



1.凹模工作深度
凹模深度要适当,过小则弯曲件两端未受压部分太多,弯曲件回弹大且不平直,影响弯曲件的质量;若过大,不但浪费模具钢材,而且压力机工作行程会增大,有时会因工作行程太大使弯曲无法进行。
V形件弯曲模,如图4-82a所示,凹模深度l0及底部最小厚度h值可查表4-15。
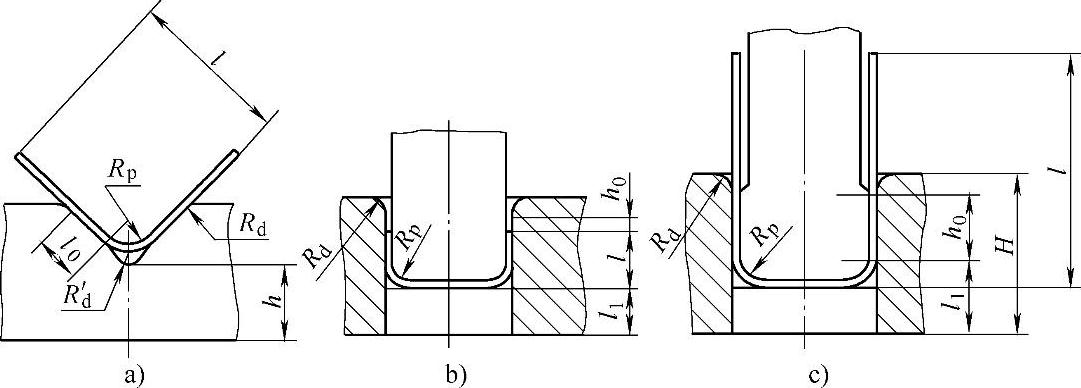
图4-82 弯曲模凹模尺寸的确定
U形件弯曲模,若弯曲件直边高度不大,且要求两边平直时,如图4-82b所示,则凹模深度应大于弯曲件高度,h0值可查表4-16。若弯曲件直边高度较大,仍采用凹模深度大于弯曲件高度的模具结构,不但浪费模具钢材,增加模具重量,更主要的是要用大行程的压力机。由于压力机行程的限制,有时因工作行程大使弯曲无法进行。为此可采用图4-82c所示的弯曲模结构,其h0值可查表4-17。
表4-15 弯曲V形件凹模深度l0和底部最小厚度h (单位:mm)

表4-16 弯曲直边高度不大的U形件的凹模h0值 (单位:mm)

表4-17 弯曲直边高度较大的U形件的凹模h0值 (单位:mm)

2.凹模厚度
图4-82b所示的凹模厚度
H=Rd+h0+l+l1 (4-10)
式中 Rd——凹模圆角半径(mm);
h0——凹模深度(mm),见表4-16;(https://www.xing528.com)
l——弯曲件高度(mm);
l1——顶板在凹模中的厚度(mm)。
对于带台凸形顶板l1取4~8mm。对于平面形顶板l1取8~22mm。
图4-82c所示的凹模厚度
H=Rd+h0+Rp+t+l1 (4-11)
式中 Rd——凹模圆角半径(mm);
h0——凹模深度(mm),见表4-17;
Rp——凸模圆角半径(mm);
t——材料厚度(mm);
l1——顶板在凹模中的厚度(mm)。
当凹模厚度太厚时,可采用凹模和中垫板两个零件。
3.U形弯曲件凹模长度和宽度
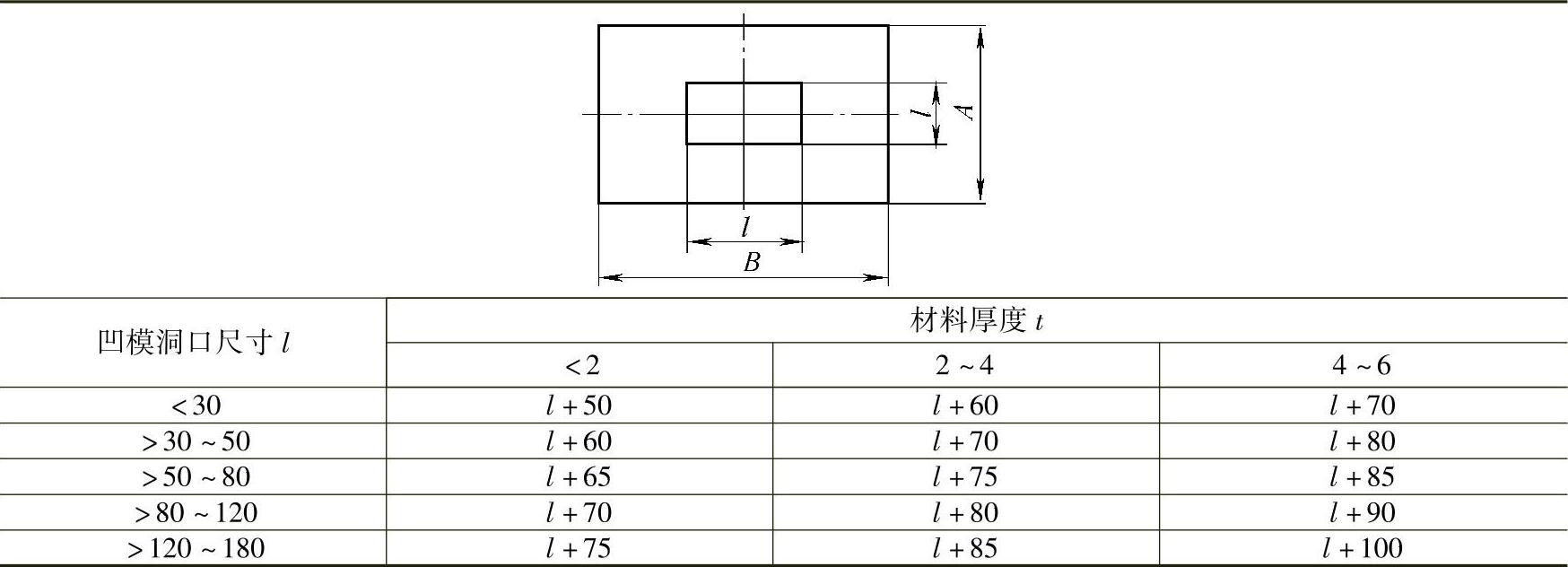
U形弯曲件凹模长度和宽度主要与被弯曲的材料厚度、种类及弯曲件大小有关,可按表4-18选取。
表4-18 U形弯曲件凹模宽度A与长度B (单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。