



整修是一种提高冲裁件外缘与内孔精度和断面质量的工艺方法。整修时切除冲裁件切断面上的余量以后,冲裁件一般可获得IT8~IT6级精度,表面粗糙度值可达Ra0.8~0.4μm,整修过程如图3-26所示。
1.整修的特点
1)整修中切除的余量较小,因此与其他获得类似精度和断面表面粗糙度的工作方法相比,它所需的冲裁力小。
2)整修后制件尺寸稳定,比一般光洁冲裁所得的制件弹性恢复量小。
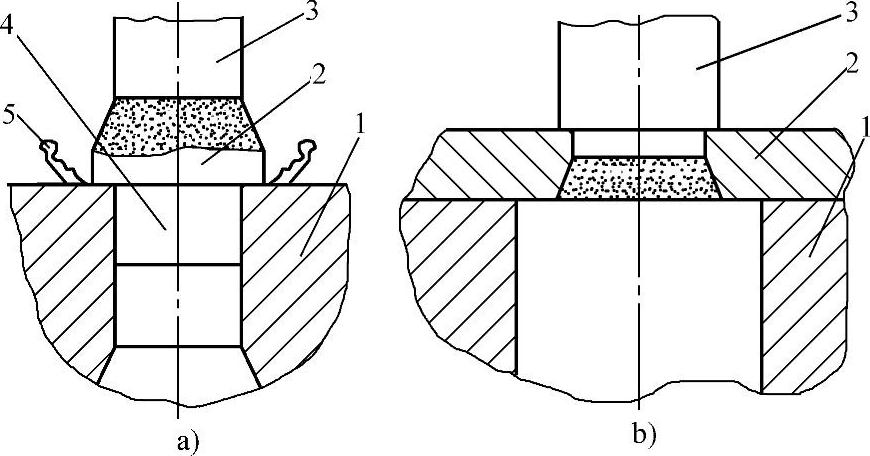
图3-26 整修
a)外缘整修 b)内孔整修 1—凹模 2—毛坯 3—凸模 4—制件 5—切屑
3)材料硬,制件形状复杂,其他方法无法保证断面质量和尺寸精度时可以通过整修方法得到。
4)多次整修时,制件定位困难,模具制造精度要求较高,模具数量多。
2.整修次数的确定
整修次数与制件材料厚度及形状有关,见表3-27。
表3-27 整修次数的确定

3.整修余量及整修前冲裁模工作部分尺寸计算
确定合理的整修余量有利于提高整修件质量和减少整修工序数。整修余量的大小与制件的断面质量有关,即与冲裁过程中凸、凹模之间的间隙有关。根据冲裁时冲模间隙的大小,工作部分尺寸计算可分成两种方法。落料模工作部分尺寸计算见表3-28,冲孔模工作部分尺寸计算见表3-29。
4.整修模工作部分尺寸计算
(1)外缘整修

凹模按凸模配作,双面间隙达0.01mm。
(2)内孔整修

凹模一般只起支承作用,洞口尺寸不作严格规定。
表3 - 28 整修前落料模工作部分尺寸计算
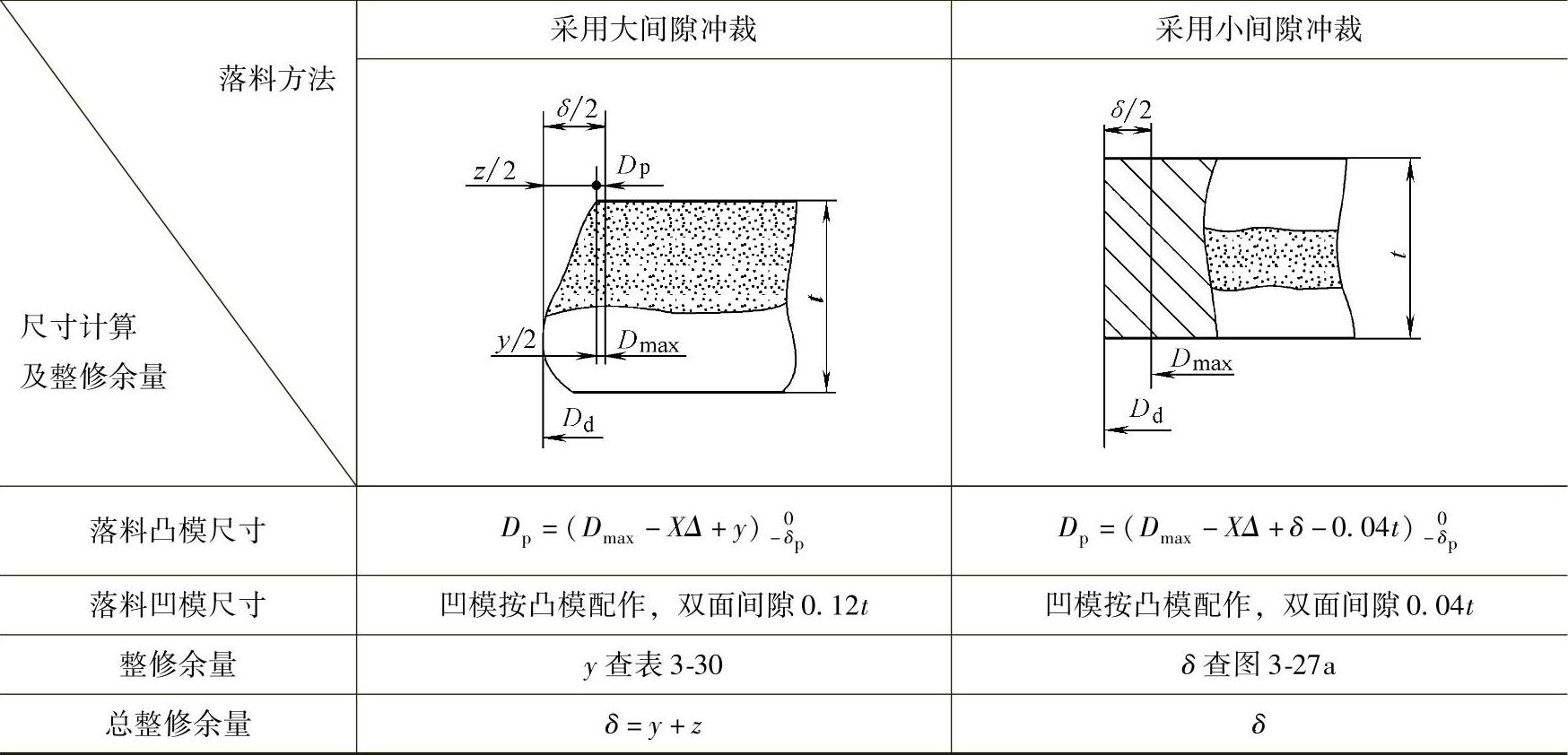
注:z—冲裁间隙,y—整修余量,Dmax—整修件上极限尺寸,t—材料厚度,δ—小间隙整修余量,δp—凸模制造公差。
表3 - 29 整修前冲孔模工作部分尺寸计算
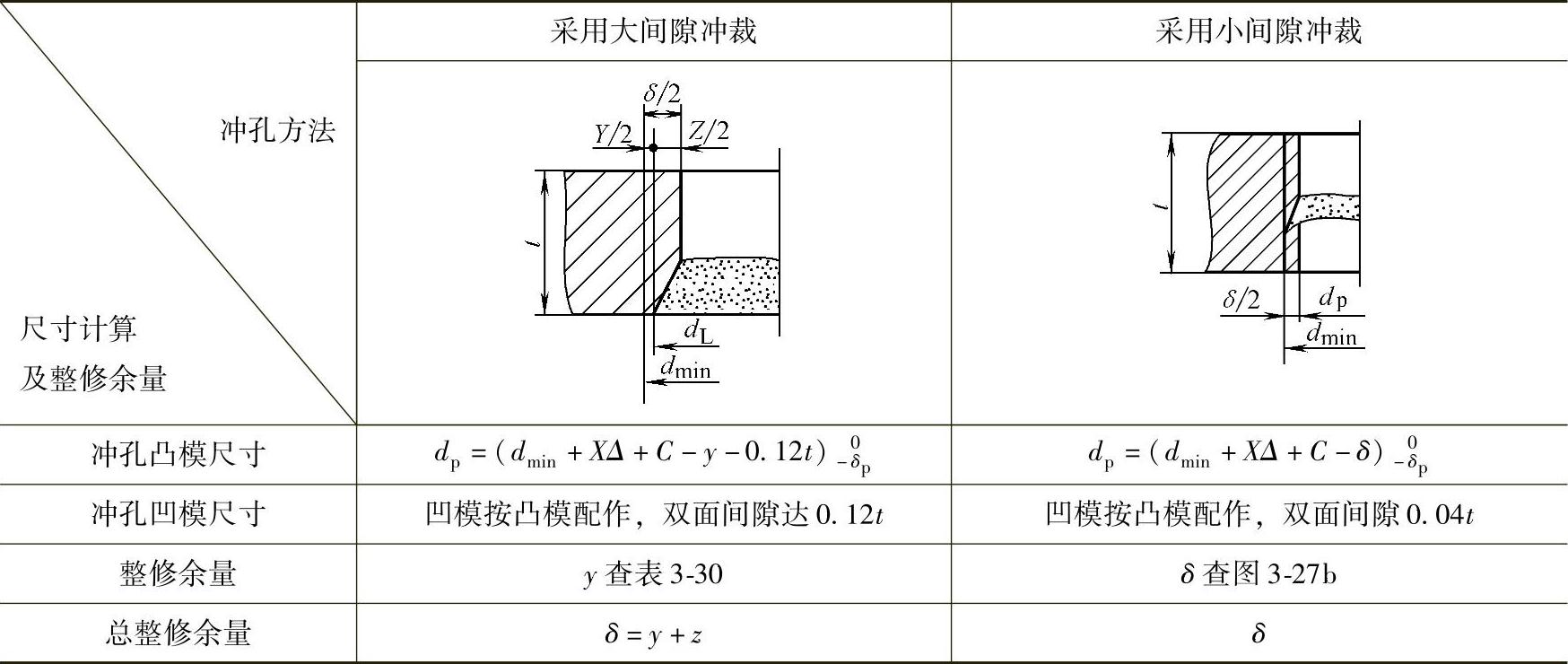
注:C—整修后的孔的收缩量。
表3 - 30 整修的双边余量y (单位:mm)
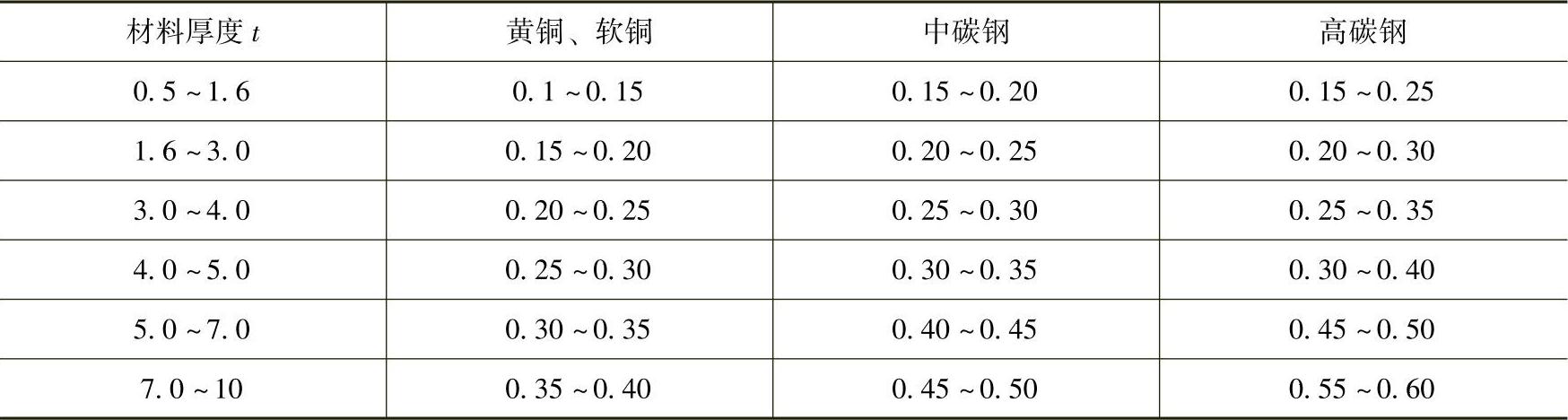
注:1.最小余量用于整修形状简单的制件,最大的整修余量用于整修形状复杂和有尖角的制件。 2.在多次整修中,第二次整修采用表中最小值。
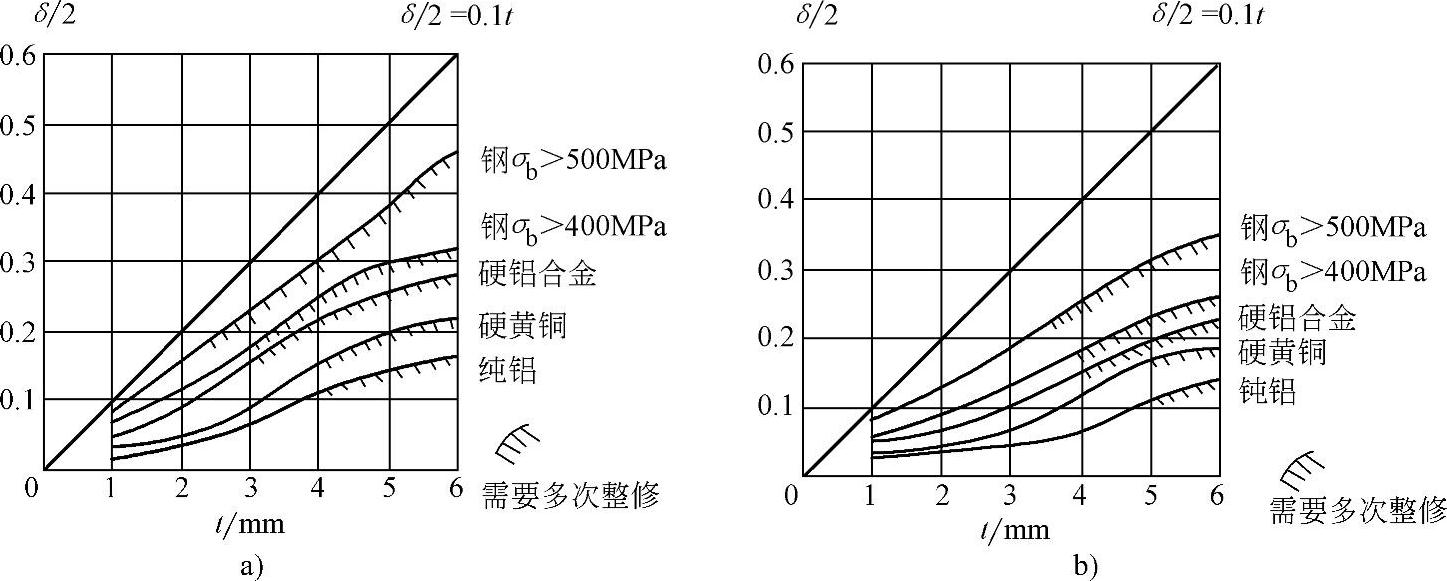
图3-27 整修余量
a)采用大间隙落料时的整修余量 b)采用小间隙落料时的整修余量
式中 Dp、dp——凸模公称尺寸(mm);
Dmax——制件上极限尺寸(mm);
dmin——制件下极限尺寸(mm);
Δ——制件公差(mm);(https://www.xing528.com)
X——系数,一般取0.75左右;
zmin——凸、凹模之间间隙(mm),取0.01~0.02mm;
C——整修后孔的收缩量,铝:0.005~0.01mm;黄铜:0.007~0.012mm;低碳钢:0.008~0.015mm。
δp——凸模制造公差(mm),一般取0.01~0.03mm。
5.整修过程中毛坯的定位
整修过程中毛坯的定位对整修件质量的影响很大。外缘整修时必须使毛坯有塌角的部分放在整修凹模刃口上面,内孔整修时必须使毛坯有圆角部分朝向凸模刃口部分,即凸模从有圆角一端进入,如图3-28所示。
内孔整修不但可提高孔的断面质量和尺寸精度,还能找正孔的坐标位置。在加工时,往往对制件中心产生偏移,如图3-29所示。可通过整修加以找正。整修余量按下式计算
y=2S+c假设 Δx=Δy

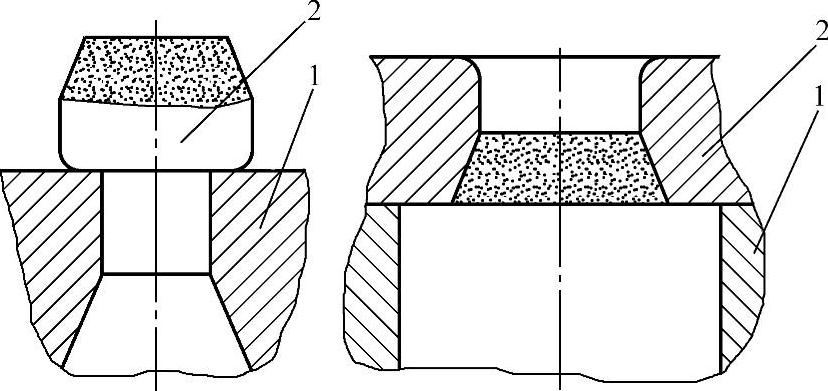
图3-28 整修时毛坯放置
1—凹模 2—毛坯
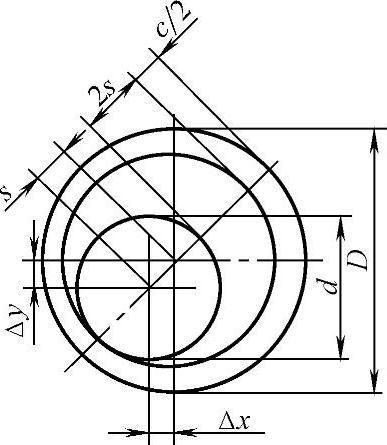
图3-29 整修前预孔的偏移
式中 y——整修余量(mm);
S——预制孔中心相对于修正孔中心的偏移量(mm);
Δx、Δy——预制孔中心相对于修正孔中心分别在X、Y坐标上的偏移量(mm),见表3-31;
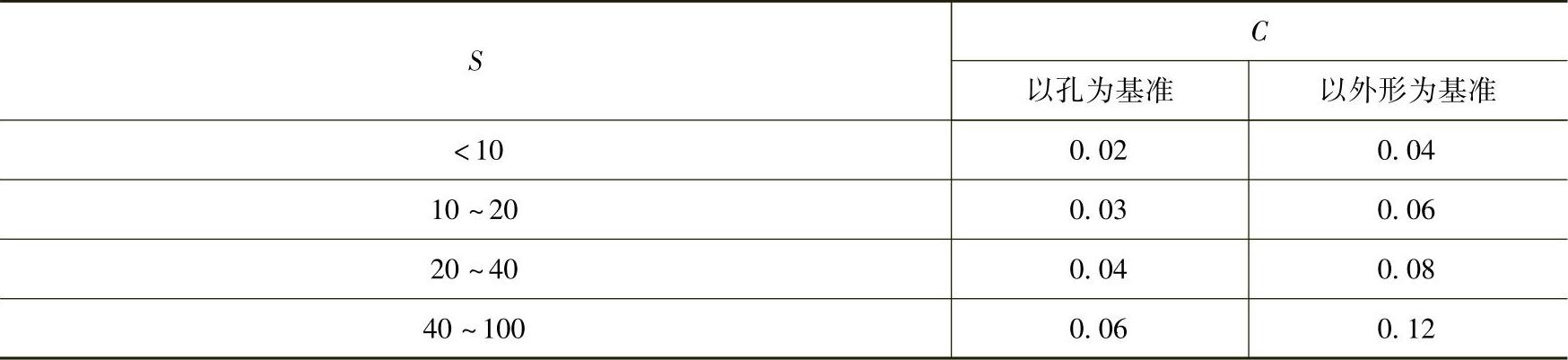
C——补偿定位误差,见表3-32。
表3 - 31 Δx值的确定 (单位:mm)

表3 - 32 补偿定位误差C (单位:mm)
6.整修力的计算
整修力可按下式计算
F=L(δ+0.1tn)τ (3-33)
式中 F——整修力(N);
L——整修件周边长度(mm);
δ——总整修余量(mm);
t——材料厚度(mm);
τ——抗剪强度(mm);
n——同时处于凹模洞口内的制件数。
7.整修模
外缘整修和内孔整修模的基本结构与单个毛坯落料或冲孔模相似,但整修属精加工,所以毛坯定位要可靠,凸、凹模之间间隙要小,一般为0.01~0.02mm。因此,最好采用滚珠导向模架和浮动模柄。
普通外缘整修黄铜、低碳钢等凹模直刃口高度为6~8mm,凹模应有锋利的刃口(图3-30a);对高碳钢,为获得光洁的剪切面,凹模刃口应具有圆角,如图3-30b所示。
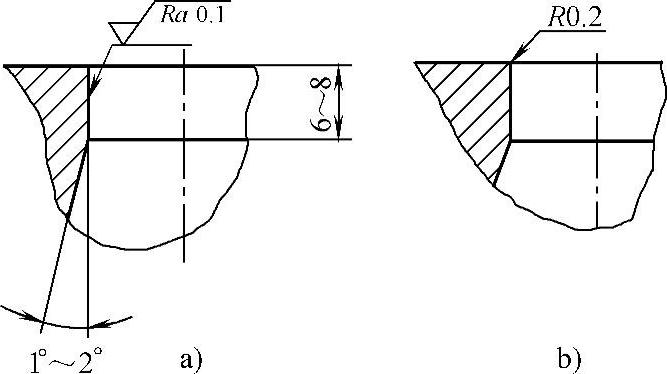
图3-30 整修模凹模洞口形式
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。