



图5-41所示为锥形制件,根据锥形制件的相对高度h/d、锥角α、毛坯相对厚度(t/D)×100的不同,拉深方法可分为以下三类:
1.h/d=0.25~0.3的浅锥形制件
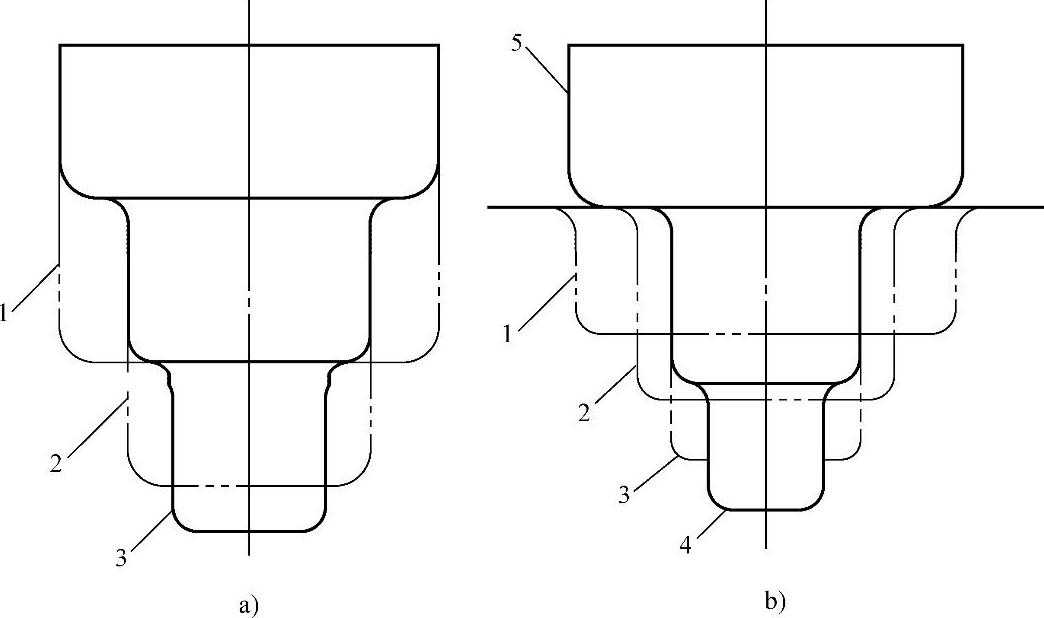
图5-40 阶梯形制件多次拉深方法
这类制件可以用有压边圈的拉深模一次拉深成形,但当α较大时,回弹现象严重,通常采用下列三种措施解决:
1)无凸缘的可增加凸缘,待拉深成形后将其切除。
2)采用带拉深肋的凹模拉深,如图5-42所示。
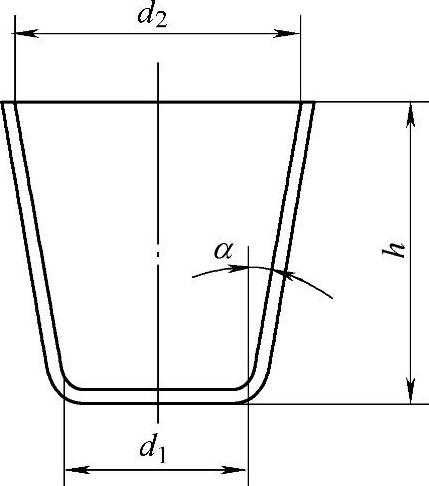
图5-41 锥形制件拉深
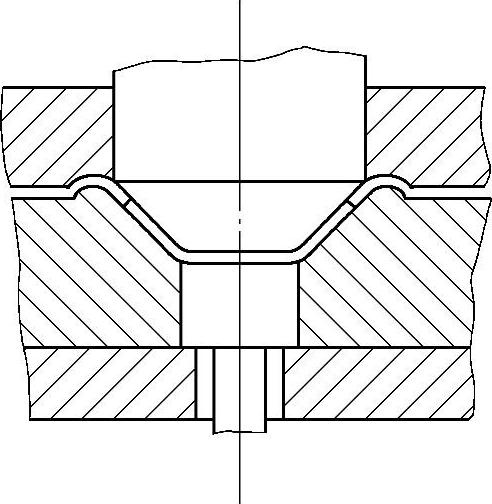
图5-42 浅锥形制件拉深肋凹模拉深模
3)用聚氨酯橡胶拉深模或液压拉深模。
2.h/d=0.3~0.7的中等深度的锥形制件
这类制件根据(t/D)×100可分三类。
1)对于材料相对厚度(t/D)×100>2.5的锥形制件,可以用没有压边圈的模具一次拉深成形,但需要在工作行程终了时,对拉深制件进行整形,如图5-43所示。
2)对于材料相对厚度(t/D)×100=1.5~2的锥形制件,可以用有压边圈的拉深模一次拉深成形,对于无凸缘的锥形制件应按有凸缘的拉深,然后再修边,如图5-44所示。
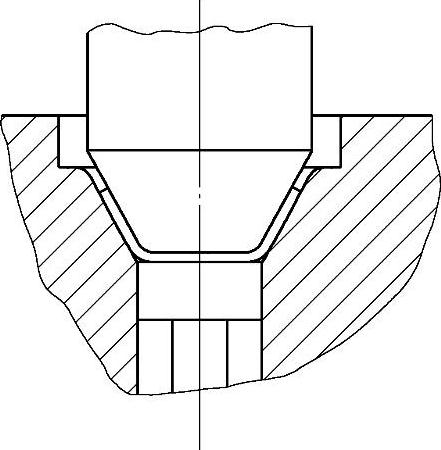
图5-43 锥形制件无压边圈拉深模
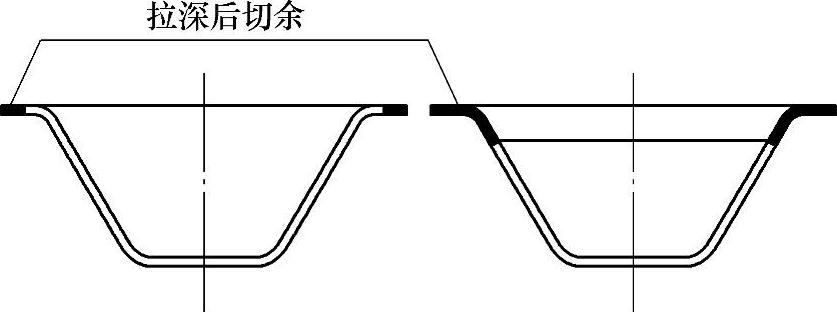
图5-44 锥形制件拉深方法
3)对于材料相对厚度(t/D)×100<1.5或带有宽凸缘的锥形制件,需采用压边圈进行二次或三次拉深,一般可采用两种方法。
① 由近似形状压成锥形。近似形状的面积等于成品制件的面积,然后压成所要求的形状,见图5-45,为了防止侧壁起皱,近似形状和凸缘的连接处要成圆筒形,下道工序在凸缘不变的情况下成形。这种方法适合大端与小端直径相差较大的锥形制件。
② 由圆筒形再拉深成锥形,前一、二道拉深成无凸缘或有凸缘的圆筒形毛坯,最后再拉深成锥形,如图5-46所示。(https://www.xing528.com)

图5-45 由近似形状压成锥形
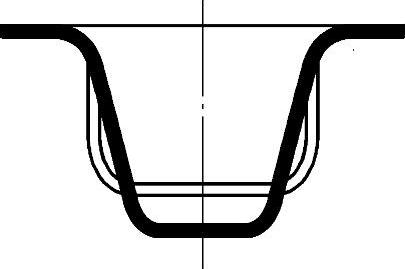
图5-46 由圆筒形拉深成锥形
3.h/d>0.8的深锥形制件
此类制件需进行多次拉深,其拉深方法有三种。
(1)阶梯过渡法 先逐步拉成具有大圆角半径的阶梯形工序件,阶梯形与制件内形相切,最后整形成锥形件,如图5-47所示。此方法的缺点是制件壁厚不均匀,表面有明显印痕,故应用较少。
(2)上锥面逐步增大法 是指用底部直径逐步缩小,而上面锥面逐步扩大的方法成形,采用此方法所得制件表面质量较好,因而应用较多,如图5-48所示。
(3)整个锥面一次成形法 先将毛坯拉成圆筒形,然后锥面从底部开始成形,在各道工序中,锥面逐步增大,直至最后锥面一次成形,如图5-49所示。采用此方法所得制件表面质量好。这种拉深法的拉深系数采用平均直径来计算,即大端直径和小端直径之和的1/2来计算,即
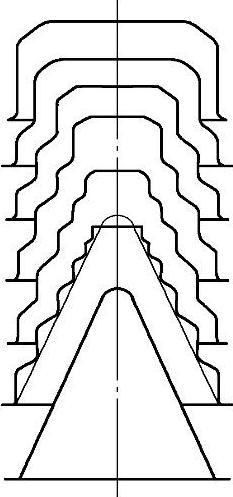
图5-47 锥形制件阶梯过渡法
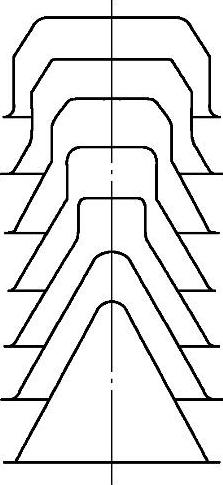
图5-48 上锥面逐步增大法
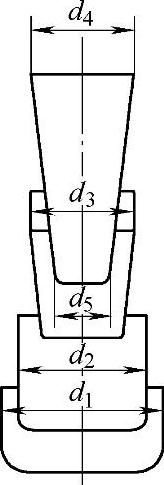
图5-49 锥面一次成形法

式中 dn——第n次拉深的平均直径(mm);
dn-1——第n-1次拉深的平均直径(mm)。
平均直径的极限拉深系数见表5-51。
表5 - 51 深锥形制件一次成形法拉深系数

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。