



药芯焊丝是一种用薄钢带卷成圆形钢管,并在钢管中填满一定成分的药粉(或金属粉),或在钢管中填满药粉(或金属粉),经拉拔制成的一种焊丝。
利用药芯焊丝作为熔化极的电弧焊称为药芯焊丝电弧焊(英文简称FCAW焊,ISO代号为136)。焊接过程中使用外加保护气体(一般是纯CO2或CO2+Ar)的药芯焊丝电弧焊,称为药芯焊丝气体保护电弧焊。药芯焊丝气体保护电弧焊与普通熔化极气体保护电弧焊基本相同。不用外加保护气体,只靠焊丝内部的芯料燃烧与分解所产生的气体和熔渣作保护的药芯焊丝电弧焊,称为自保护电弧焊。自保护电弧焊与焊条电弧焊相似,不同的是使用盘状的焊丝,连续不断送到电弧中。
1.药芯焊丝气体保护电弧焊 与实芯焊丝气体保护焊的主要区别是所用焊丝的构造不同。药芯焊丝是在焊丝内部装有焊剂或金属粉末混合物,焊接时在电弧热的作用下,熔化状态的芯料、焊丝金属、母材金属和保护气体相互之间发生冶金作用,形成一层较薄的液态熔渣包覆熔滴并覆盖熔池,对熔化金属构成又一层保护。药芯焊丝气体保护电弧焊实质上是一种气渣联合保护的焊接方法,如图7-128所示。
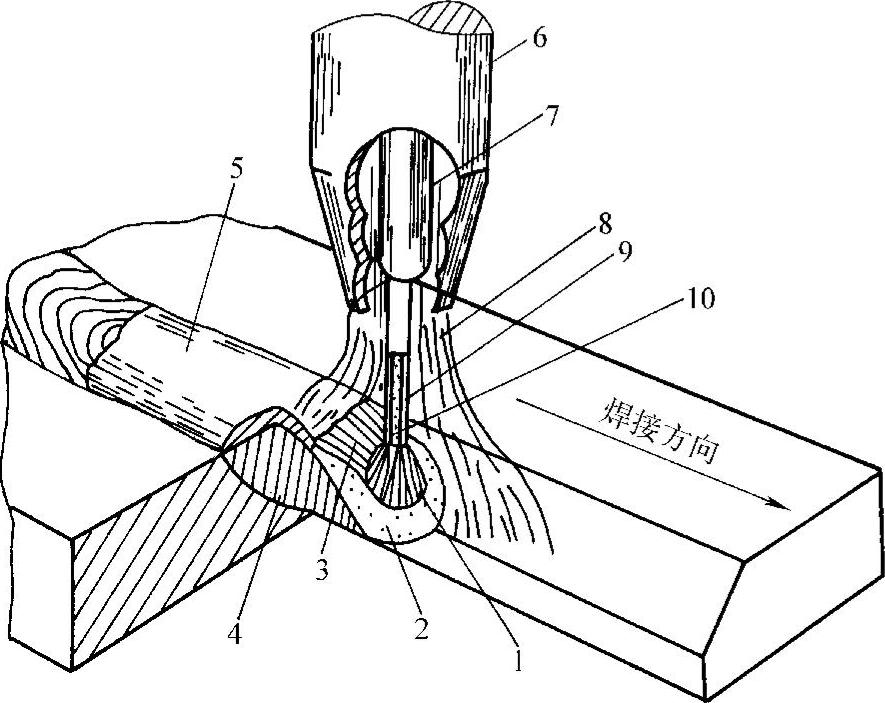
图7-128 药芯焊丝气体保护电弧焊原理(https://www.xing528.com)
1—熔滴 2—熔池 3—熔渣 4—凝固的焊接金属 5—凝固的熔渣 6—喷嘴 7—导电嘴 8—保护气 9—药芯焊丝 10—药粉
2.自保护药芯焊丝电弧焊 自保护药芯焊丝电弧焊通过焊丝芯部药粉中造渣剂、造气剂在电弧高温作用下产生的气、渣对熔滴和熔池进行保护。自保护药芯焊丝电弧焊突出的特点是在施焊过程中具有较强的抗风能力,适合于远离中心城市、交通运输较困难的野外工程。但由于造气剂、造渣剂包覆在金属外皮内部,所产生的气渣对熔滴(特别是焊丝端部的熔滴)的保护效果较差,焊缝金属的韧性稍差。随着科学技术的进步,高韧性自保护药芯焊丝的出现,近几年自保护药芯焊丝的应用领域正在逐渐扩大。
由于在锅炉、压力容器中广泛采用的是药芯焊丝气体保护电弧焊,本节仅对该种焊接工艺进行介绍。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。