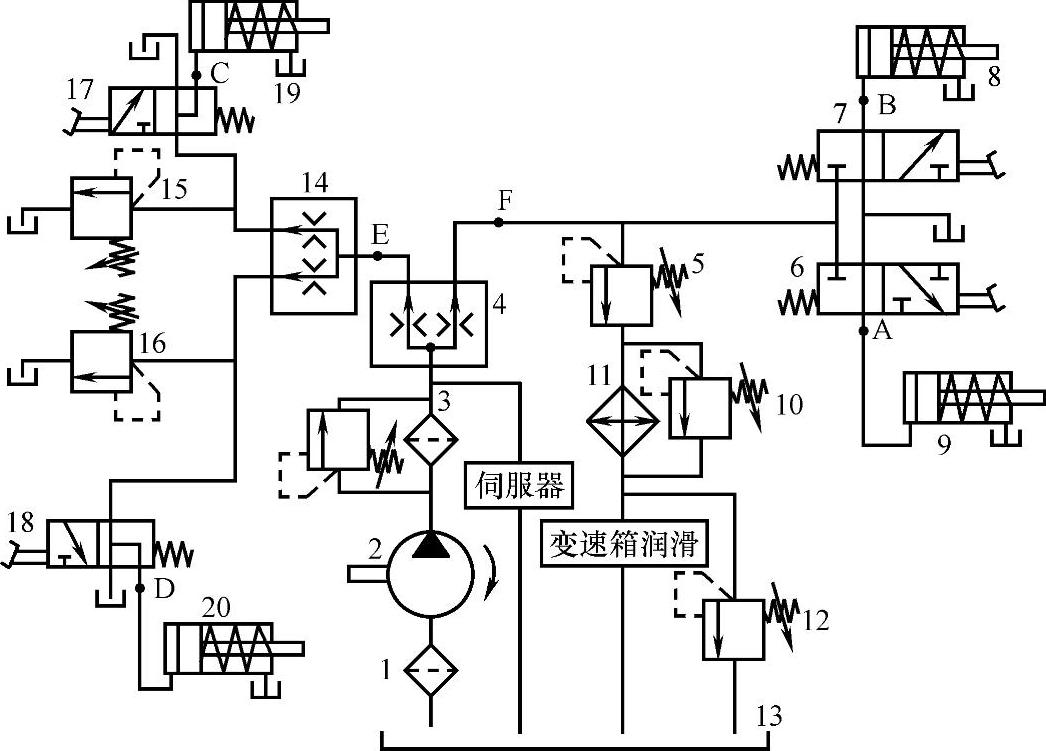
图2-79 T220型推土机转向制动液压系统工作原理
1—粗滤器 2—转向泵 3—细滤器 4—分流阀 5—溢流阀 6、7—转向阀 8、9—转向离合器液压缸 10、15、16—安全阀 11—油冷却器 12—背压阀 13—后桥箱 14—同步阀 17、18—制动阀 19、20—制动器液压缸 A、B、C、D、E、F—油压测试点
转向离合器回路的测压口A、B在转向阀体的两侧,转向制动回路的测压口C、D在两个安全阀的螺母上。测量A、B、C、D口油压,结果满足设定值要求,表明跑偏现象不是油压不足造成的。
根据检查和测量结果,推测故障可能是转向离合器或测压点以后的油道堵塞。
3)解体:检查打开离合器室罩盖,解体检查转向离合器和制动器,没有发现油道堵塞现象,各部分的连接螺栓也无松动,易损件都是大修时换用的新件,没有发现损坏或严重磨损,内外弹簧的自由长度符合设定值的要求。再仔细检查,发现导向套4的外圆柱面上有轻微的卡痕,如图2-80所示。(https://www.xing528.com)
分析:沿圆周8个连接螺栓7的拧紧力矩不均匀,造成内、外弹簧3安装力不平衡,在弹簧压缩回弹过程中,个别导向套4倾斜,与内毂5发生干涉。前100h内,由于导向套外圆柱面是光滑的,不至于卡死在内毂上,离合器尚能良好接合与分离,可靠地传递转矩。当导向套外圆柱面上磨出印痕时,很容易卡死在内毂上,从而干涉内、外弹簧3不能正确回位,并导致摩擦片6的压紧力不足,造成摩擦副不能可靠传递设定转矩而出现滑转,最终引起跑偏。
找到故障原因后,按技术要求将离合器内各零件调整到正确的装配位置,并用扭力扳手按一定转矩均匀地拧紧连接螺栓7。说明书上要求外弹簧安装力2.37kN,小弹簧安装力1.35kN。在没有专用检测仪的修理场所,很难掌握。按150N·m的转矩拧紧连接螺栓7来保证内、外弹簧的安装力。这样处理后装机试验,故障现象消除,运转3000h,没有出现不良情况。
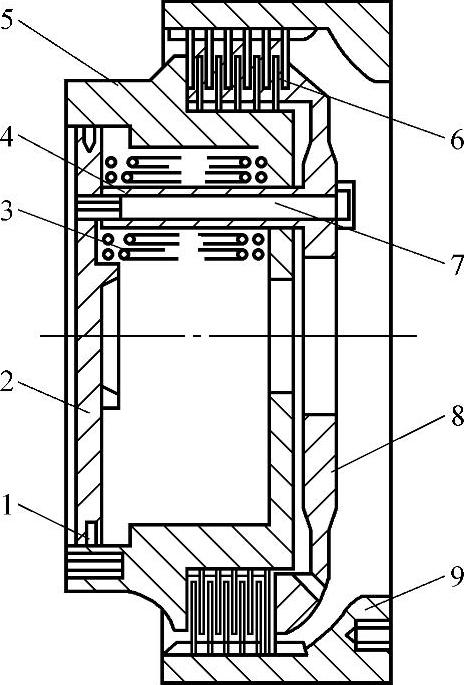
图2-80 转向离合器
1—油封 2—活塞 3—内、外弹簧 4—导向套 5—内毂 6—摩擦片 7—连接螺栓 8—压盘 9—外毂
因此,组装转向离合器时,要找准压盘8与内毂5的正确装配位置,选用合格的配件,并在压盘与内毂的端面打上装配记号。如果需要换件,最好成对更换,以免引起装配失误。弹簧的安装力必须均匀一致,满足设计要求,由连接螺栓7的预紧力保证。
由于装配不当引起的故障,往往被忽视而不被怀疑。所以,在装配关键部位或总成件时,要仔细,不能仅凭手感或经验。每一个部位的连接螺栓都有一定的预紧力要求,应使用可靠的手段进行检验。同一工作面上的螺栓预紧力必须均匀一致,并达到设定值要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。