



弯曲件向下弯曲成形,一般用于弯曲角度≥90°的弯曲件,常以弯曲角度为90°为最多,弯曲成形凸模安装在上模部分,弯曲成形的凹模镶块安装在下模部分。
1.常用向下弯曲成形凸模结构形式
图4-42所示为冲裁弯曲级进模中常用的装在上模的向下弯曲成形凸模的结构形式,其安装方式主要有台肩固定(图4-42a、b);螺钉固定(图4-42c);横销固定(图4-42d)三种。
为了便于基准统一,易于调整,加工更换方便,压弯间隙一般设置在凸模部分,如图4-42所示,同时为保证弯曲件的精度,弯曲单边间隙取Z=t,对于弯曲精度要求较高的弯曲件可在后面工位中进行整形。

图4-42 向下弯曲成形凸模结构形式
2.向下弯曲成形凹模镶块的结构形式
图4-43所示为冲裁弯曲成形级进模中常用的装在凹模或凹模固定板中的向下弯曲成形凹模镶块的结构形式,其安装方式有:台肩固定(图4-43a、b);螺钉固定(图4-43c)。为了使直角弯曲件有较高的精度,在弯曲成形凹模镶块弯曲部位设计出一小凸台,如图4-43所示,在弯曲时对材料进行镦压,以强化折弯处的塑性变形,减少弯曲后的回弹,弯曲成形凹模镶块一般是固定的,但有时必须是活动的,如图4-45所示。
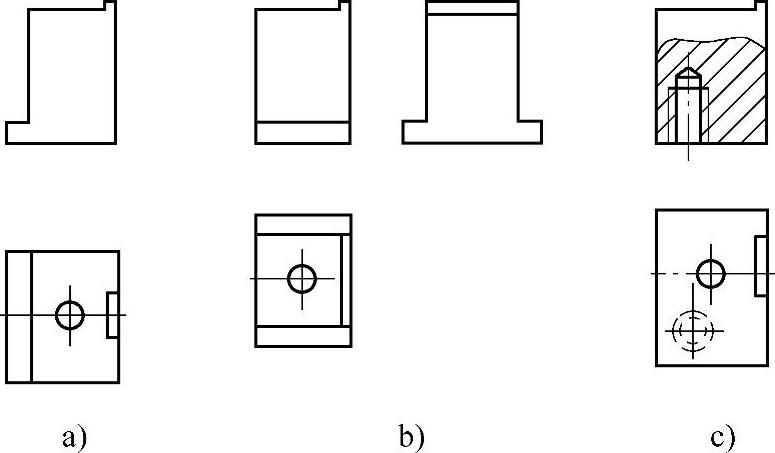
图4-43 向下弯曲成形凹模镶块结构形式(https://www.xing528.com)
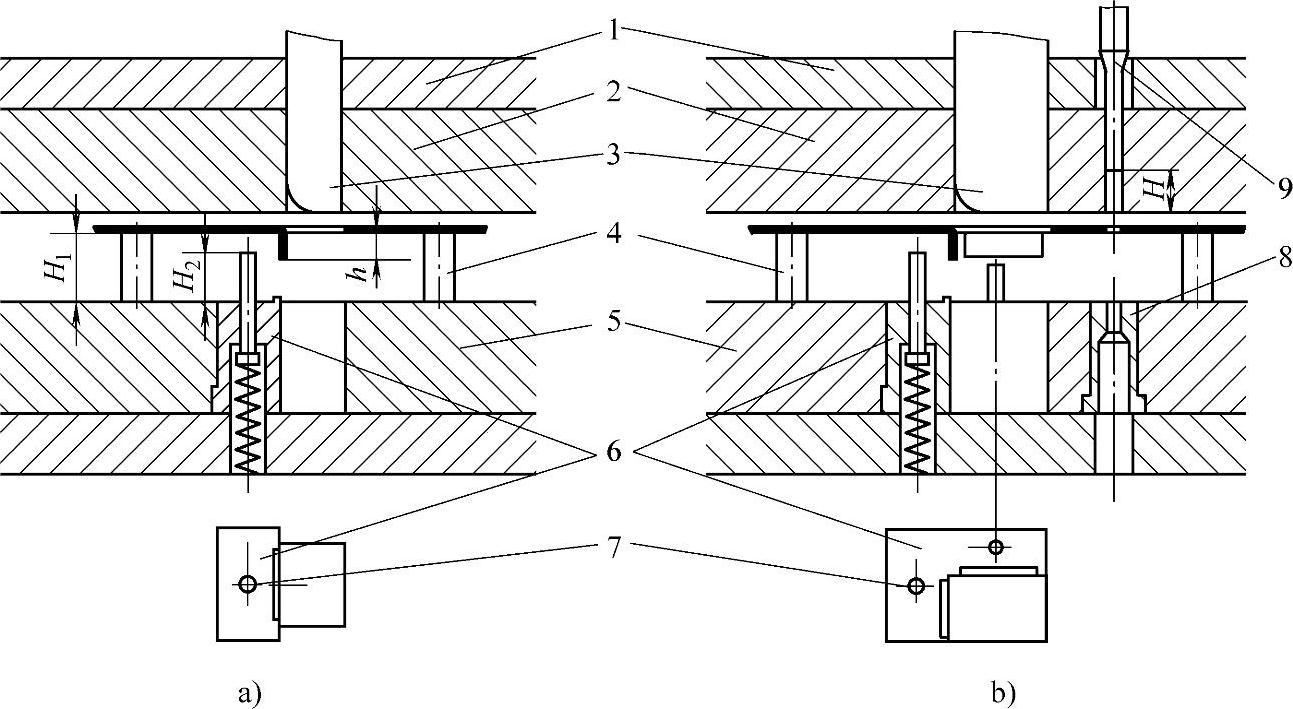
图4-44 弯曲件向下弯曲成形弯曲工作部分结构形式
1—卸料板垫板 2—卸料板 3—弯曲成形凸模 4—托料销 5—凹模 6—弯曲成形凹模镶块 7—弹顶杆 8—冲孔凹模镶块 9—冲孔凸模
3.弯曲件向下弯曲成形的结构形式
图4-44所示为弯曲件向下弯曲冲裁弯曲级进模中弯曲工作部分结构形式,弯曲件向下弯曲成形工序过程是:当将已冲切好弯曲部分外形的卷料送到弯曲成形工位后,上模下行,上模中的导正销伸入导正销孔对卷料精定位,然后卸料板2贴紧卷料继续下行,同时下模内设置的托料销4和弹顶杆7向下运动,待卸料板2和凹模5将卷料压牢后,弯曲成形凸模3开始对毛坯进行压弯成形,一般压弯凸模进入凹模的有效深度应大于弯曲件高度的2/3。如弯曲件中多处弯曲高度不同,则各工位上的弯曲凸模高度也不同。弯曲成形结束后,压力机滑块带动上模回升,弯曲成形凸模首先退入卸料板,当卸料板的压力消除后,托料销4和弹顶杆7托住卷料浮离凹模5上平面一定高度,弹顶杆7的高度H2一般不小于弯曲件高度h,托料销4高度H1应为弯曲件中最大弯曲成形高度尺寸再加上2~5mm的安全量,以保证卷料在冲模内的送料通畅无阻。从图4-44b中可知,弯曲成形凸模与冲裁凸模存在一个高度差H,在冲裁、弯曲级进模中,应是弯曲成形即将结束或已经结束时开始冲裁工序的冲压加工。
对于需两次或多次以上弯曲成形才能完成的弯曲加工,凹模中弯曲成形镶块应设计成活动的,如图4-45所示的活动弯曲成形凹模2,同时预留出前一工位已成形形状的让位空间,为保证弯曲件成形精度,活动弯曲成形凹模2的高度H1与凹模厚度H应完全一致,弯曲件的成形顶出力F1与托料销的弹簧力F2也应完全一致,以防止弯曲件成形后因顶件力不一致而造成弯曲件的后弯形。
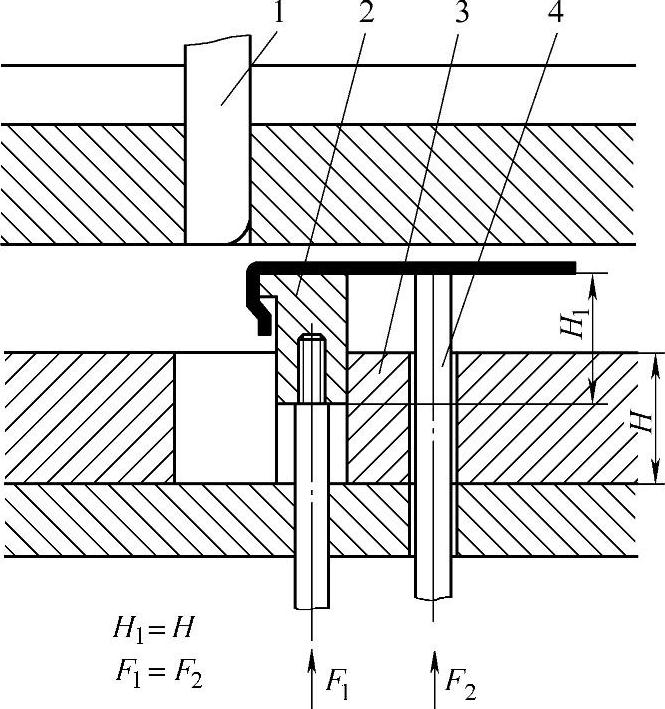
图4-45 弯曲件向下弯曲成形凸、凹模结构形式
1—弯曲成形凸模 2—活动弯曲成形凹模 3—凹模 4—托料销
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。