



电渣焊常用于垂直位置或接近垂直位置的单道焊接。电渣焊的主要优点是成本低,尤其是可以用电渣焊焊接大型构件来代替大型铸、锻件,经济效益更为显著。与其他熔焊相比,电渣焊具有以下特点和局限性:
(一)电渣焊的特点
1.熔敷效率高 当电流通过渣池时,电阻热将整个渣池加热至高温,热源体积远远大于焊接电弧,大厚度焊件只要留一定装配间隙,便可一次焊接成形,无需中间清理,生产效率高。
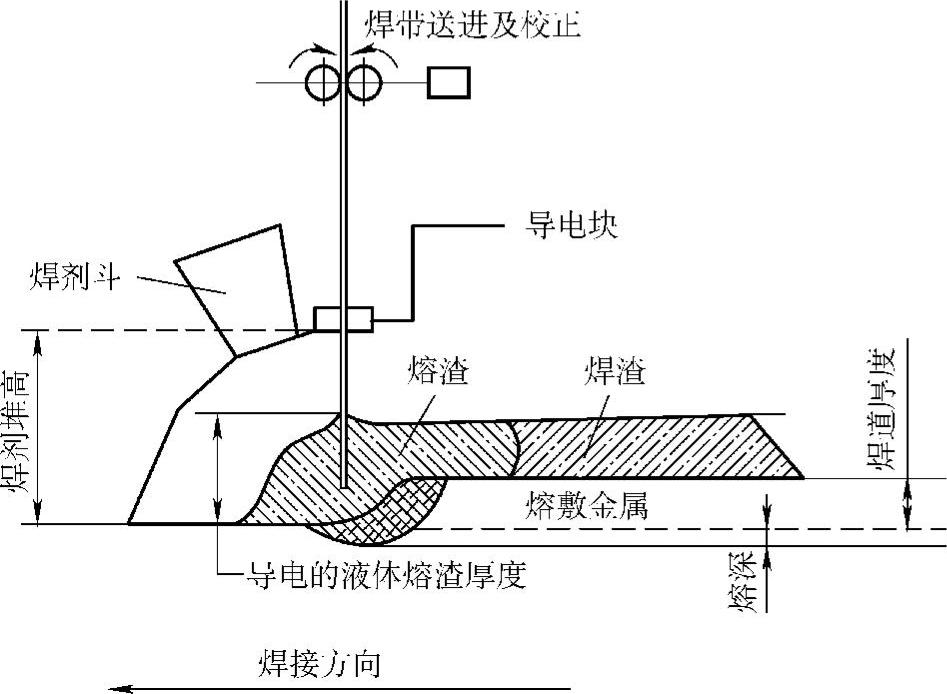
图7-100 带极电渣堆焊过程
2.焊前不要求预热 即使对于淬硬倾向高的材料,电渣焊也不需要预热。电渣焊渣池体积大,高温停留时间较长,加热及冷却速度缓慢,焊接中、高碳钢及合金钢时,不易出现淬硬组织。
3.焊缝金属的纯净度较高 电渣焊一般在垂直或接近垂直的位置焊接,整个焊接过程中,金属熔池上部始终存在液体渣池,夹杂物及气体有较充分的时间上浮至渣池表面或逸出,故不易产生气孔和夹渣。熔化的金属熔滴通过一定距离的渣池,落至金属熔池,由于渣池对金属熔滴有一定的冶金作用,因此,焊缝金属的纯净度较高。
4.焊接接头的准备和装配要求很低 焊接坡口通常使用轧制钢板的边缘或火焰切割面构成Ⅰ形坡口。而且焊件就位简单,只需保证焊缝轴线在垂直或接近垂直的位置。除环缝焊接外,一旦焊接开始无需调整焊件。
5.设备负载持续率高 起弧后连续焊接直到结束。
6.焊接变形最小 电渣焊时大多数为Ⅰ形坡口单道焊缝,由于接头的对称性,因而焊件水平方向无角变形。在垂直平面,由于焊缝金属的收缩产生轻微的变形,但可以通过焊件的装配来控制。(https://www.xing528.com)
7.调整焊接电流或焊接电压 可控制焊缝的成形及性能,并可在较大范围内调节金属熔池的熔宽和熔深,一方面可以调节焊缝的成形系数,以防止焊缝中产生热裂纹;另一方面还可以通过调节母材在焊缝中的比例,来控制焊缝的化学成分和力学性能。
8.焊后需进行正火加回火热处理 由于加热及冷却速度缓慢,高温停留时间较长,焊缝及热影响区晶粒易长大并产生粗大组织,因此焊后应进行正火加回火热处理,以细化晶粒,提高冲击韧度,消除焊接应力。
(二)电渣焊的局限性
1)电渣焊方法只能焊接碳钢、低合金钢、某些不锈钢和少数有色金属。
2)焊接接头位置,必须在立焊或接近立焊位置进行。
3)电渣焊时,一旦焊接开始,焊接过程必须连续进行,直到完成,否则在停焊处会产生焊接缺陷。
4)电渣焊不适用于板厚小于或等于19mm的薄板焊接。
5)对于形状复杂的焊件,很难或无法采用电渣焊。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。