



1.模具外的自动检测保护装置
模具外的自动检测与保护装置的主要作用是对卷料的自动检测与保护。图4-70所示是设置在模具外,专门用来检测冲压材料厚度与宽度是否满足冲压生产要求的检测装置,它是一种采用光电传感器和传感触头及常闭限位开关的自动检测保护装置,其中包括材料是否输送结束而采用常开限位开关的检测装置。
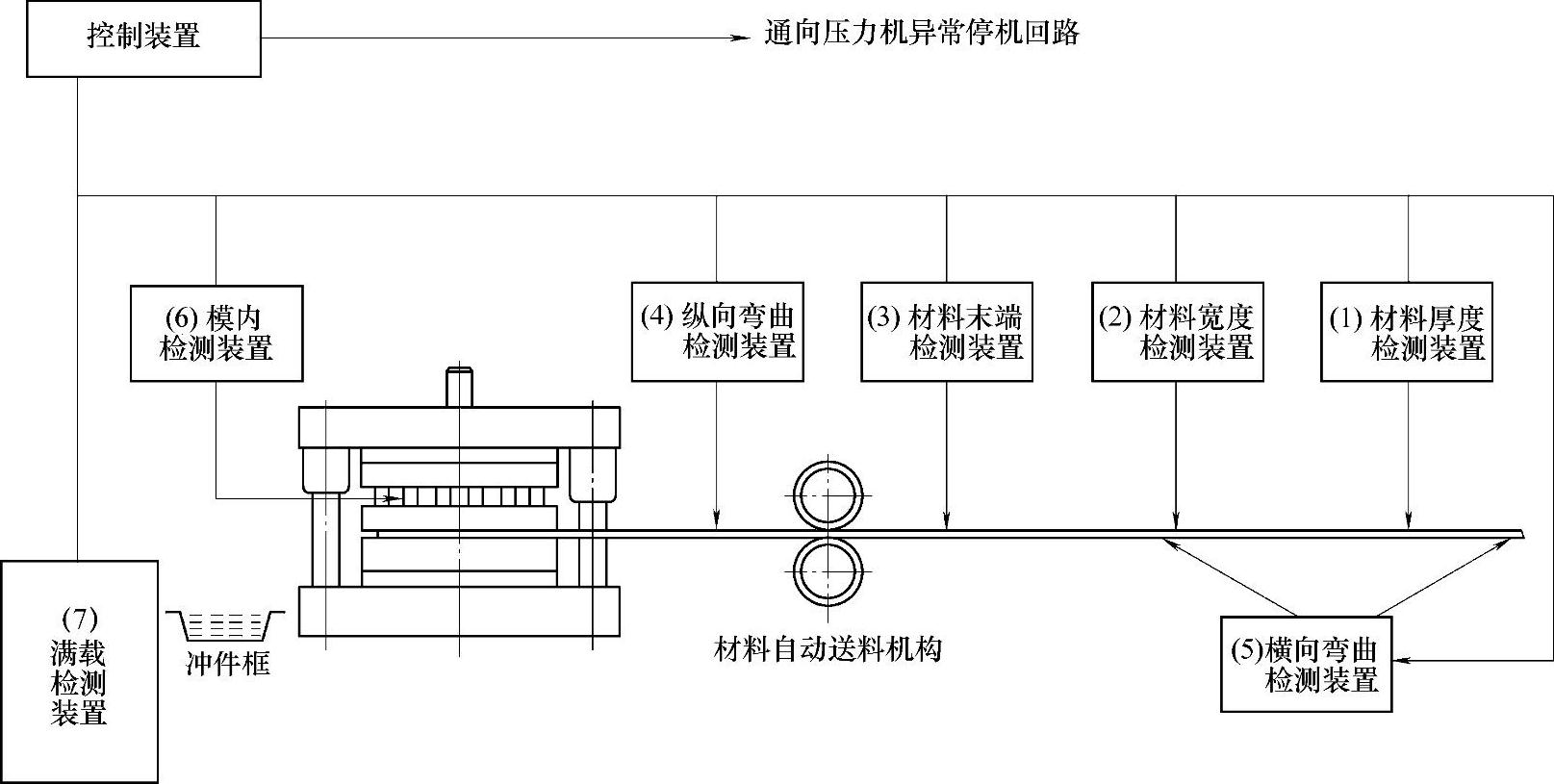
图4-69 自动化冲压监测、检测装置示意图
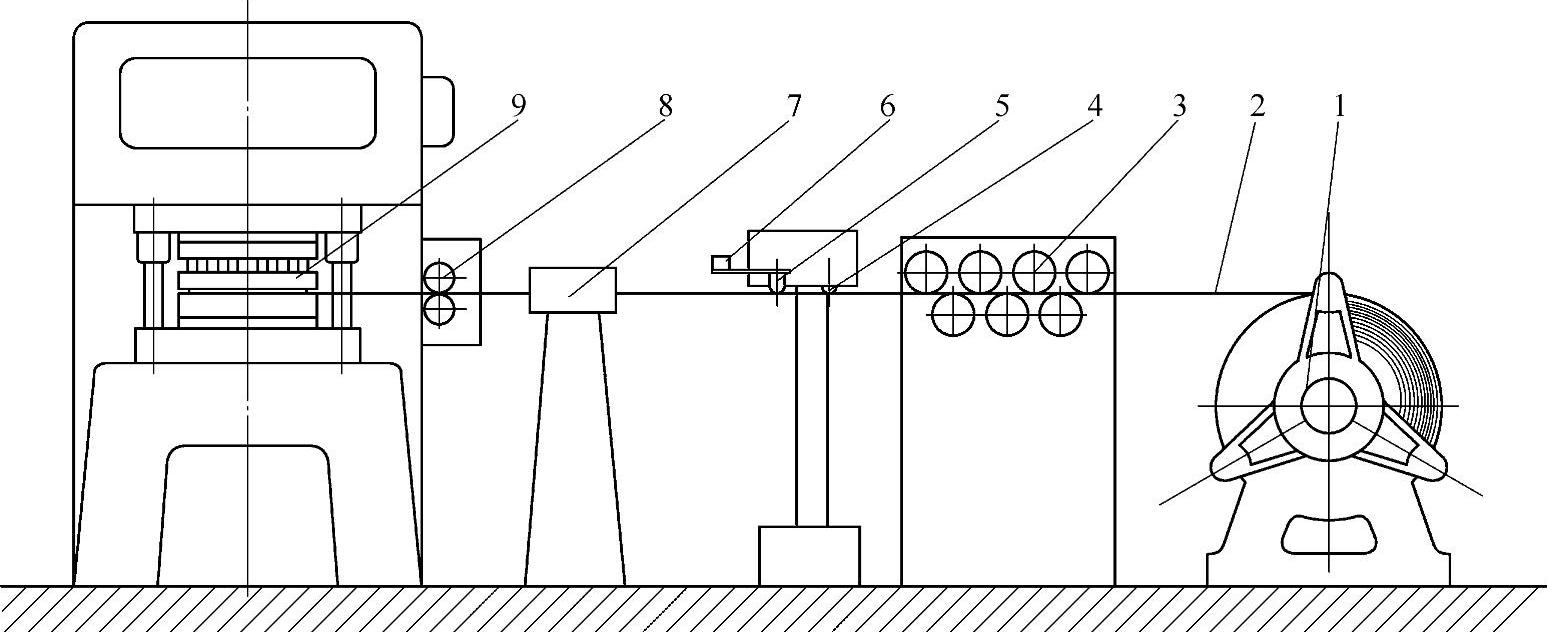
图4-70 卷料送进过程监测、检测装置示意图
1—料架 2—材料 3—材料校平器 4—光电传感器 5—传感触头 6—控制开关 7—去污、上油装置 8—自动送料装置 9—模具
在料架上的卷料经校平装置校平后,先送到材料的检测与自动保护装置,再经去污、上油装置,最后由自动送料机构送入冲压工作区。(https://www.xing528.com)
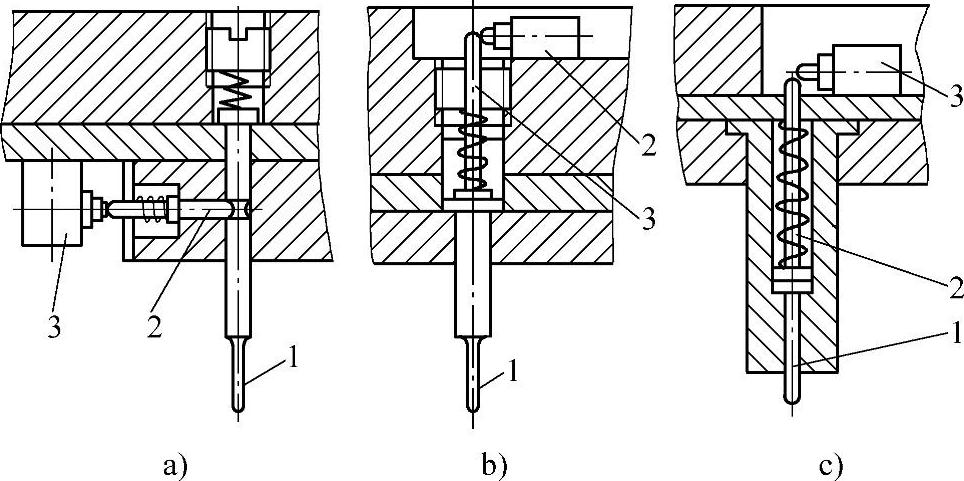
图4-71 导正孔检测装置
1—浮动检测销 2—接触杆 3—微动开关
2.模具内的自动检测保护装置
模具中常见的故障就是送料不到位,模具内的自动检测保护装置的主要作用是对送料不到位的自动检测与保护。常用的自动检测保护装置如图4-71所示。正常情况下,浮动检测销1的头部伸出卸料板(图中未画出)下平面约2mm,当卷料送到位,检测销的头部能正确插入卷料的导正销孔中,接着材料被压牢开始正常冲压。如卷料送不到位,检测销的头部无法插入卷料导正销孔中,使检测销向上移动,迫使接触杆2使微动开关3闭合,发出故障信号,使压力机紧急停止工作。
图4-71a、b所示的两种形式大多是利用卷料上工艺废料冲导正销孔供导正和检测用,也有利用制件上本身的孔来导正的,如果利用制件本身的孔导正时,一般应把制件孔先冲得稍小一些供导正检测用,然后再冲制到所需尺寸,以消除导正时的划伤或孔的变形。图4-71c所示机构是制件孔径一般大于10mm,同样先在大孔中心冲一个供导正、检测用的销孔,在最后适当工位再将孔冲到要求的尺寸。
浮动检测销因调整简单,检测可靠,在级进模中被广泛使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。