



裂纹按形成机理可分为冷裂纹、层状撕裂和热裂纹三种。
(一)冷裂纹
1.定义 焊接接头冷却到较低温度下(对于钢来说,在200~300℃以下)时产生的焊接裂纹。延迟裂纹是冷裂纹的一种,它是焊接接头冷却到室温后,经过一段时间(几小时、几天或几十天)才出现的焊接冷裂纹。冷裂纹经常伴随氢脆产生,所以又称氢致裂纹。
2.发生区域 焊接接头的各个区域。
3.产生冷裂纹的三大要素
1)焊接热影响区和焊缝金属中存在塑性差、相变应力大的马氏体等淬硬组织。
2)焊接热影响区和焊缝金属中氢的吸收和扩散。
3)焊接接头拘束度大,残留应力大。
4.预防措施
1)使用低氢焊接材料,焊接材料按要求烘干,应清理待焊区域的水分、油污及铁锈。
2)采用焊前预热、焊后立即后热、消氢和热处理工艺。
3)合理设计接头和坡口,减小拘束度和残留应力。
4)采用合理的焊接参数,适当增加焊接热输入。
(二)层状撕裂
1.定义 轧制的厚钢板角接接头、T形接头和十字接头中,由于多层焊角焊缝产生的过大Z向应力,在焊接热影响区及附近的母材内引起的沿轧制方向发展的具有阶梯状的裂纹。
层状撕裂产生在200℃以下的低温区,可以看做是冷裂纹的一种形式,层状撕裂是在邻近热影响区或母材中略呈梯状的分离,如图9-2所示。
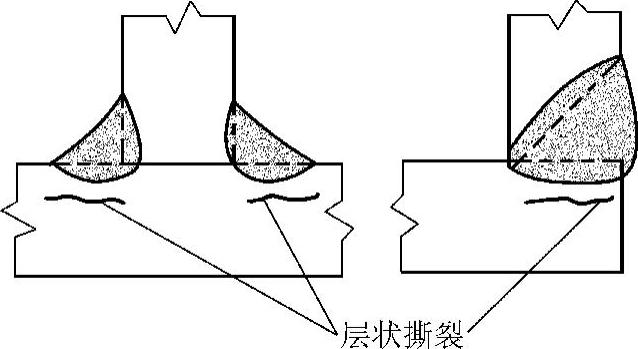
图9-2 层状撕裂
层状撕裂是短距离横向(厚度方向)的高应力引起断裂的一种形式,它可以扩展很长的距离。层状撕裂大致平行于轧制产品的表面。断裂可能从一个层状平面扩展至另一个层状平面。
2.发生区域 焊接热影响区或靠近热影响区的母材处。
3.产生层状撕裂的三大要素
1)母材中,沿钢板轧制方向分布了非金属夹杂物。
2)焊接热影响区的应变时效和氢的吸收和扩散。
3)焊接接头拘束度大,残留应力大。
4.预防措施
1)提高钢材的抗层状撕裂能力(低硫和低氧可改善钢材的抗层状撕裂性能)。
2)合理的设计接头和坡口形式,减小材料厚度方向的拘束度和内部残留应力。
3)从降低内应力的角度选择焊接参数。例如,采用焊缝收缩量最小的焊接顺序,选用具有良好变形能力的焊接材料等。
(三)热裂纹
1.定义 焊接过程中,焊缝或热影响区金属冷却到固相线附近的高温区时所产生的焊接裂纹。
2.分类 热裂纹按形成机理又分为凝固裂纹、液化裂纹和再热裂纹。
(1)凝固裂纹(结晶裂纹) 凝固裂纹是在焊缝凝固过程后期所形成的焊接裂纹,凝固裂纹又称结晶裂纹。凝固裂纹常发生在焊缝金属中。产生凝固裂纹的三大要素如下:(https://www.xing528.com)
1)焊接熔池中存在一定数量的低熔点共晶物(取决于焊缝金属中C、P、S等元素的含量)。
2)焊缝金属结晶的方式使低熔点共晶物封闭在柱状晶体之间(取决于焊缝成形系数)。
3)结晶过程产生足够大的应变(由于拘束度大、焊接热输入大等)。
凝固裂纹的预防措施:
1)减小钢中或焊缝中C、S、P等元素的含量,控制焊缝中Mn、S所占的比例。
2)采用能细化晶粒、焊缝金属抗热裂性好的焊接材料。
3)采用合理的焊接参数,适当减小焊接热输入,适当提高焊缝成形系数。
4)合理设计接头和坡口,减小拘束度和残留应力。
(2)液化裂纹 液化裂纹是在母材近缝区或多层焊的前一焊道因受热作用而液化的晶界上形成的焊接裂纹。液化裂纹常发生在靠近熔合线的热影响区中。产生液化裂纹的三大要素:
1)母材晶粒的晶界上存在低熔点共晶物。
2)焊接过程中,低熔点共晶物完全或局部熔化。
3)近缝区产生足够大的应变。
液化裂纹的预防措施:
1)控制钢中或焊缝中C、S、P等元素的含量,碳的质量分数控制在0.20%以下,而S、P的质量分数要求在0.030%以下。
2)采用小规范、多道焊技术。
3)合理设计接头和坡口,减小拘束度和残留应力。
(3)再热裂纹 再热裂纹是焊接后,在一定温度范围再次加热(消除应力热处理或其他加热过程)而产生的焊接裂纹。其中消除应力热处理后而产生的焊接裂纹又叫消除应力处理裂纹。常发生在热影响区的过热粗晶区。产生再热裂纹的三大要素:
1)母材中存在较多的具有沉淀倾向的碳化物形成元素(例如,Cr-Mo-V、Cr-Mo-V-B、Mn-Ni-Mo-V合金系列等低合金钢),同时,焊接过程中,热影响区受较高温度作用,使奥氏体化的晶粒急剧长大,碳化物溶于固溶体中。
2)焊接接头又经受500~700℃热过程,固溶体中的碳化物沉淀,晶粒内部强化,晶界薄弱。
3)焊接接头存在较大的应力。
防止再热裂纹的产生,除选用具有沉淀倾向的碳化物形成元素含量小的母材外,在工艺上可采取下列措施:
1)采用小焊接热输入的焊接工艺,减小热影响区过热段的尺寸。
2)选用强度比母材低、没有沉淀倾向碳化物形成元素的焊件材料。
3)正确选用消除应力热处理规范,避免焊件在敏感的温度区间停留。
4)采用高温预热、后热,降低接头内应力。
综上所述,产生热裂纹的因素有冶金因素和力学因素。焊缝金属在凝固过程中会形成几种低熔点化合物(如硫化物),它们以液相状态存在于晶粒边界处,这是导致热裂纹的冶金原因。硫是最有害的元素,因为它可反应生成多种低熔点的化合物如硫化铁。所以应使母材和填充金属的含硫量保持低水平。碳是另一种有害元素,因为它影响焊缝金属的液相温度并有降低焊缝金属高温延性的倾向。不可能将母材含碳量进行大范围的改变,但可以用锰对硫的高比值来抵消碳的作用。
硅和磷不直接影响焊缝金属的液相,但会促进硫的偏析,因而助长硫的反应作用。
不论焊缝金属中低熔点化合物含量如何,只要不向焊缝上施加拉应力是不会形成热裂纹的。但是由于应力是不可能避免的,所以,在凝固或再热过程中施加的应力越大,开裂就越严重。
母材的大小和厚度、接头构造、焊道尺寸和形状都会影响焊缝中的机械应力,而且,不同的焊接方法采用的热输入不同,从而会造成不同的显微组织变化和不同的残留应力水平。接头构造应便于进行良好的装配。还应采用可使焊缝的拘束度最小的焊接工艺。
热裂纹是沿晶(晶界或晶粒之间)扩展,而冷裂纹即沿晶扩展又穿晶(横晶)扩展。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。