



在压力机的一次行程中,同时完成两道或两道以上的冲压工序的单工位冲模叫复合模。
复合模根据落料凹模所装位置的不同,分为倒装复合模和顺(正)装复合模。倒装复合模落料凹模装在上模,顺装复合模落料凹模装在下模。复合模在结构上的主要特征是有一个既是落料凸模又是冲孔凹模的凸凹模。
复合模冲裁时不受送料误差的影响,因而制件的尺寸精度和几何形状精度都很高,且制件表面平整,模具结构紧凑,体积较小,适宜冲薄料。
1.倒装复合模
图1-63所示为制件图,图1-64所示为排样图,图1-65所示为该制件的倒装复合模。冲裁时,由两个活动导料销32控制条料送料方向,活动挡料销30控制送料进距。当压力机滑块带动上模下行时,当做落料凸模31和凹模23落料,同时当做冲孔凹模31和凸模8进行冲孔,即在压力机一次行程中,同时完成落料和冲孔工序。为了将制件从凹模及凸模中推出,由推件块25、螺钉24、托板22、连接推杆17、推板10、打杆13组成的推件装置来完成。冲孔废料从冲孔凹模洞口漏下。箍在凸凹模31上的条料由卸料板6、卸料螺钉5、橡胶4组成的装在下模的卸料装置完成。
倒装复合模冲孔废料直接从压力机工作台当中的孔落下,制件从凹模及凸模中推出后落在下模上,可用工具取走,有气源的车间,可用压缩空气吹件,因此操作比较安全方便。倒装复合模的模具结构比顺装复合模简单,生产率比顺装复合模高,所以一般情况下尽可能采用倒装复合模。倒装复合模主要零件如图1-66~图1-75所示。
2.顺装复合模
当制件的孔边距较小,且精度较高时需采用小间隙冲裁时,冲裁后的冲孔废料由于弹性回复将紧紧地堵塞在凹模洞口内,很容易把凹模洞口胀裂,所以必须采用顺装复合模。
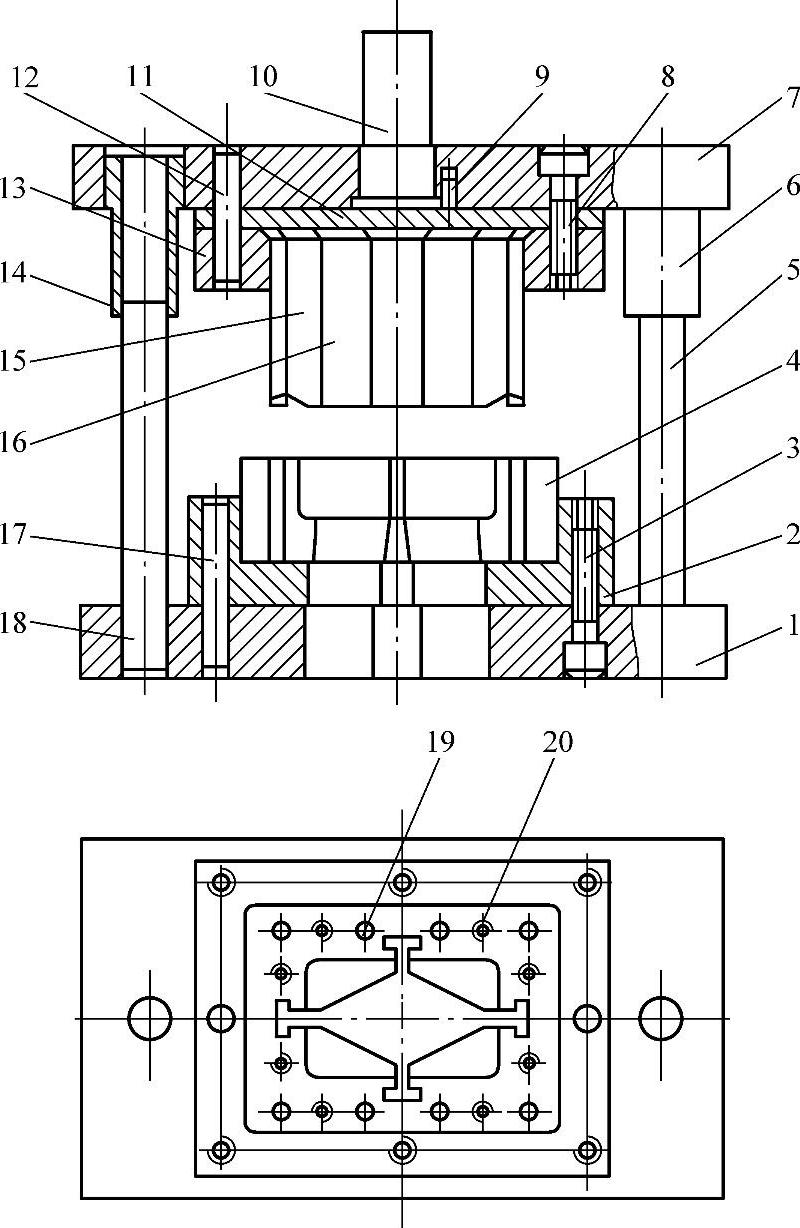
图1-62 剖切模
1—下模座 2—凹模固定板 3、8、20—螺钉 4—凹模 5、18—导柱 6、14—导套 7—上模座 9、12、17、19—销 10—模柄 11—垫板 13—凸模固定板 15、16—凸模
图1-76所示为冲制垫片的顺装复合模,落料凹模7、中垫板6、凸模固定板5、垫板32用螺钉31和销4紧固在下模座1上。凸凹模26通过凸凹模固定板11、垫板22用螺钉12和销13紧固在上模座10上。
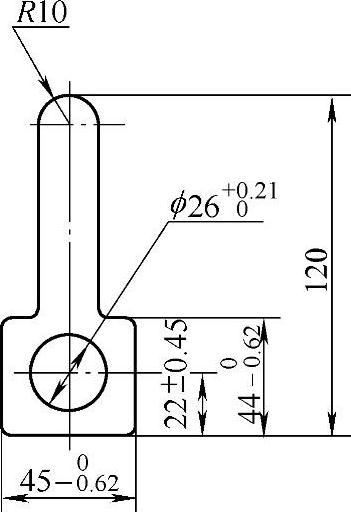
图1-63 制件图
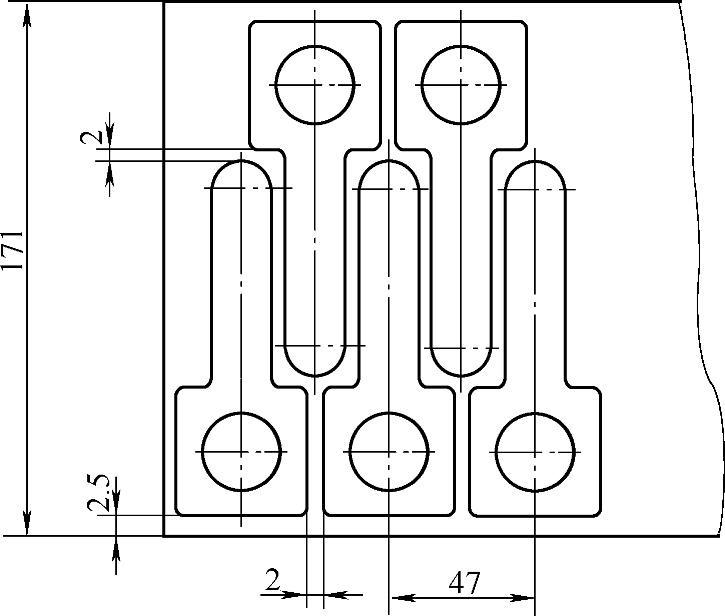
图1-64 排样图
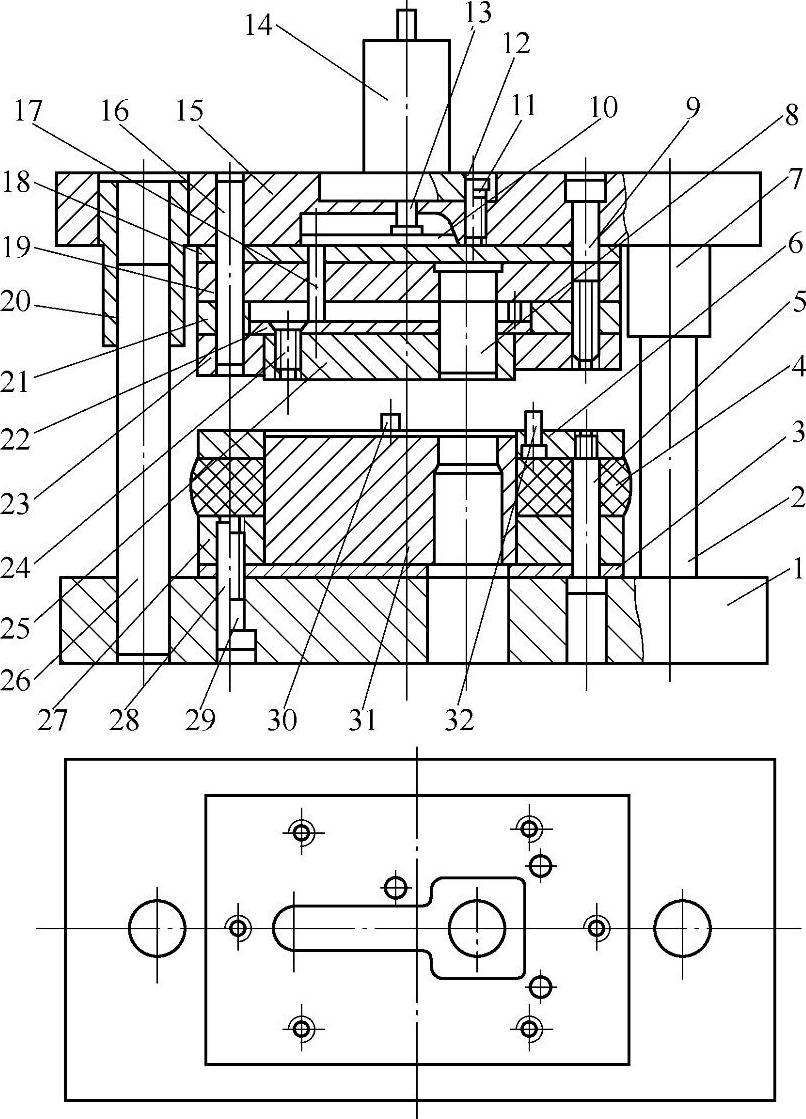
图1-65 倒装复合模
1—下模座 2、26—导柱 3、18—垫板 4—橡胶 5—卸料螺钉 6—卸料板 7、20—导套 8—凸模 9、11、24、29—螺钉 10—推板 12、16、28—销 13—打杆 14—模柄 15—上模座 17—连接推杆 19、27—固定板 21—中垫板 22—托板 23—凹模 25—推件块 30—活动挡料销 31—凸凹模 32—活动导料销
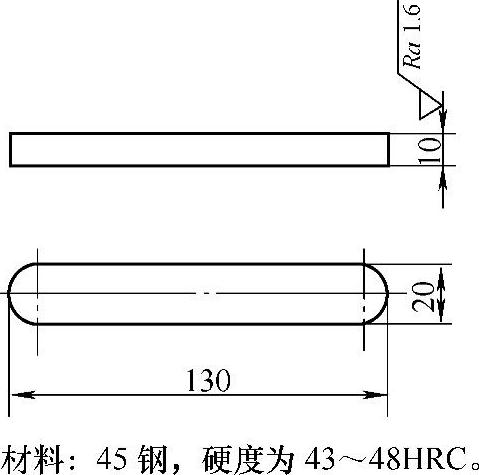
图1-66 推板
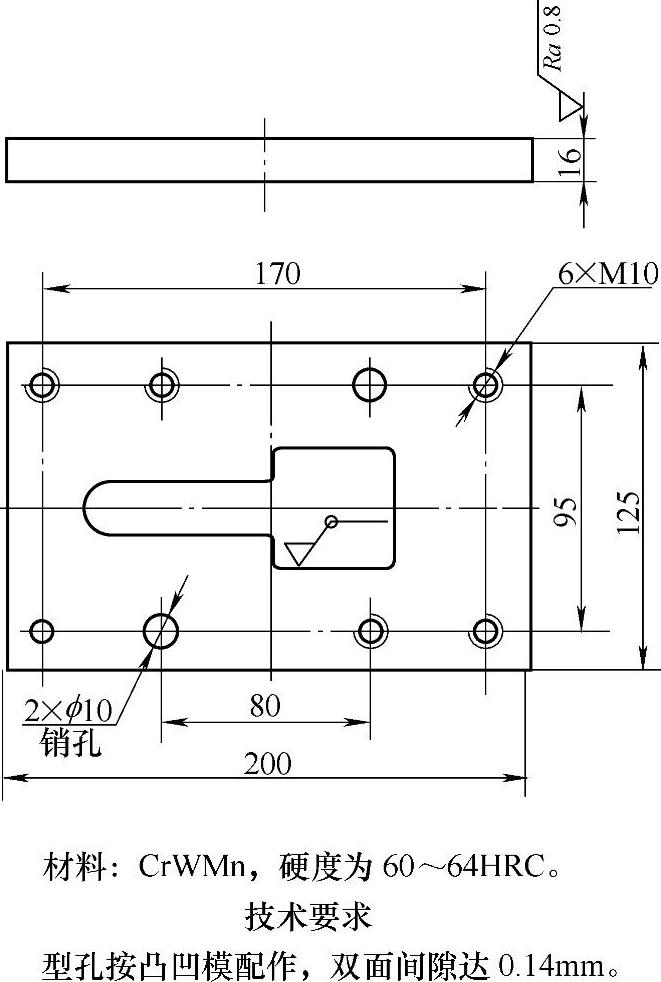
图1-67 凹模
 (https://www.xing528.com)
(https://www.xing528.com)
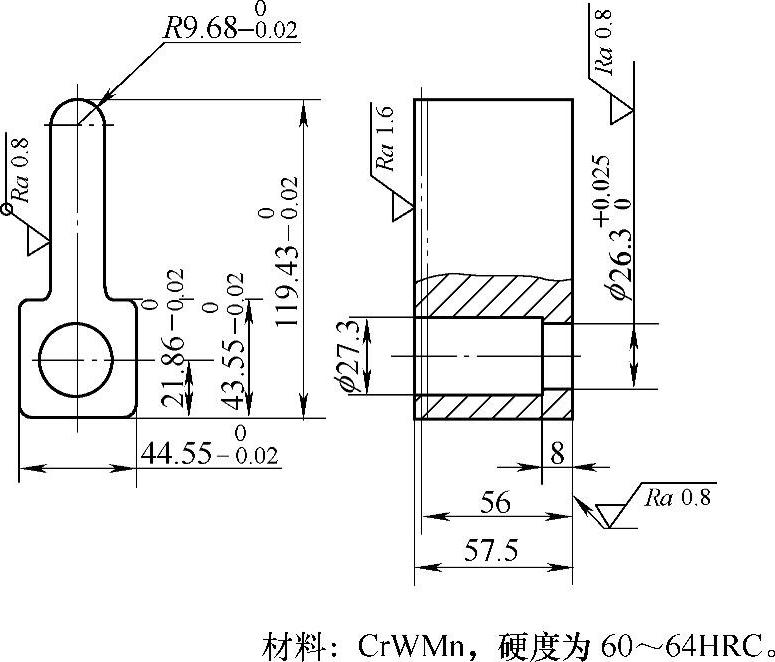
图1-68 凸凹模
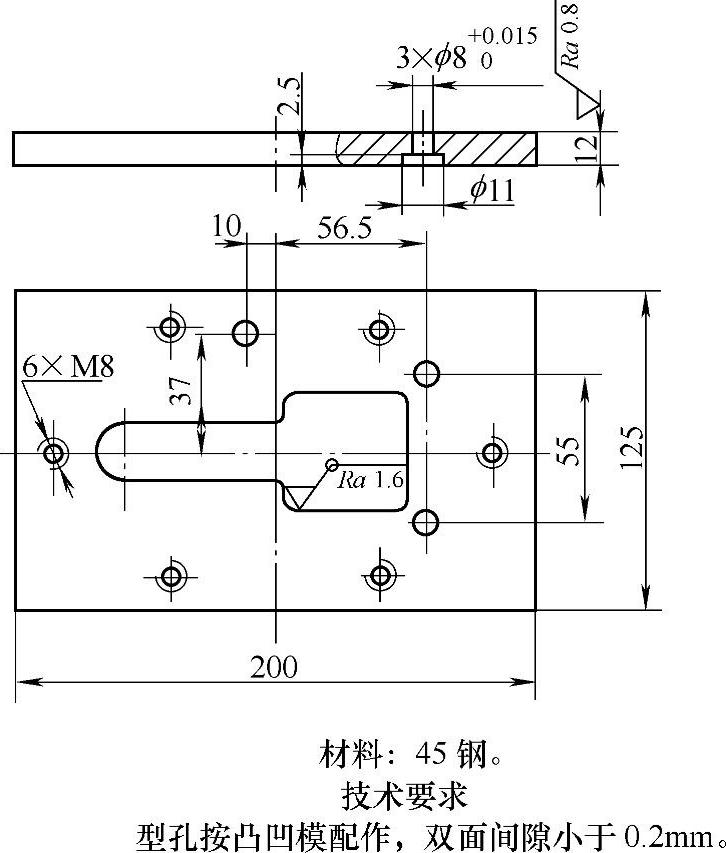
图1-69 卸料板
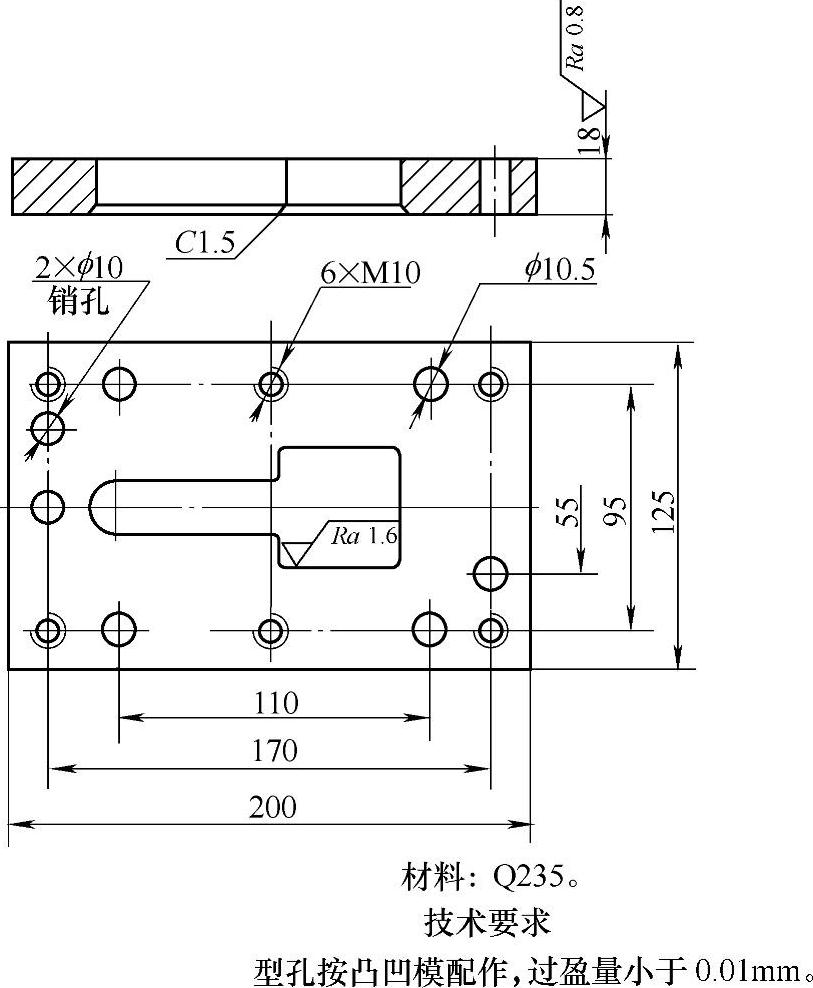
图1-70 固定板
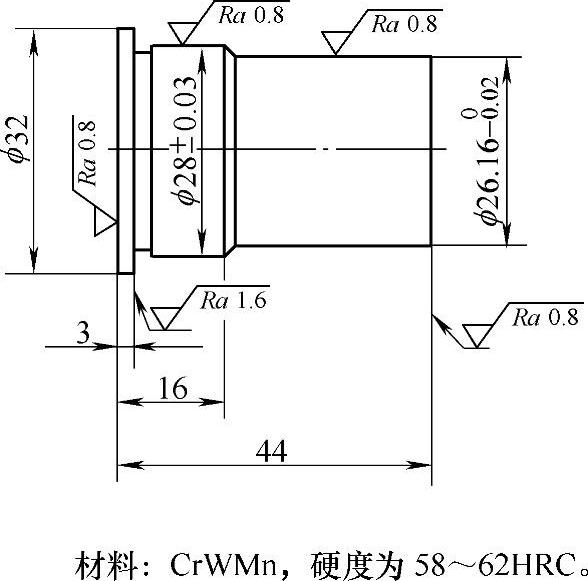
图1-71 凸模
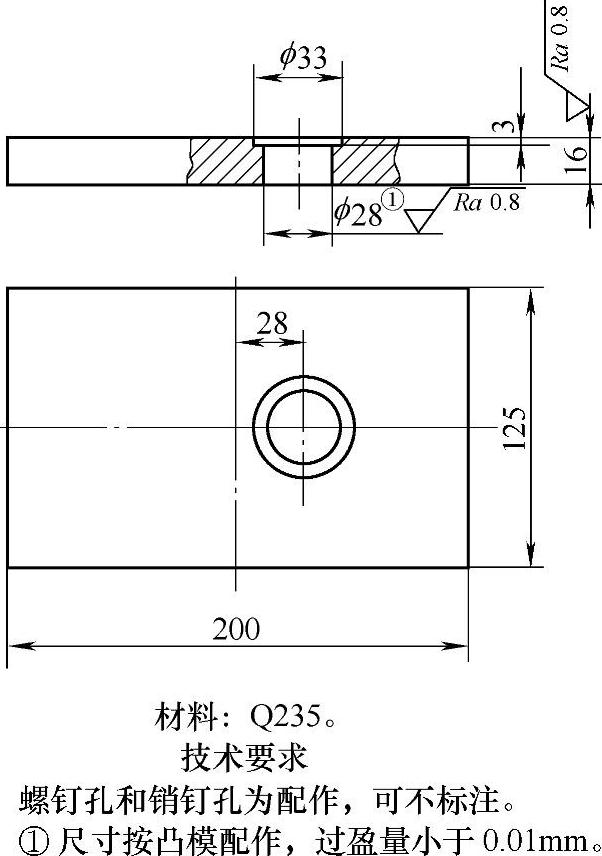
图1-72 固定板
图1-73 中垫板
冲裁时,由导料销(挡料销)27导料和挡料,当压力机滑块带动上模下行时,当做落料凸模26和凹模7落料,同时当做冲孔凹模26和凸模28、30进行冲孔,即在压力机一次行程中,同时完成冲孔和落料工序。
为了将制件从凹模及凸模中顶出,在下模装弹顶装置,通过顶杆2、顶件块29顶件装置完成。为了将冲孔废料从凸凹模26洞口中推出,在上模安装打杆17、推板18和推件杆19、20组成的刚性推件装置完成。
为了使冲完的条料能方便地从凸凹模26上卸下,在上模还安装有弹压卸料板9、卸料螺钉21及橡胶25组成的卸料装置。
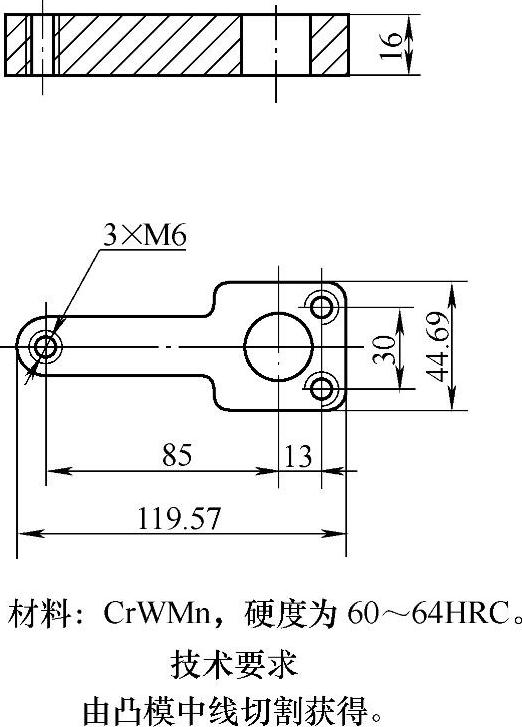
图1-74 推件块
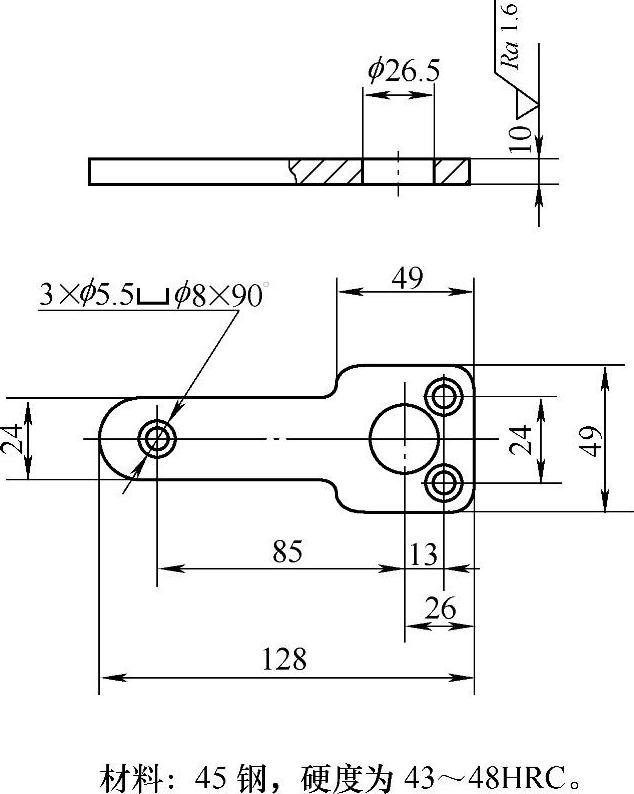
图1-75 托板
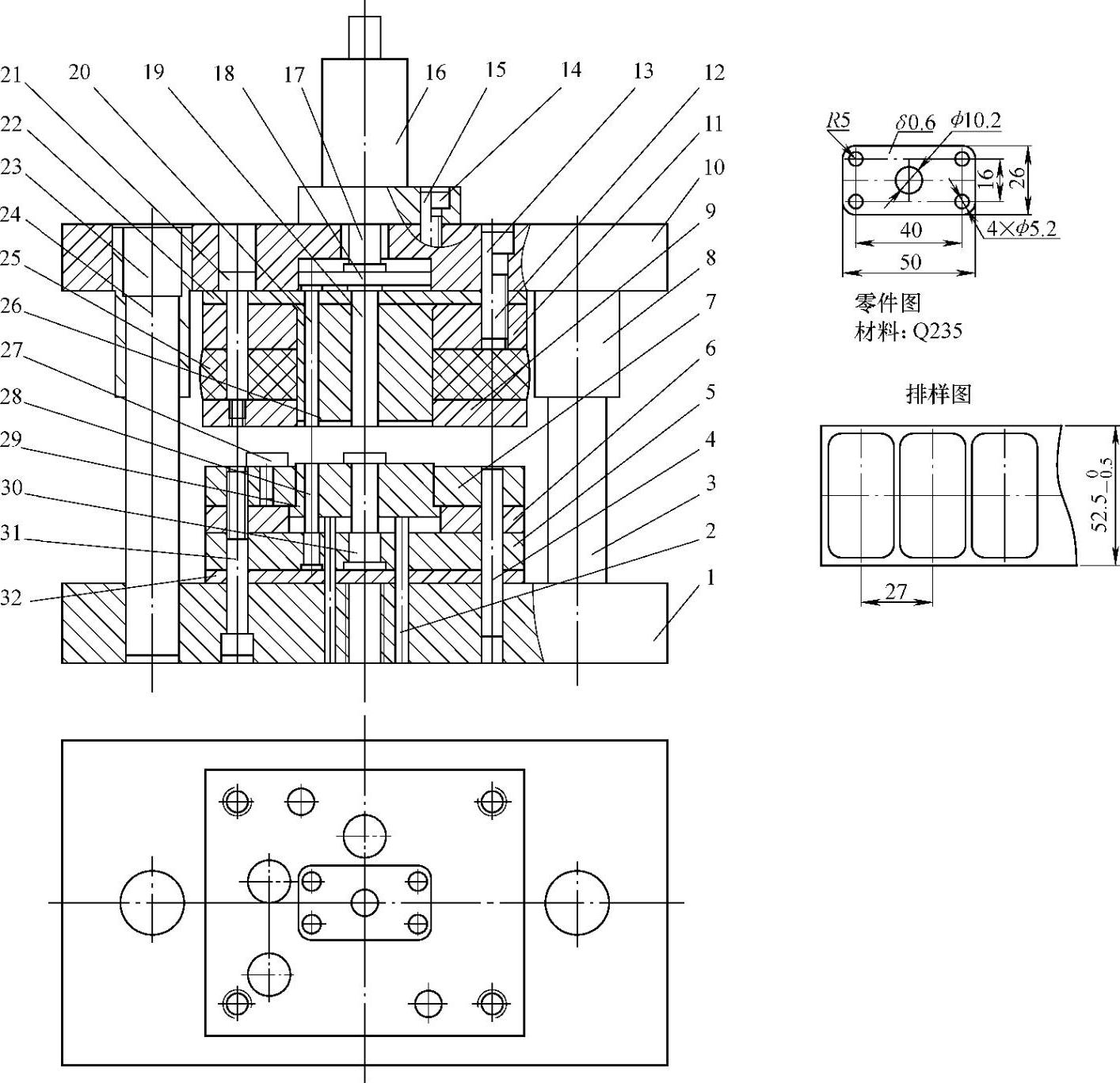
图1-76 顺装复合模
1—下模座 2—顶杆 3、24—导柱 4、13、15—销 5—凸模固定板 6—中垫板 7—凹模 8、23—导套 9—弹压卸料板 10—上模座 11—凸凹模固定板 12、14、31—螺钉 16—模柄 17—打杆 18—打板 19、20—推杆 21—卸料螺钉 22、32—垫板 25—橡胶 26—凸凹模 27—导料销(挡料销) 28、30—凸模 29—顶件块
顺装复合模由于冲孔废料能即时从凹模洞口推出,洞口内不积存废料,胀力小,不容胀裂凹模洞口,因而适宜冲孔边距较小的制件。顺装复合模是在条料压平状态下冲裁的,所以制件比倒装复合模冲裁平整,精度高。
顺装复合模由于制件和废料都落在凹模表面,尤其是当孔较多又较小时,清除制件和废料麻烦,稍有不慎清除不完,容易发生冲压事故,所以应尽可能采用倒装复合模。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。