



(一)电弧偏吹的消除
1)焊接过程中遇到焊条偏心引起的偏吹,应立即停弧。如果偏心度较小,可以转动焊条将偏心位置移到焊接前进方向,调整焊条角度后再施焊;如果偏心度较大,就必须更换新的焊条。
2)焊接过程中遇到气流引起的偏吹,应停止焊接,查明原因,采用遮挡等方法来解决。
(二)防止措施
可能发生磁偏吹时,可根据不同的产生原因进行相应的防止措施。
1)理论上讲,当接线位置在电弧轴线的下方,则电弧四周的磁场分布是均匀的,将不会产生磁偏吹。但实际上焊接过程中电弧将始终沿着焊接方向在焊件上移动,不可能停留在某一点,所以接线位置对电弧永远是偏离的。对于长和大的焊件,采用在焊件两侧接地或多点接地等分布式接地的方法,可减少因导线接地位置引起的磁偏吹。同时,操作中调整焊枪或焊条角度,将电极向磁偏吹相反的方向倾斜,调整电弧左右两侧空间的大小,使两侧磁力线密度趋于平衡,则可以减少电弧磁偏吹的程度,如图4-10所示。
2)电弧长度减小,磁场对电弧的作用减弱,磁偏吹的现象也减弱,因此尽量用短弧进行焊接,电弧越短磁偏吹的程度越轻。
3)因为磁感应强度与焊接电流的大小成比例,在可能的情况下减小焊接电流,有助于减少磁偏吹。(https://www.xing528.com)
4)焊接过程中要避免周围铁磁性物质的影响,如果焊件有剩磁,焊前应消除焊件的剩磁。焊接用夹块应该是无磁的,不应将接地电缆接在铜滑块上,接地线应尽可能接在焊件上。夹具要有足够长度,以便尽可能地使用引弧板。采用连续的夹具,因为不连续的夹具存在空隙容易产生磁偏吹。
5)在可能的条件下,使用交流电源代替直流电源,或采用脉冲焊或高频电弧焊方法。一般来说,采用两个电弧时,可使其一为直流,另一为交流。这样交流磁场每个周期都在变化,它对直流电弧的影响很小。另一种常用的方法是采用两个交流电弧。电弧电流的相位差为80°~90°,这样可以在很大程度上避免电弧相互影响。由于存在相位差,当一个电流产生的磁场最大时,另一个为最小或接近最小,一般不会有电弧磁偏吹产生。
6)合理的焊接顺序及操作技术克服磁偏吹。一般远离接地点方向焊接,可减小向后偏吹,朝向接地点方向焊接则可减小向前偏吹;若存在装配间隙时,则采用分段焊,朝向定位焊处或正式焊缝处焊接;采用后退焊法也能克服磁偏吹现象,如图4-11所示。
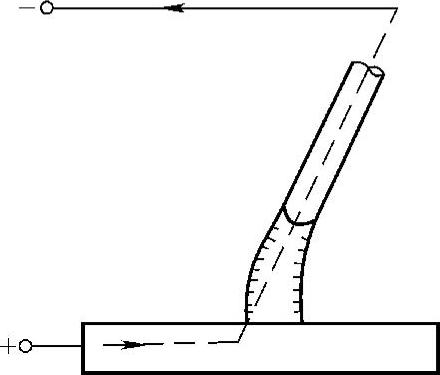
图4-10 倾斜焊条减小磁偏吹
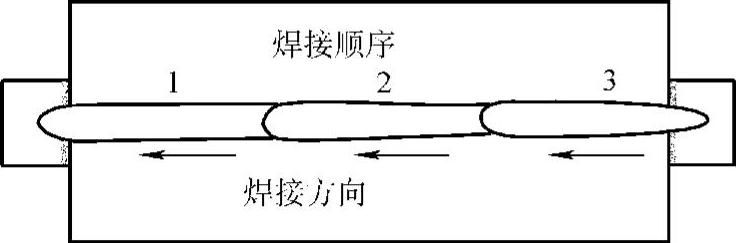
图4-11 采用分段退焊方法克服磁偏吹
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。