



焊条型号是按熔敷金属力学性能、药皮类型、焊接位置、电流类型、熔敷金属化学成分和焊后热处理状态等进行划分。
1.非合金及细晶粒钢焊条及热强钢焊条型号
非合金钢(即碳素钢)及细晶粒钢(大部分的合金钢)焊条型号的主体结构由字母“E”和四位数字组成,短画线“-”后附加熔敷金属化学成分和焊后状态。增加了可选附加代号“U”和“HX”。
非合金钢及细晶粒钢焊条型号由五部分组成,其结构和含义如下:
1)第一部分用字母“E”表示焊条。
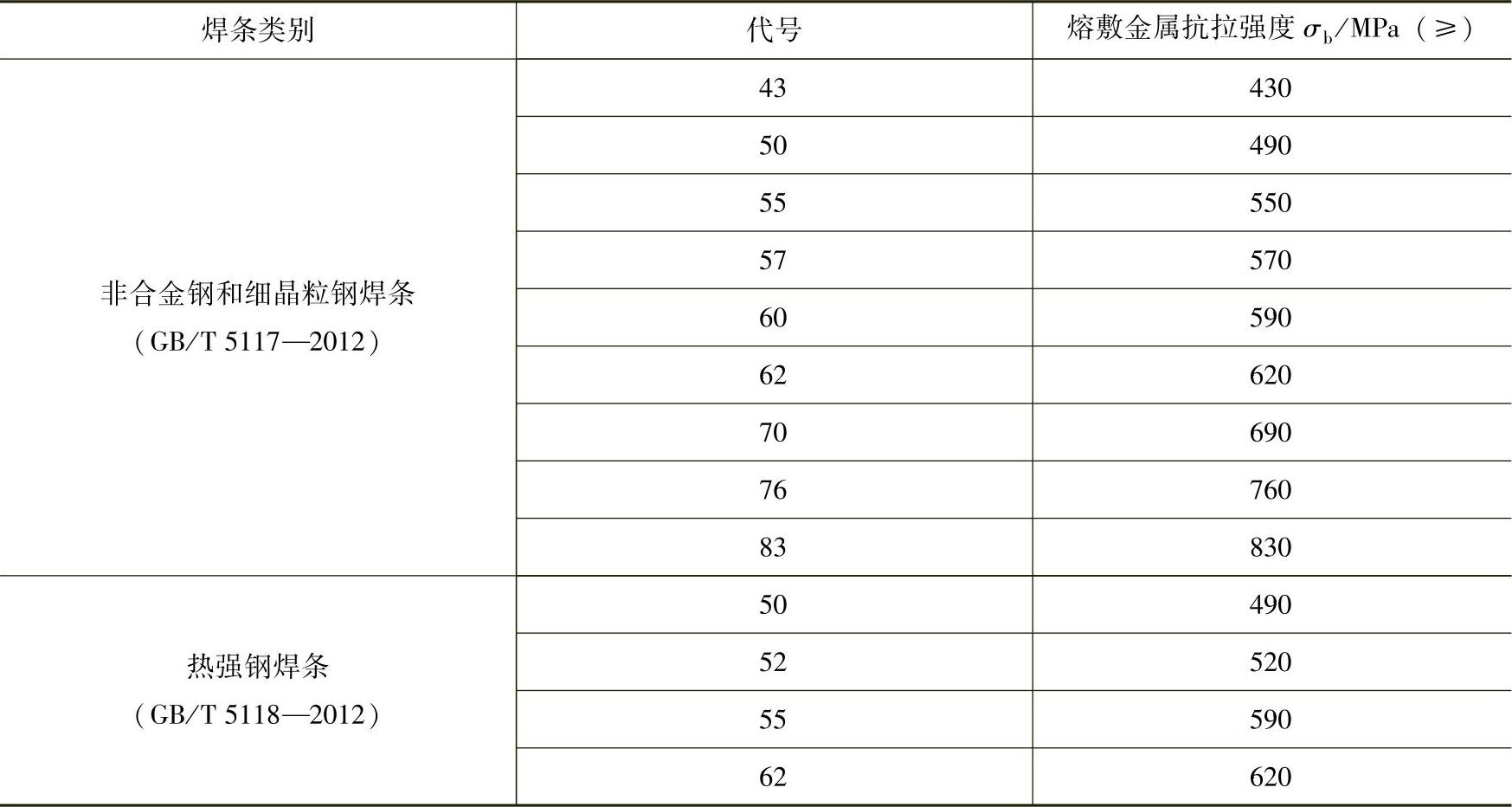
2)第二部分为字母“E”后面的紧邻两位数字,表示熔敷金属的最低抗拉强度代号,见表5-3。
3)第三部分为字母“E”后面的第三和第四两位数字,表示药皮类型、焊接位置和电流类型,见表5-4。
4)第四部分为短画线“-”后的字母、数字或字母和数字的组合,表示熔敷金属的化学成分分类代号。
5)第五部分为熔敷金属的化学成分代号后的一位或两位字母,表示焊后状态代号,其中无标记表示焊态,“P”表示热处理状态,“AP”表示焊态和焊后热处理两种状态均可。
除以上强制分类代号外,根据供需双方协商,可在型号后依次附加可选代号。
1)字母“U”表示在规定试验温度下,冲击吸收功可以达到47J以上。
2)扩散氢代号“HX”,其中X代表15、10或5,分别表示每100g熔敷金属中扩散氢含量的最大值(mL),见表5-5。
表5-3焊条熔敷金属抗拉强度系列
非合金钢及细晶粒钢焊条型号示例:
E5515-N5PUH10
E——表示焊条。
55——表示熔敷金属抗拉强度最小值为550MPa。
15——表示药皮类型为碱性,适用于全位置焊接,采用直流反接。
N5——表示熔敷金属化学成分分类代号。
P——表示焊后状态代号,此处表示热处理状态。
U——为可选附加代号,表示在规定温度下(-60℃),冲击吸收功47J以上。
H10——可选附加代号,表示熔敷金属扩散氢含量不大于10mL/100g。
热强钢焊条型号由五部分组成,其结构和含义如下:
1)第一部分用字母“E”表示焊条。
2)第二部分为字母“E”后面的紧邻两位数字,表示熔敷金属的最低抗拉强度,见表5-3。
3)第三部分为字母“E”后面的第三和第四两位数字,表示药皮类型、焊接位置和电流类型,见表5-4。
4)第四部分为短画线“-”后的字母、数字或字母和数字的组合,表示熔敷金属的化学成分分类代号。
其中熔敷金属化学成分用“×C×M×”表示,标识“C”前的整数表示Cr的名义含量,“M”前的整数表示Mo的名义含量。对于Cr或者Mo,如果名义含量(质量分数)少于1%,则字母前不标记数字。如果在Cr和Mo之外还加入了W、V、B、Nb等合金成分,则按照此顺序,加于铬和钼标记之后。
除以上强制分类代号外,根据供需双方协商,可在型号后附加扩散氢代号“HX”,其中X代表15、10或5,分别表示每100g熔敷金属中扩散氢含量的最大值(mL),见表5-5。
表5-4药皮类型、焊接位置及焊接电流种类
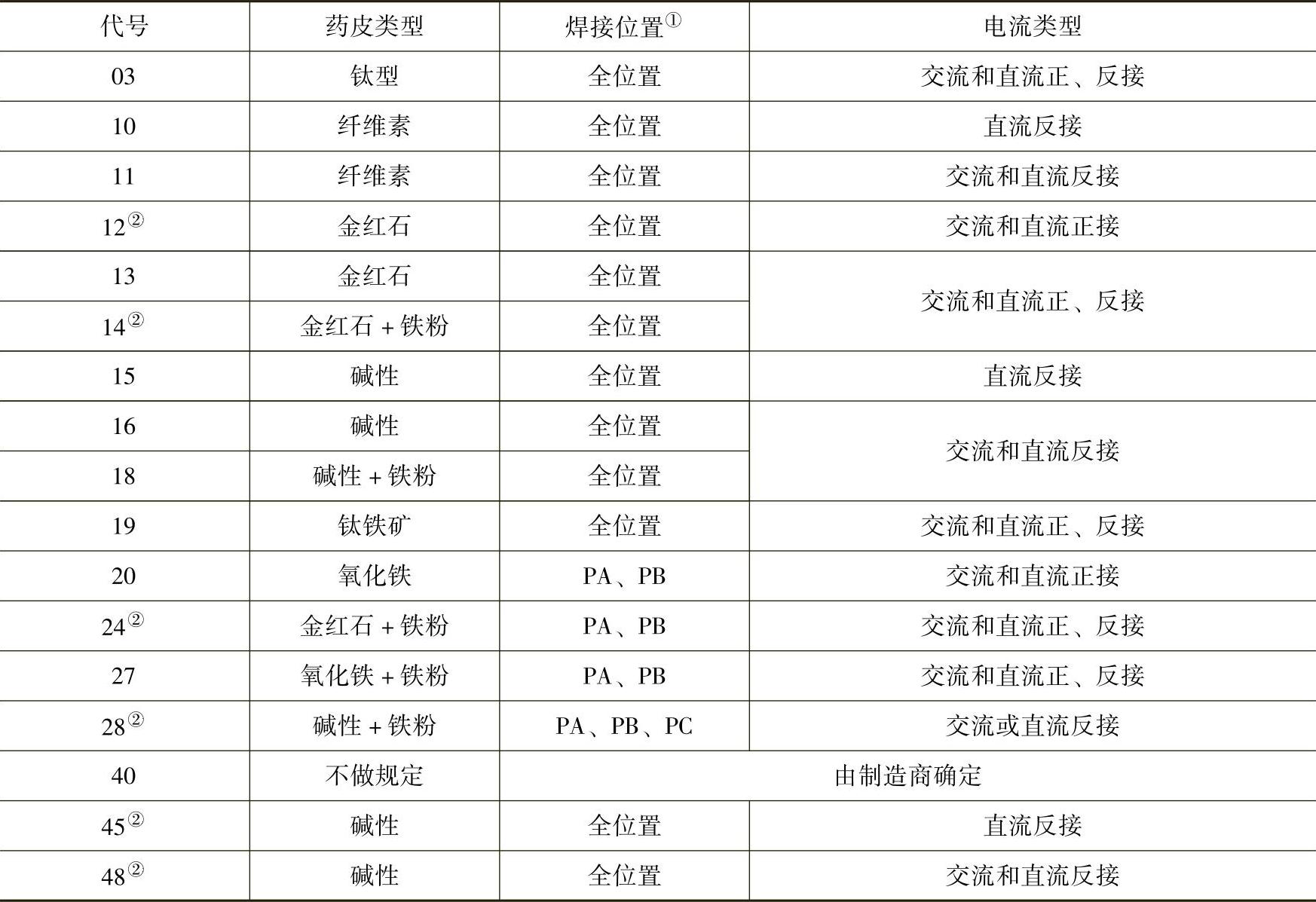
①焊接位置按GB/T 16672—1996《焊缝 工作位置 倾角和转角的定义》,其中PA=平焊、PB=平角焊、PC=横焊、PG=向下立焊。
②上述代号仅用于GB/T 5117—2012标准。
热强钢焊条型号示例:
E6215-2C1MH10
E——表示焊条。(https://www.xing528.com)
62——表示熔敷金属抗拉强度最小值为620MPa。
15——表示药皮类型为碱性,适用于全位置焊接,采用直流反接。
2C1M——表示熔敷金属化学成分分类代号。
H10——可选附加代号,表示熔敷金属扩散氢含量不大于10mL/100g。
表5-5 熔敷金属扩散氢含量

2.不锈钢焊条型号 根据GB/T 983—2012《不锈钢焊条》的规定,焊条型号的主体是由字母“E”和三位数字及附加字母组成,其中字母“E”表示焊条;三位数字和附加字母表示焊条熔敷金属的化学成分,药皮类型、焊接位置及电流种类,并以短画线“-”与焊条型号的主体分开。
不锈钢焊条型号由四部分组成,其结构和含义如下:
1)第一部分用字母“E”表示焊条。
2)第二部分为字母“E”后面的数字表示熔敷金属的化学成分分类,数字后面的“L”表示碳含量较低,“H”表示碳含量较高,若有其他特殊要求的化学成分,该化学成分用元素符号表示放在数字的后面。
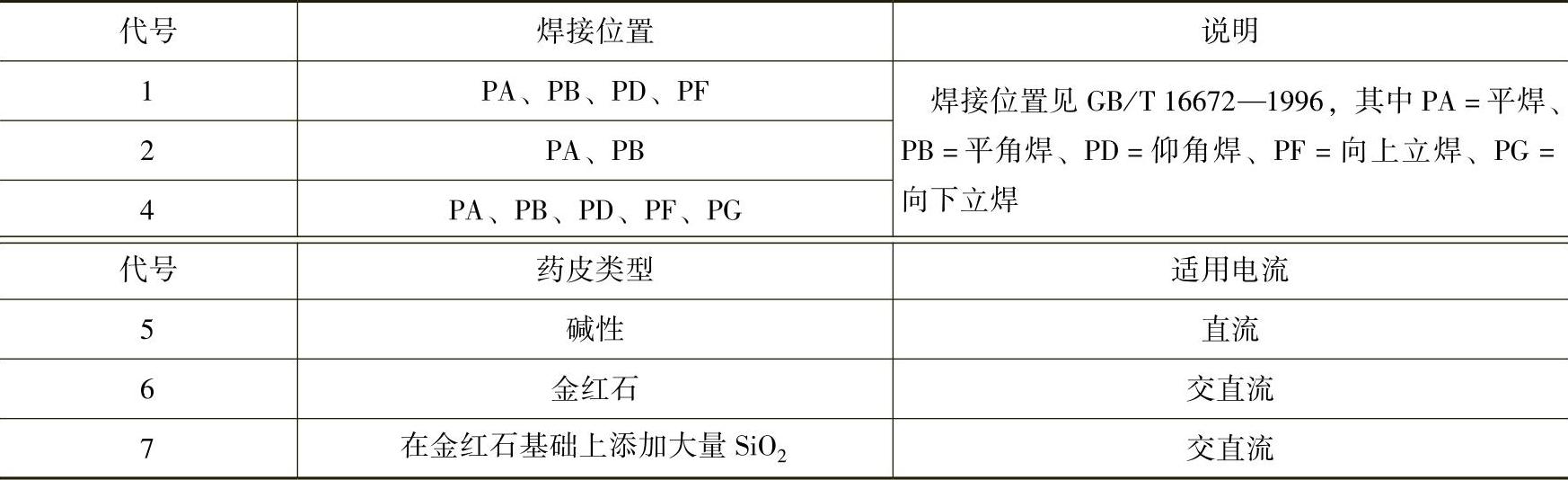
3)第三部分为短画线“-”后的第一位数字,表示焊条的焊接位置,见表5-6。
4)第四部分为最后一位数字,表示焊条的药皮类型,见表5-6。
不锈钢钢焊条型号示例:
E 308-16
E——表示焊条。
308——表示熔敷金属化学成分分类代号。
1—表示焊接位置,适用于全位置焊接。
6—表示药皮类型,为金红石型,适用于交直流电流两用焊接。
表5-6 不锈钢焊条焊接位置及药皮类型
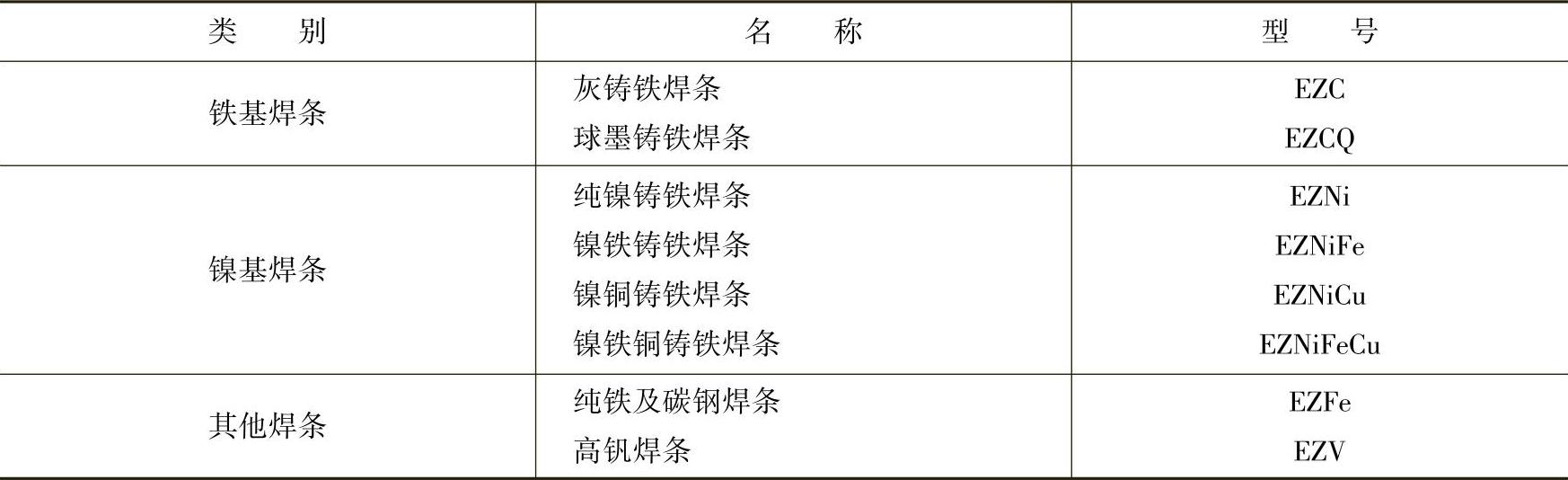
3.铸铁焊条型号 根据GB/T 10044—2006《铸铁焊条及焊丝》的规定,铸铁焊条型号由字母“E”和“Z”组成“EZ”表示焊条用于铸铁焊接;在“EZ”之后用熔敷金属的主要成分的元素符号或金属类型代号表示,见表5-7。
表5-7 铸铁焊条类别及型号
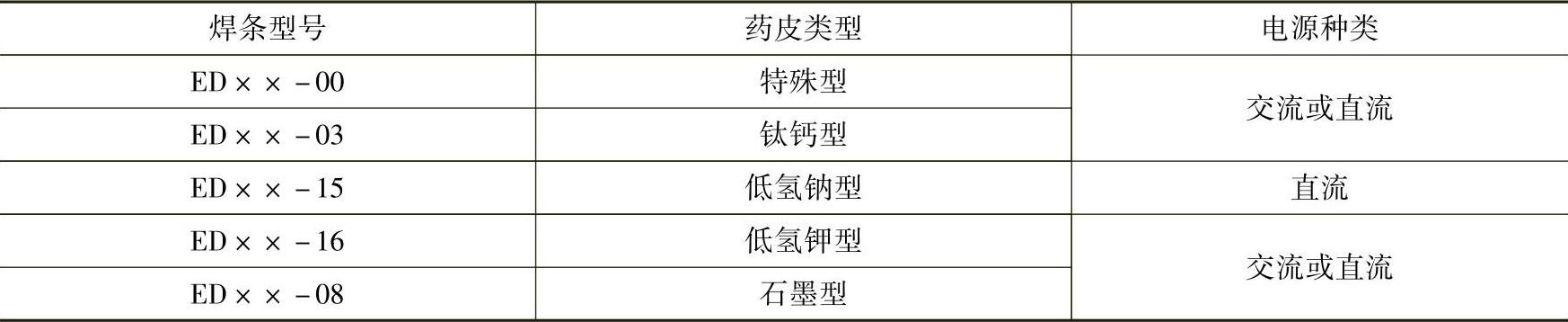
4.堆焊焊条型号 根据GB/T 984—2001《堆焊焊条》的规定,堆焊焊条型号的表示方法为:字母“ED”表示用于表面耐磨堆焊焊条;后面用一或两位字母、元素符号表示焊条熔敷金属化学成分分类代号,见表5-8,还可附加一些主要成分的元素符号;在基本型号内可用数字、字母进行细分类,细分类代号也可用短画划线“-”与前面符号分开;型号中最后两位数字表示药皮类型和焊接电源种类,用短画线“-”与前面符号分开,见表5-9。
堆焊焊条型号示例:
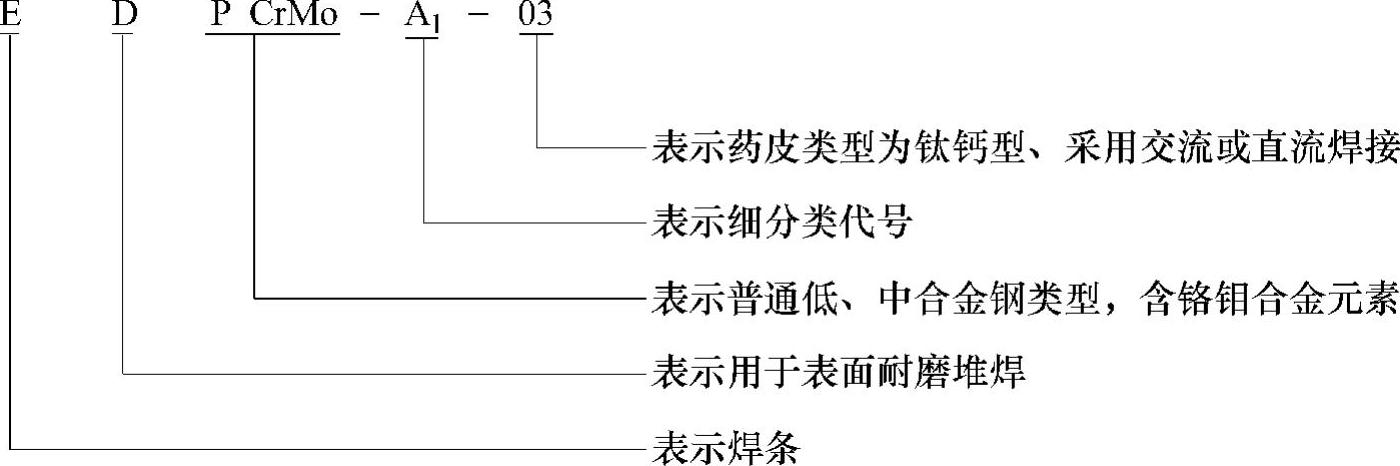
表5-8 熔敷金属化学成分分类
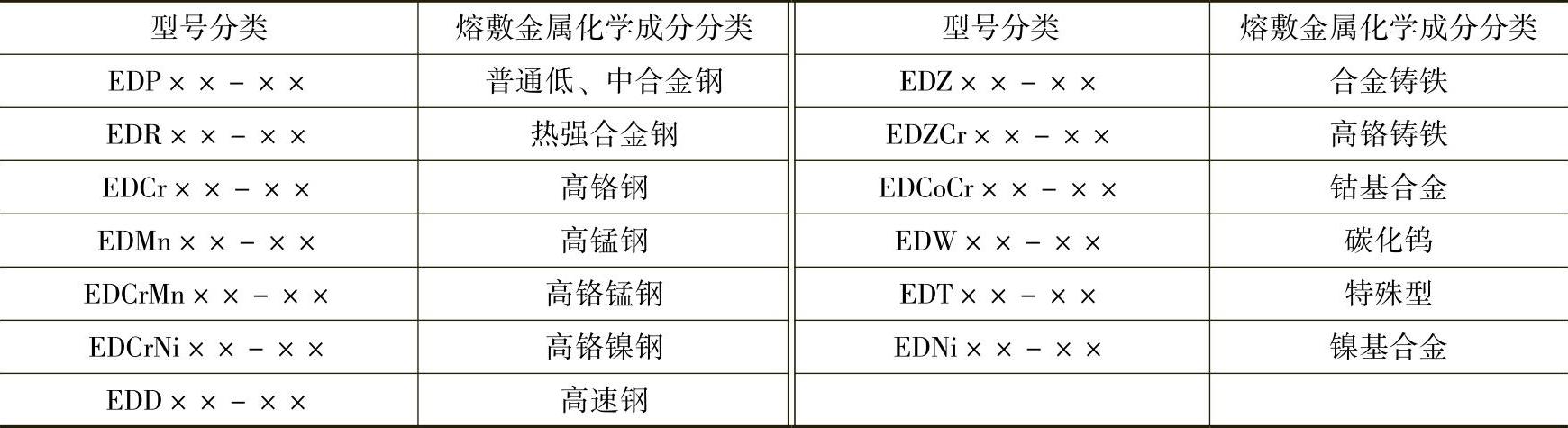
表5-9 药皮类型和电源种类
5.铜及铜合金焊条型号 根据GB/T 3670—1995《铜及铜合金焊条》的规定,铜及铜合金焊条型号的表示方法为:字母“E”表示焊条,在“E”后面的字母直接用元素符号表示型号分类。同一分类中有不同化学成分要求时,用字母或数字表示,并以短画线“-”与前面元素符号分开,例如ECuAl-B。
6.铝及铝合金焊条型号 根据GB/T 3669—2001《铝及铝合金焊条》的规定,铝及铝合金焊条型号的表示方法为:字母“E”表示焊条,E后面的数字表示焊芯用的铝及铝合金牌号。焊芯化学成分见表5-10。
表5-10 焊芯化学成分 (质量分数,%)

注:表中单值除规定外,其他均为最大值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。