



【摘要】:图4-20 CSP连铸机振动台液压系统原理图图4-21 CSP连铸机振动台控制原理图系统振动、噪声故障的排除 为吸收压力与流量的脉动,液压回路的进、回油口设置了4个小型蓄能器。当蓄能器皮囊破损时,它失去了吸收脉动的功能,由此管路的振动与噪声增大。通过调节回油蓄能器的氮气压力值可有效地消除管线系统的冲击振动和噪声问题。
(1)CSP薄板坯连铸机液压振动台 液压振动台是现代板坯连铸机的重要设备,液压振动台与机械振动台相比的主要优点是可方便地设定与改变波形、振幅、频率,能实现非正弦振动,极大地满足板坯连铸,尤其是薄板坯连铸工艺的需要。某公司CPS连铸连机薄板坯生产线采用的是液压振动技术,液压系统如图4-20所示,控制原理如图4-21所示。有关的技术参数分别为:最大频率450Hz,最大振幅±10mm,最大铸速6mm/min,两液压缸最大振动力的偏差20%,振动台的最大加速度579m/s2,液压缸起动加速度266m/s2。
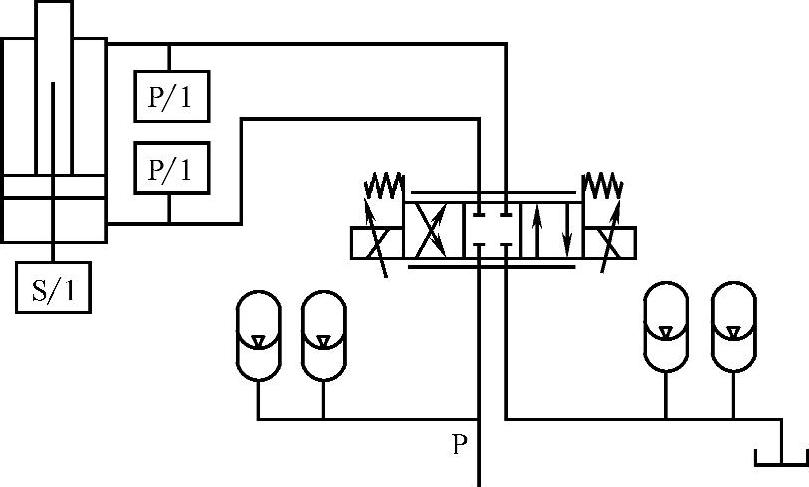
图4-20 CSP连铸机振动台液压系统原理图
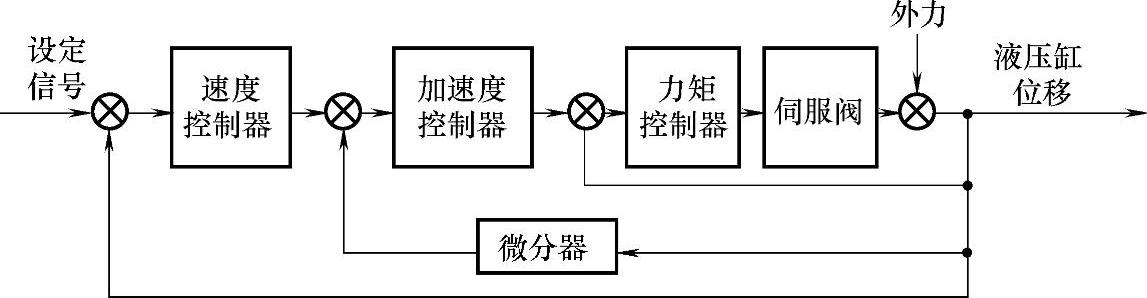
图4-21 CSP连铸机振动台控制原理图(https://www.xing528.com)
(2)系统振动、噪声故障的排除 为吸收压力与流量的脉动,液压回路的进、回油口设置了4个小型蓄能器(图4-20)。当蓄能器皮囊破损时,它失去了吸收脉动的功能,由此管路的振动与噪声增大。例如在蓄能器附近,系统正常时测得振动速度值是0.9~1.2mm/s,当蓄能器破损后,其振动值变为3mm/s以上。
回油蓄能器充氮压力调节不当,过大或过小,均不能有效吸收回油压力与流量的脉动,引起系统管线的谐振,造成管线系统的异常有规律的周期振动和冲击噪声。
通过调节回油蓄能器的氮气压力值可有效地消除管线系统的冲击振动和噪声问题。实践证明:对于该高频工作的液压系统,回油蓄能器的氮气压力值调节到回油管线压力的1/3为佳。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。