



对于带弯曲、成形等多工位复杂级进模,或高效率、高精度、高寿命的三高级进模,为了凸、凹模损坏时能即时更换,一般都采用下列几种结构。
1)凹模镶块嵌入式固定,如图2-7所示。它是将凹模镶件或凹模镶块嵌入到凹模固定板相应的孔中的一种方法,配合过盈量一般为0.005~0.01mm为宜,具体应用如图2-8和图2-9所示。
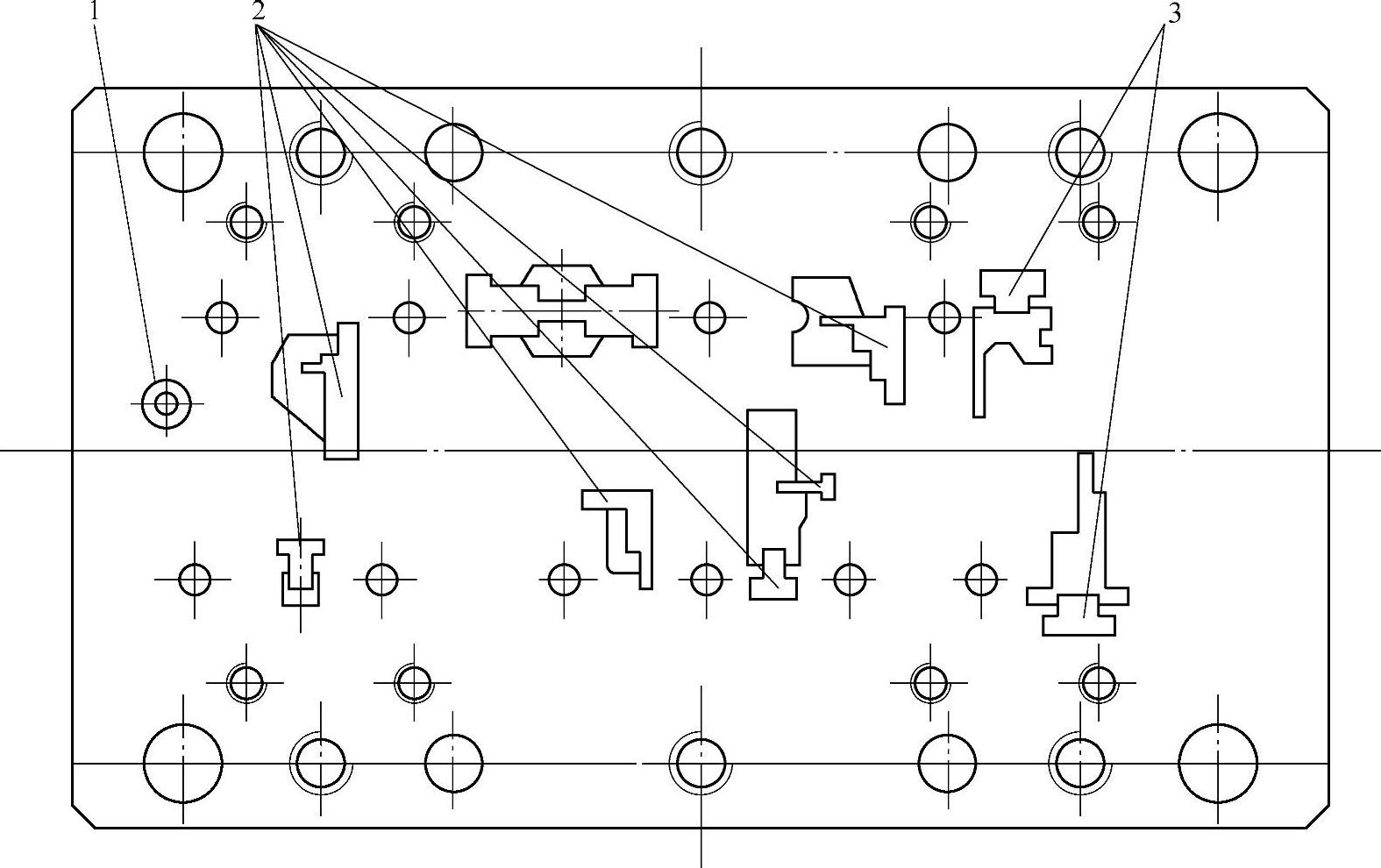
图2-5 局部镶块结构
1—冲孔镶件 2—凹模镶块 3—凹模镶块
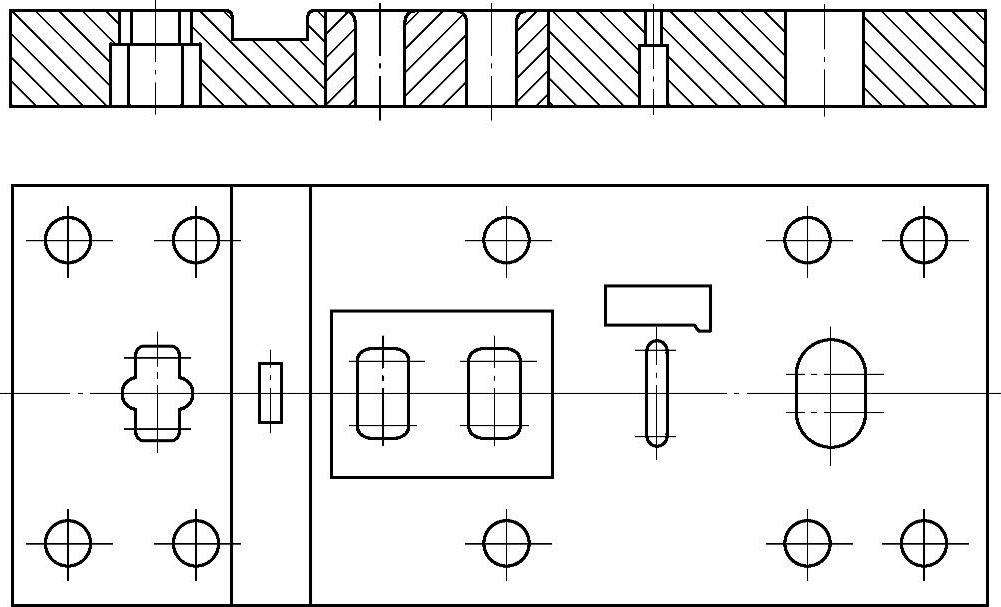
图2-6 局部镶块结构
2)模块式凹模,整个凹模是由若干模块精加工后拼合而成的,以便于加工、刃磨、调整和维修。
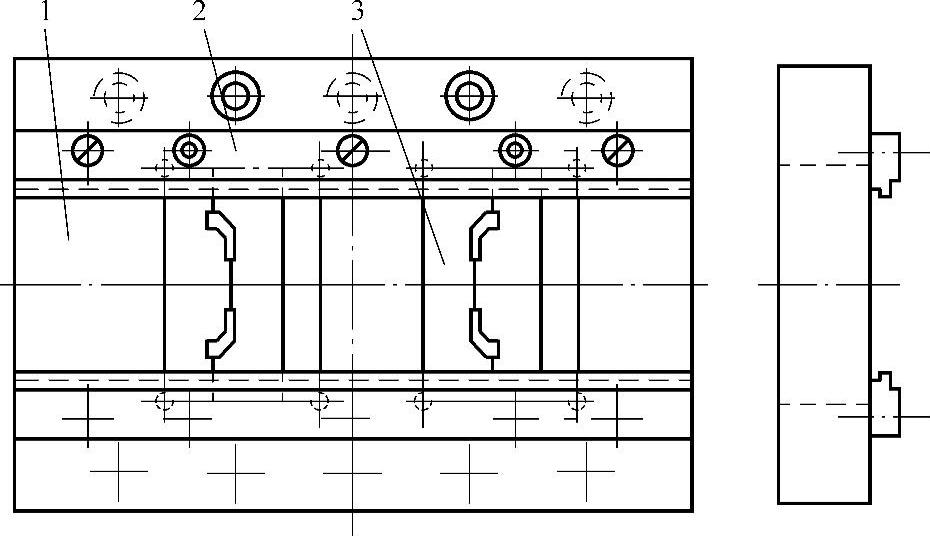
图2-7 凹模镶块嵌入式固定
1—凹模固定板 2—导料板 3—凹模镶块
图2-10所示为模块式凹模直槽式固定,它是在凹模固定板上精加工出直通凹槽,槽宽与拼块的外形有0.002mm的配合间隙。装配时,首先在直槽两侧用螺钉紧固好左右挡板1;接着将中心块4用螺钉和销定位紧固在凹模固定板中部,作为装配测量模块式凹模的基准。中心块一般接近模具中心,模块式凹模从中心开始,依次装入凹模固定板的槽内,最后用螺钉紧固带有3°~7°的左右楔块6,将各模块式凹模锁紧。
图2-11所示为模块式凹模围框式固定,它是将级进模中的凹模分解成7个模块后再镶入围框内。

图2-8 凹模镶件或镶块嵌入式固定(一)
1—冲导正销孔 2—压肋镶块 3、5—冲外形镶块 4、6—弯曲镶块 7—弯曲整形镶块 8—切割分离制件镶块
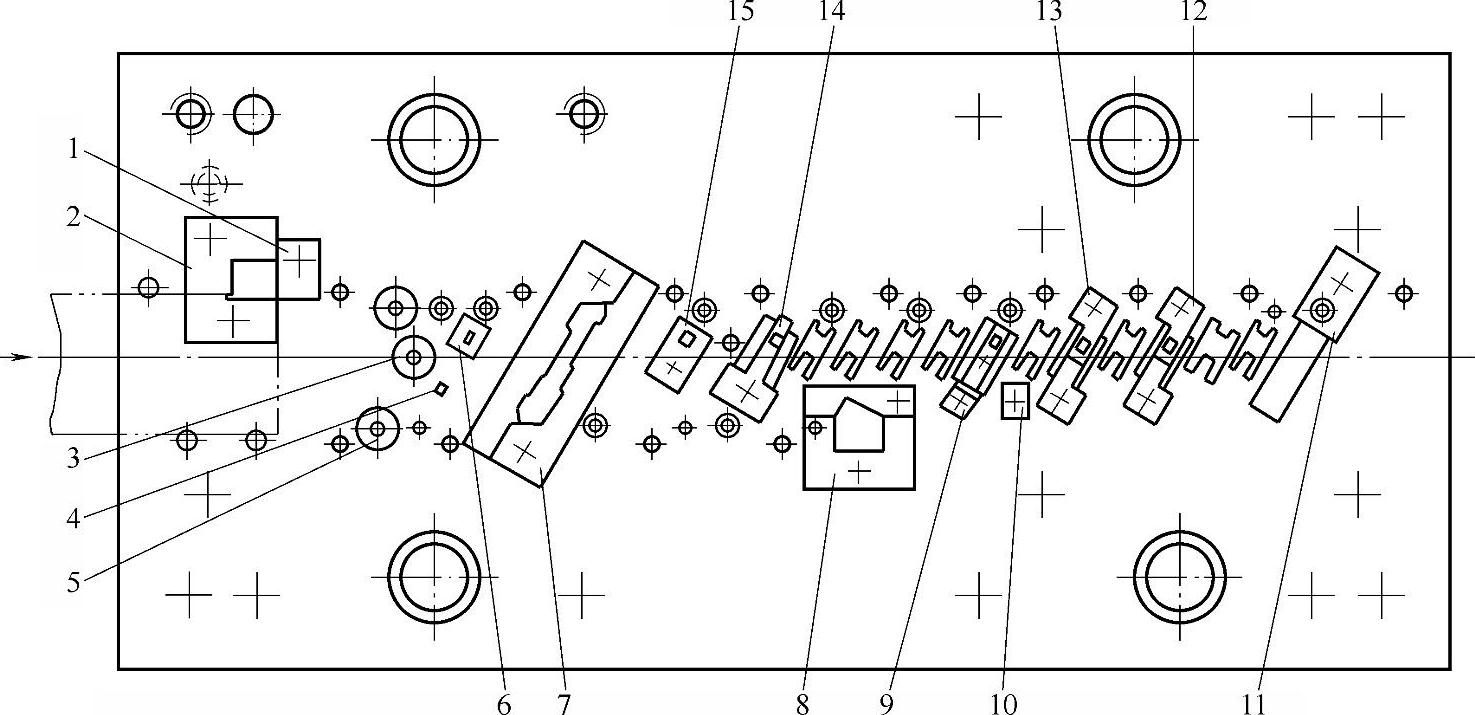
图2-9 凹模镶件或镶块嵌入式固定(二)(https://www.xing528.com)
1—侧刃挡板镶块 2—侧刃冲裁镶块 3、5—冲孔镶件 4、6—冲长方孔镶块 7—冲外形镶块 8—切边镶块 9、10、12、13、14、15—弯曲镶件 11—切断镶块
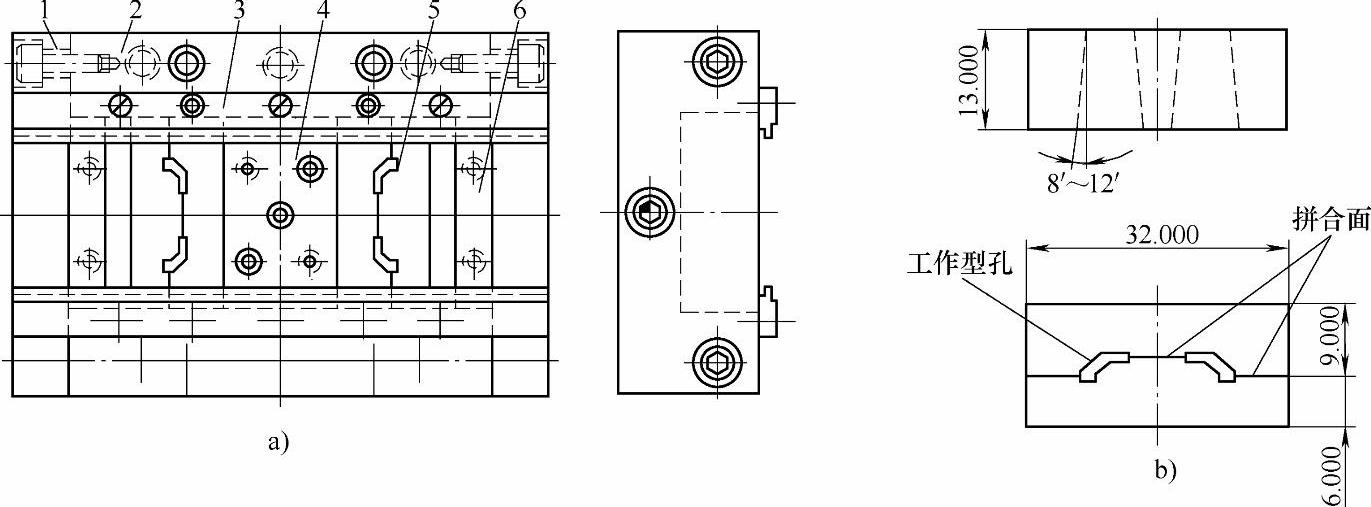
图2-10 模块式凹模直槽式固定
a)固定方法 b)模块 1—左右挡块 2—凹模固定板 3—导料板 4—中心块 5—模块 6—左右楔块
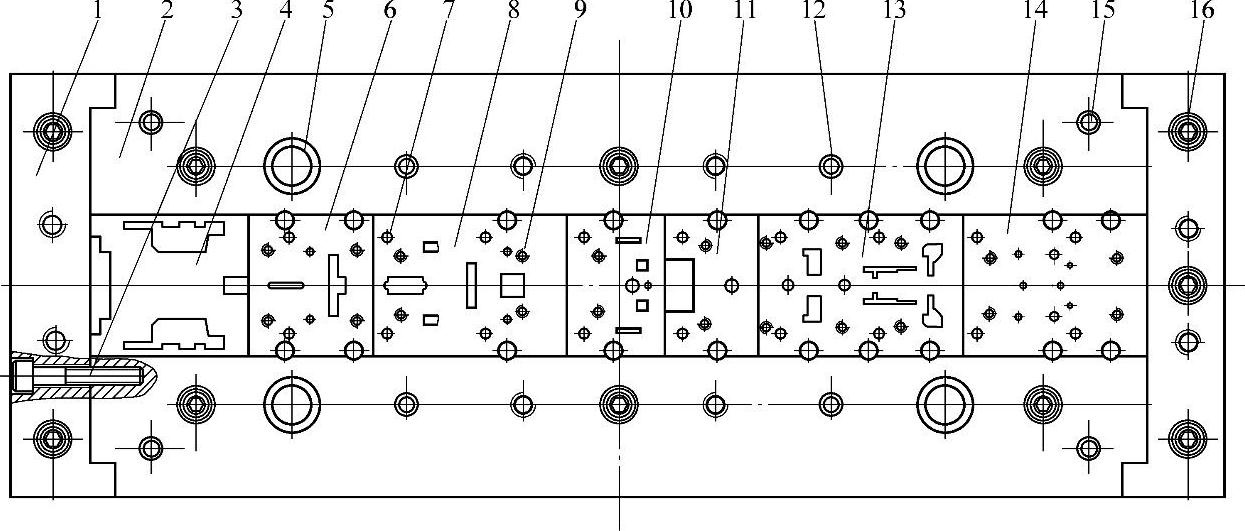
图2-11 模块式凹模围框式固定
1、2—围框 3、9、16—螺钉 4、6、8、10、11、13、14—模块 5—导套 7、12、15—销
图2-12所示为模块式凹模直接固定法,这主要用于单一模块面积较大的情况,可用螺钉和销将模块直接固定在下模座上。图2-12所示为某电动机的定转子多工位级进模的模块式凹模拼合情况,凹模由1~4四个模块拼合而成,模块1中有工位①和②,为冲转子轴孔、槽孔和导正销孔;模块2中有工位③,冲转子叠压点及扭角;模块3中有工位④和⑤,为转子落料叠装,冲定子槽;模块4中有工位⑥和⑦,为冲定子叠压点及定子落料叠装。
在采用模块式凹模的同时,还对冲定子、转子的槽孔、轴孔、导正销孔采用了镶块和镶件结构,如图2-13所示为转子槽采用镶块结构的形式。镶块用套圈固定,平面位置较小时,采用如图2-13a所示带台形式;平面位置较大时,采用图2-13b所示直接用螺钉和销固定。
3)子模具组合凹模,如图1-212所示结构。
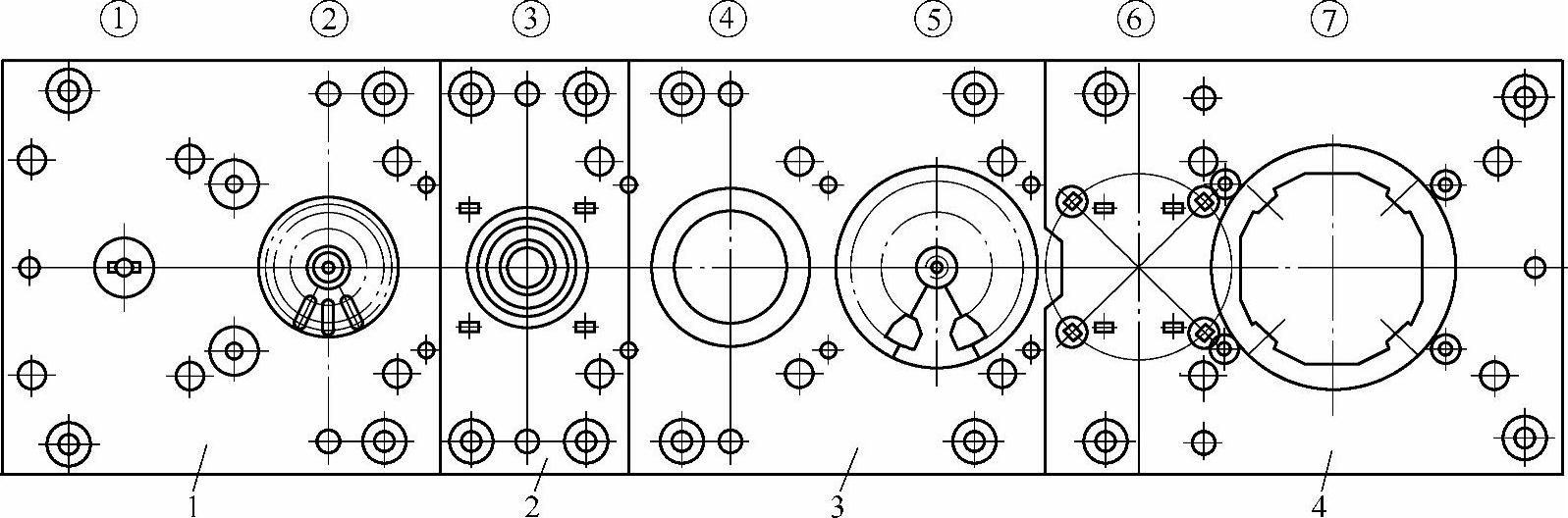
图2-12 模块式凹模直接固定
1~4—模块
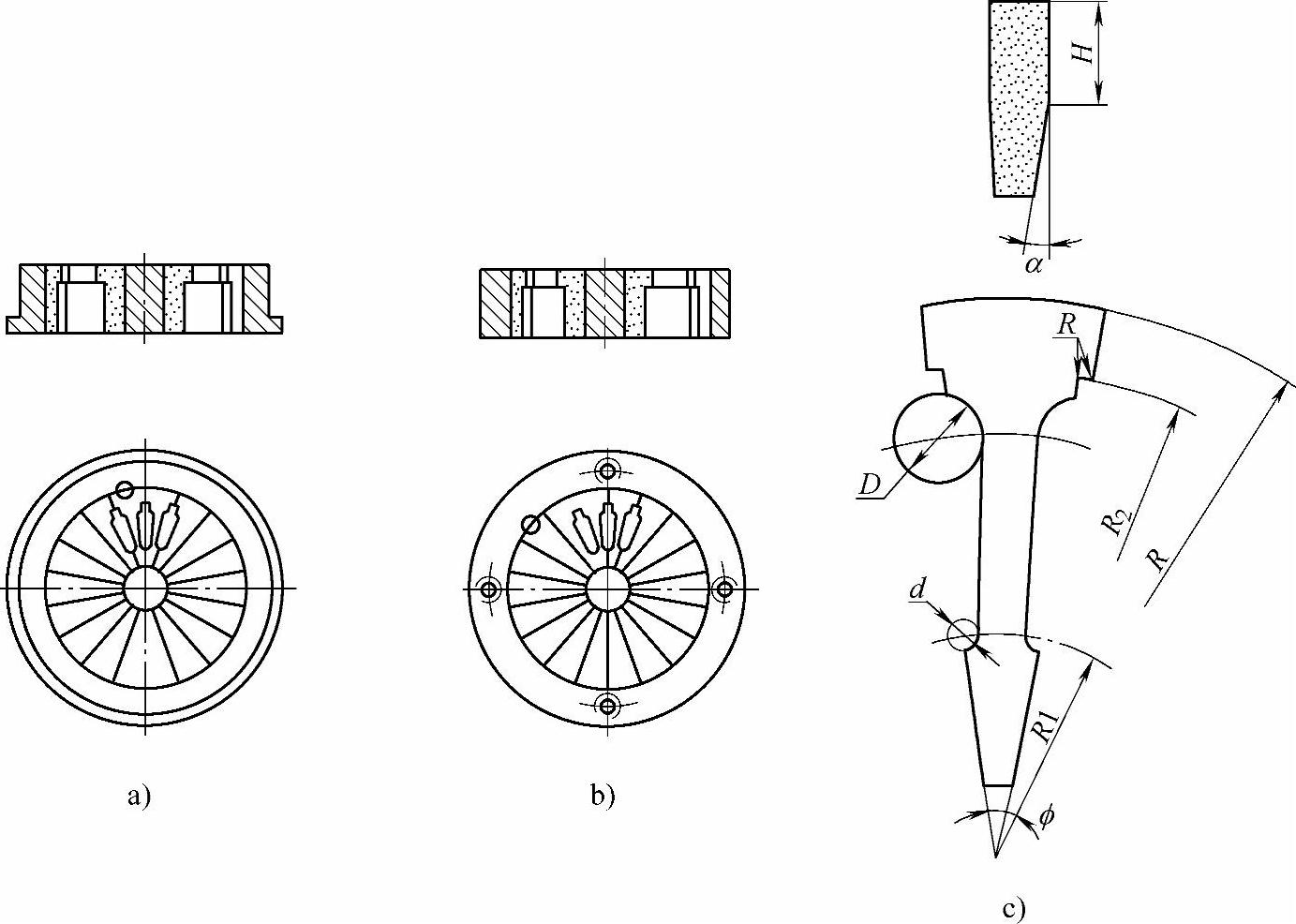
图2-13 转子镶块凹模
a)带台固定 b)螺钉固定 c)凹模镶块
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。