



【摘要】:表7 - 32 钢铁材料反挤压凸模主要形式表7 - 33 钢铁材料反挤压凸模尺寸参数表7 - 34 非铁金属反挤压凸模主要形式表7 - 35 非铁金属反挤压凸模尺寸参数对于纯铝、纯铜反挤压用的细长凸模,为了增加其纵向稳定性,可在凸模端面做出工艺凹槽,凸模借工艺凹槽在开始挤压的瞬间将毛坯“咬住”,以提高其纵向稳定性。
1.正挤压凹模
正挤压凹模是正挤压模的关键零件,钢铁材料及强度较高的非铁金属一般采用预应力组合结构(表7-26),塑性好的非铁金属及生产量小的钢铁材料可采用单独整体结构(图7-35),其尺寸参数见表7-27。
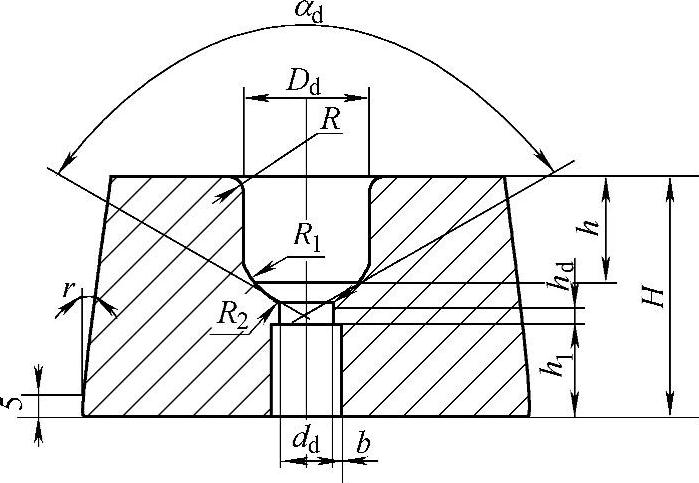
图7-35 整体式正挤压凹模
表7-26 正挤压凹模
2.正挤压凸模
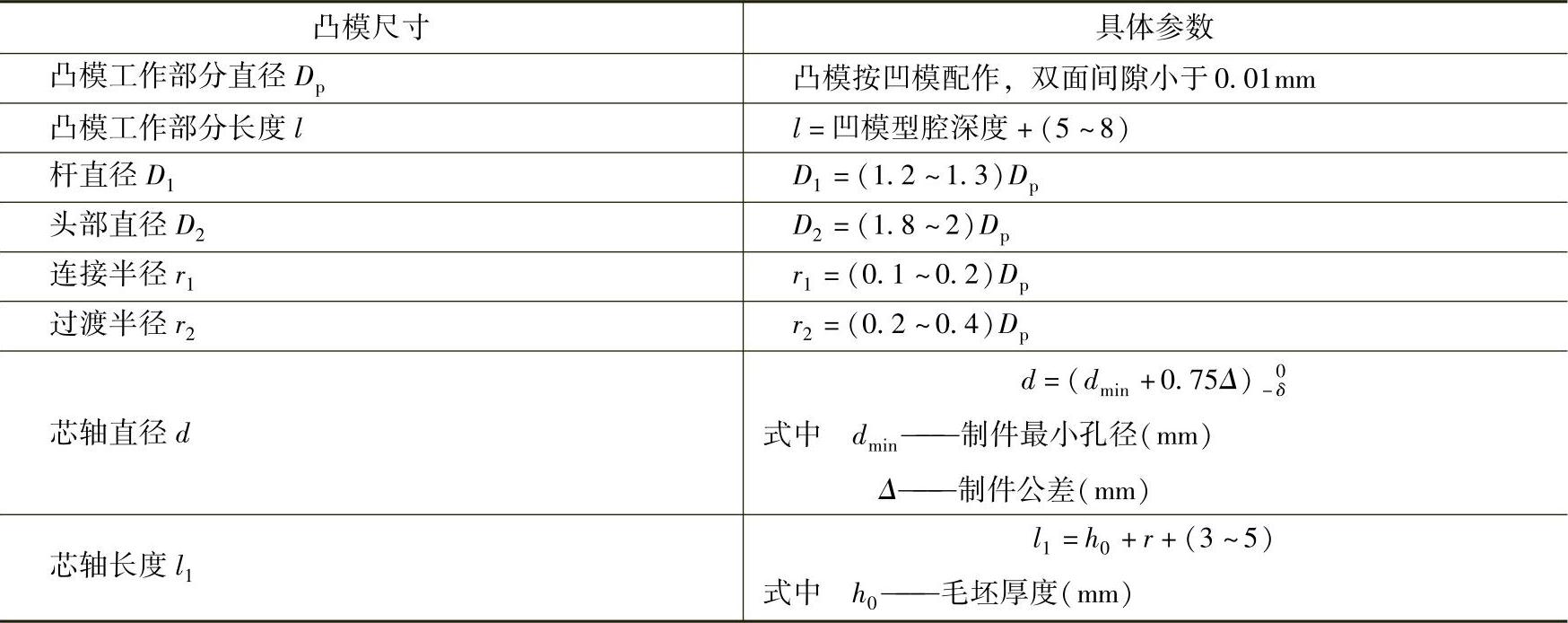
正挤压凸模主要形式见表7-28,尺寸参数见表7-29。
表7 - 27整体式正挤压凹模尺寸参数
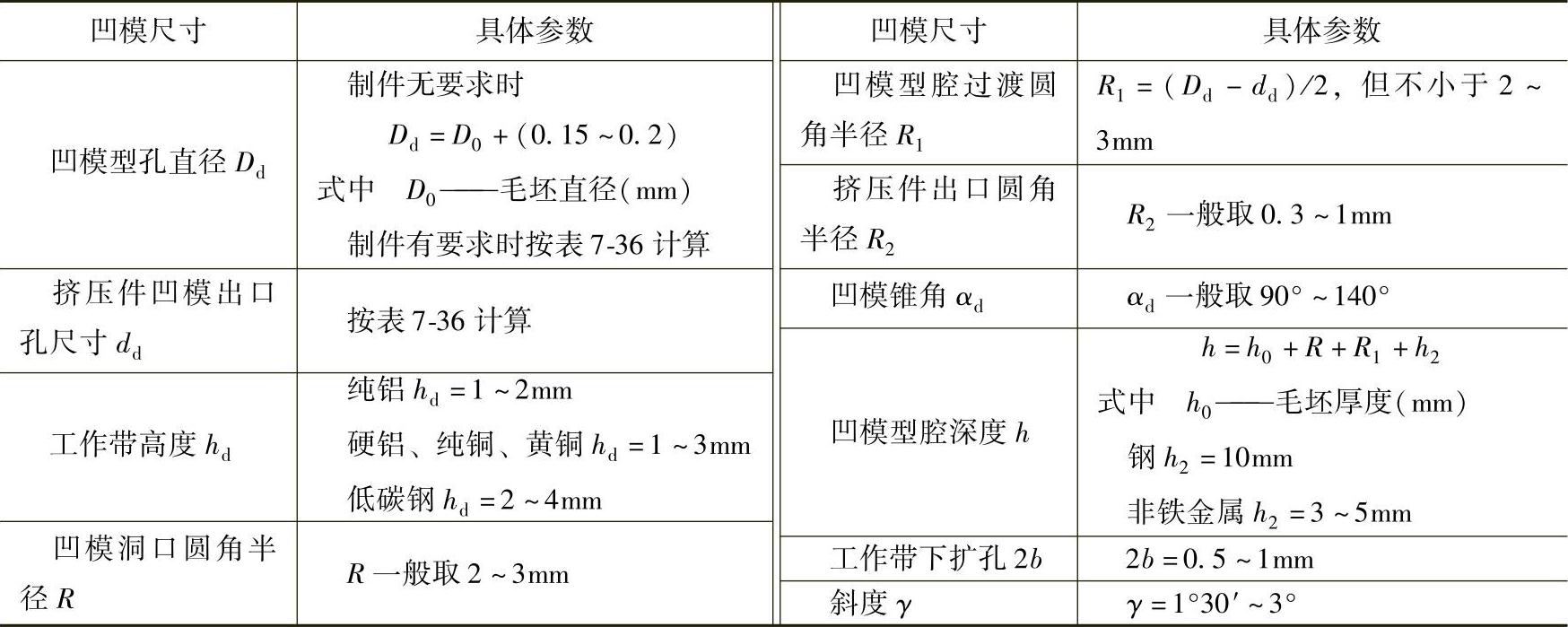
表7 - 28正挤压凸模主要形式
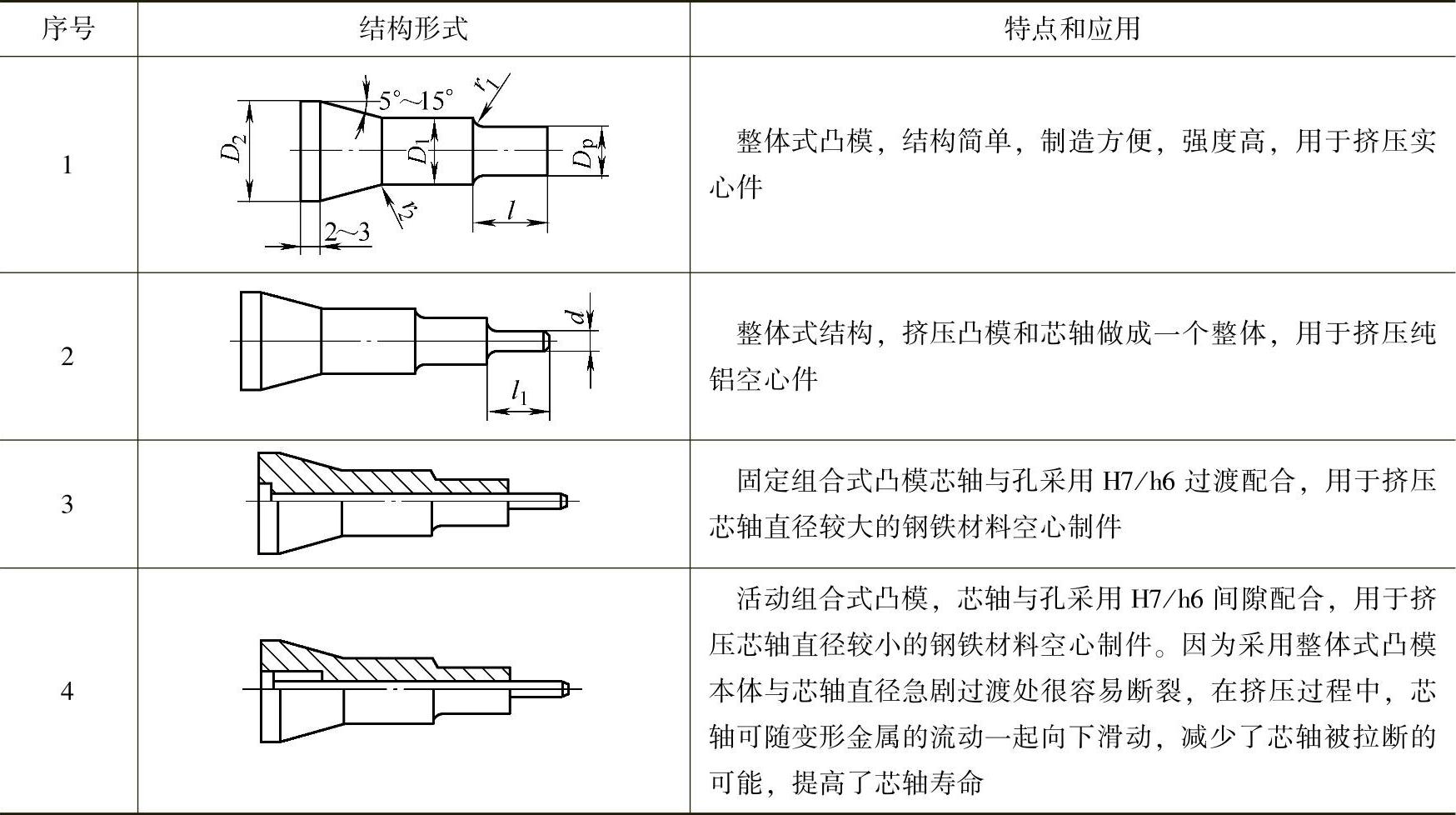
表7 - 29正挤压凸模尺寸参数
3.反挤压凹模
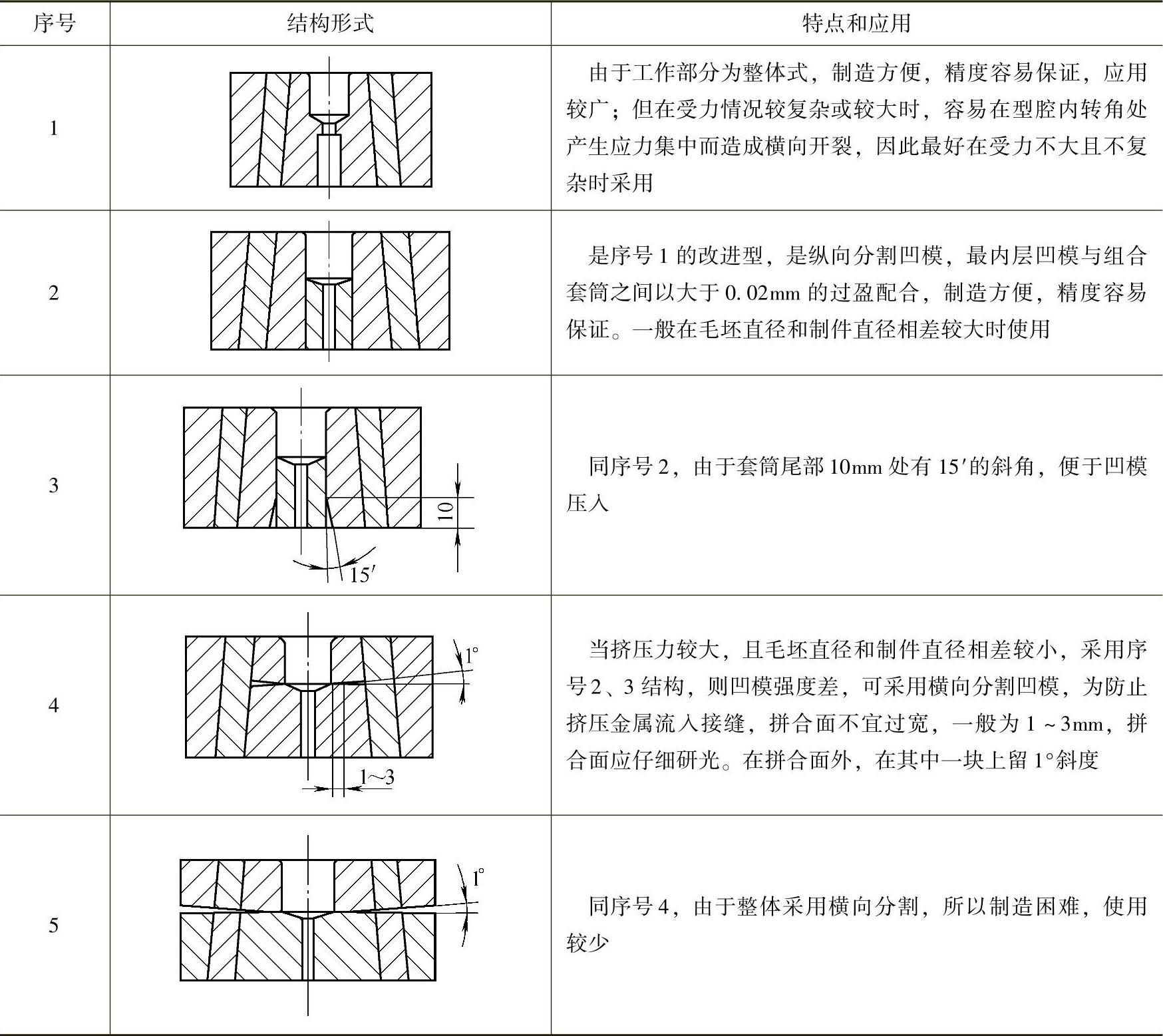
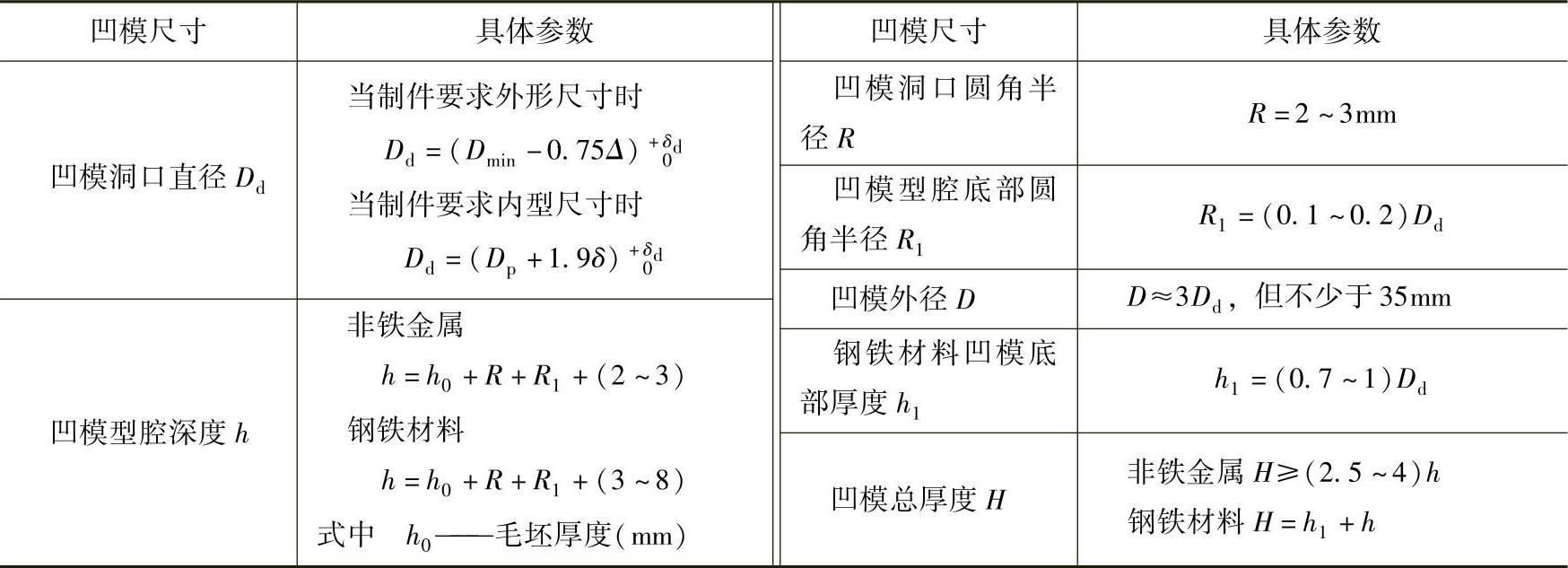
反挤压凹模主要形式见表7-30,尺寸参数见表7-31。
表7 - 30 反挤压凹模主要形式(https://www.xing528.com)
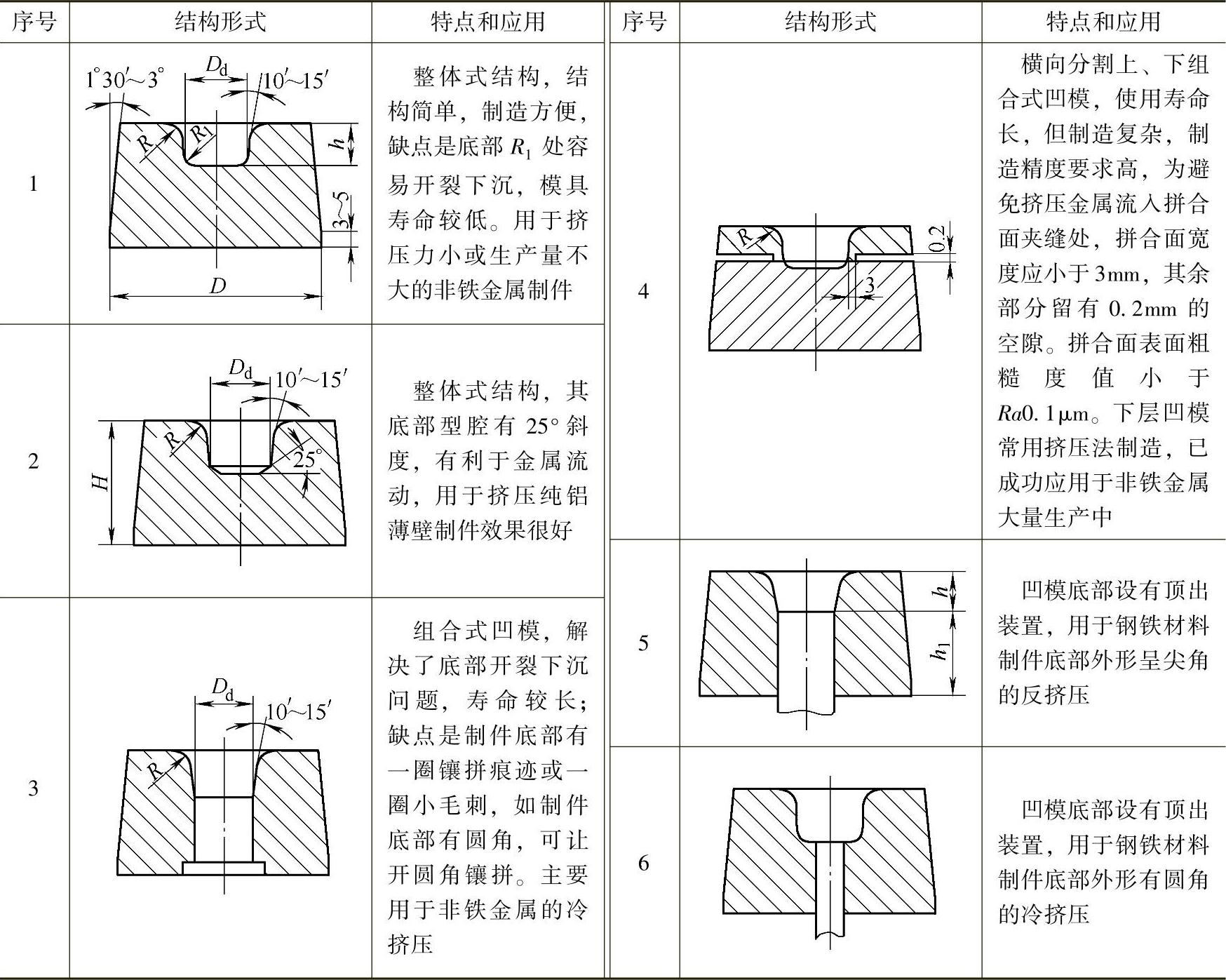
表7 - 31 反挤压凹模尺寸参数
4.反挤压凸模
反挤压凸模是反挤压模的关键零件,工作部分的形状与尺寸参数具有重要意义,它可以改善金属的流动,减小挤压力,提高模具寿命。钢铁材料反挤压凸模主要形式见表7-32,尺寸参数见表7-33。非铁金属反挤压凸模主要形式见表7-34,尺寸参数见表7-35。
表7 - 32 钢铁材料反挤压凸模主要形式
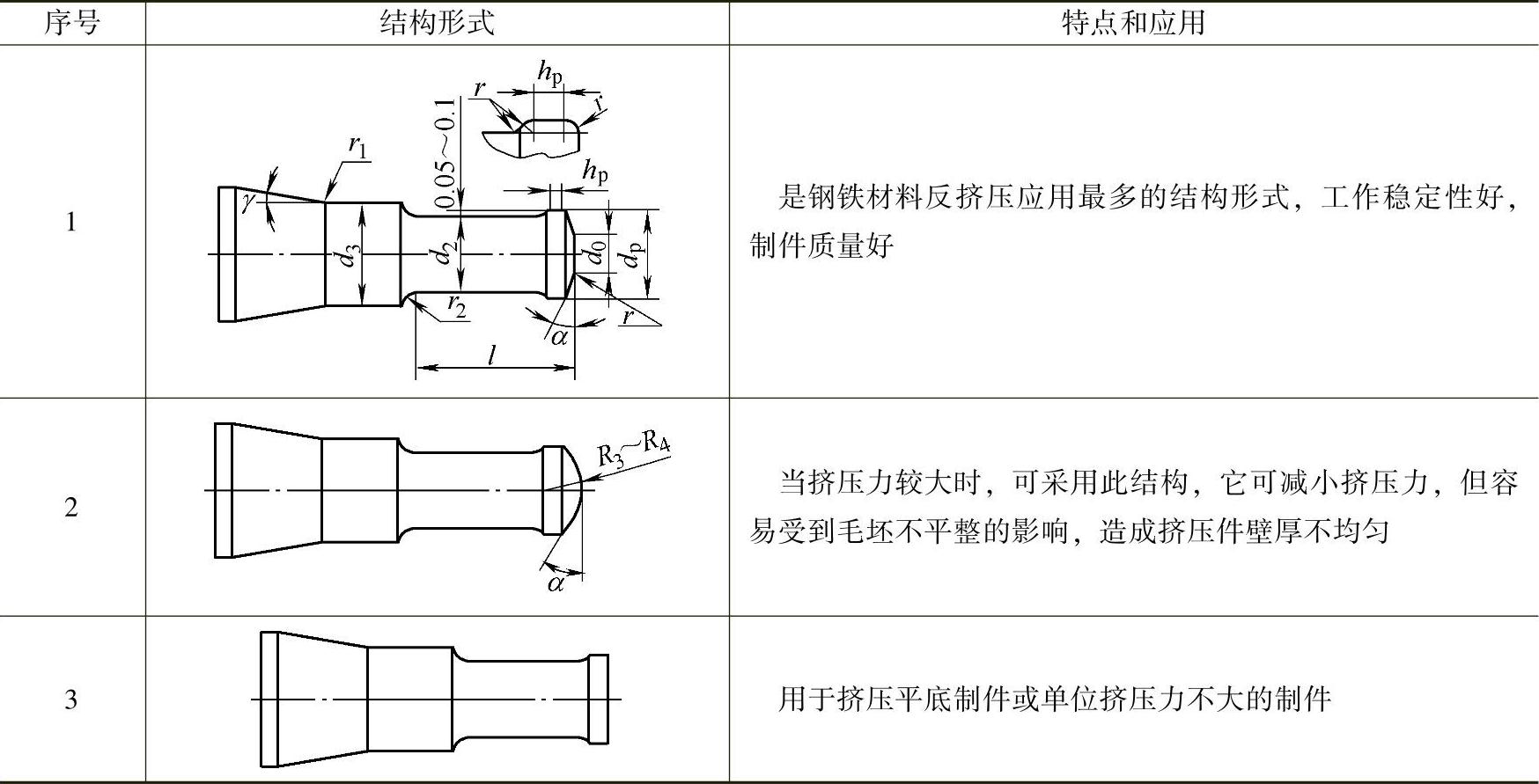
表7 - 33 钢铁材料反挤压凸模尺寸参数
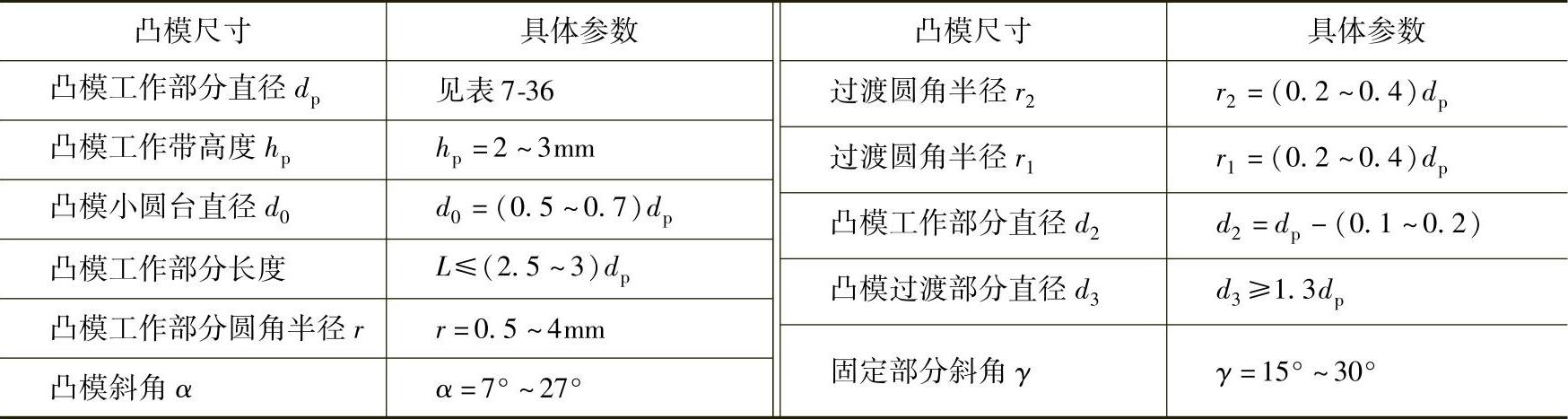
表7 - 34 非铁金属反挤压凸模主要形式
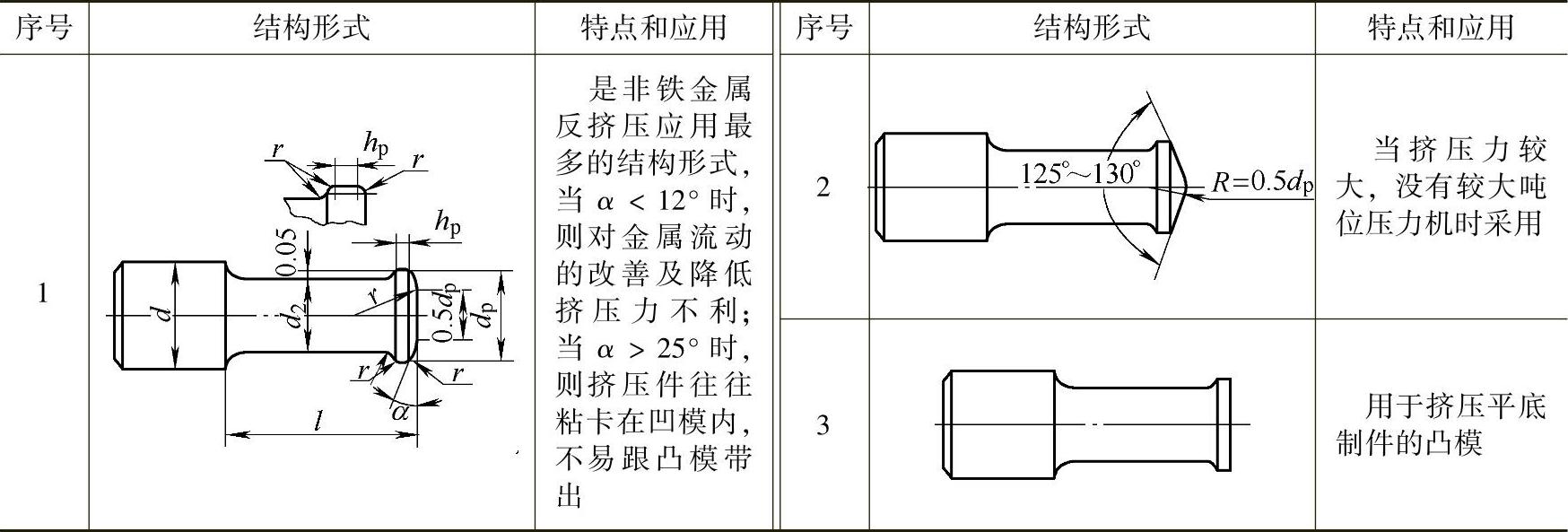
表7 - 35 非铁金属反挤压凸模尺寸参数

对于纯铝、纯铜反挤压用的细长凸模,为了增加其纵向稳定性,可在凸模端面做出工艺凹槽,凸模借工艺凹槽在开始挤压的瞬间将毛坯“咬住”,以提高其纵向稳定性。凹槽必须和凸模中心对称,槽宽一般取0.3~0.8mm,深0.3~0.6mm,如图7-36所示。
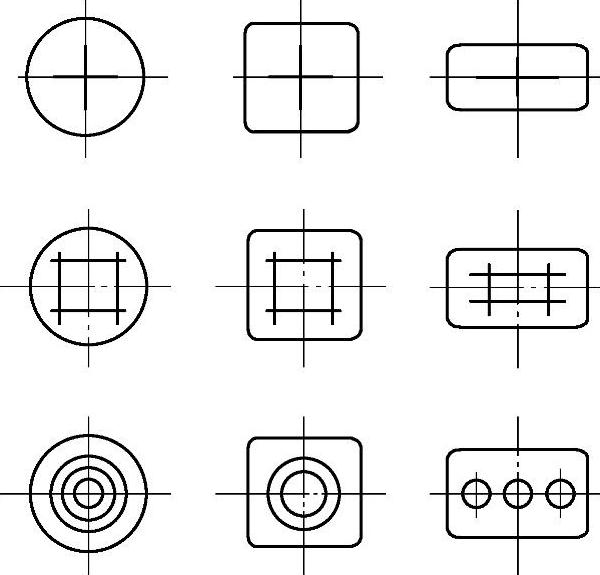
图7-36 凸模工作端面工艺凹槽
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。