



(一)咬边
咬边是由于焊接参数选择不当,或操作方法不正确,沿焊趾的母材部位产生的沟槽或凹陷。
咬边一般位于焊缝和母材连接处、角焊缝的焊趾处或者坡口焊缝的熔合线处。咬边也可能出现在单面焊的坡口焊缝根部。最严重的咬边通常可见于焊接时处于垂直位置的母材表面。一般在平焊时较少出现,而在立焊、横焊、仰焊时容易出现。
有些咬边呈弧形缺口,而一些咬边呈尖锐缺口。咬边会造成焊趾处的应力集中,形成了焊缝熔合边界处的机械缺口。咬边产生的缺口越尖锐越深,则缺欠越严重。如果仔细检查,所有的焊缝都有不同程度的咬边。有些咬边可能只有在金相试验中,将焊缝界面腐蚀后经放大后才会发现。当咬边的深度超过了允许的数值时,它才被视为不可接受的焊缝缺欠。
咬边通常由于焊接操作不恰当所致,例如焊条角度不当、运条方式不当或者焊接参数选择不合适(焊接电流过大)引起的。有时电弧过长或焊接速度太快也可能引起咬边。
(二)夹渣
夹渣是由于焊渣残留于焊缝金属中造成的焊接缺欠。
通常只有在熔渣保护电弧焊工艺中,例如焊条电弧焊、药芯焊丝电弧焊、埋弧焊和电渣焊时才产生夹渣。夹渣是因为错误的焊接操作技术和接头焊接可达性较差所致。当焊接操作技术合适时,熔渣容易浮出在液态焊缝金属表面。焊接接头边缘或焊道间的尖缺口会促使焊缝金属中形成夹渣。
熔渣是焊接和熔融焊缝金属冶金反映的产物。氧化物、氮化物和其他杂质溶解于熔渣中,当熔渣浓度低于焊缝金属浓度时,熔渣会自然浮到焊缝表面。焊接过程中,由于电弧的激烈搅拌作用,夹渣可能在熔融焊缝金属表面以下形成。焊渣在电弧之下流动,也可能被液态焊缝金属所覆盖。后者主要是多层焊接中层间清理不当所致。
夹渣对焊缝性能的影响与气孔相同,夹渣对静态拉伸性能的影响主要是降低了有效承载截面。焊缝中少量夹渣,对焊缝金属塑性似乎没有影响。抗拉强度较大的焊缝金属,其韧性通常不受影响,然而随着抗拉强度增加,韧性的降低与夹渣的尺寸、数量成比例。夹渣会影响焊缝金属的疲劳性能。特别是当焊缝余高去除且焊缝不作焊后热处理时,焊缝表面(正面或背面)上的夹渣对疲劳性能的影响程度要比焊缝内部夹渣大的多。
有些因素会阻碍脱渣顺利进行,进而导致夹渣,这些因素有,焊接速度过高、凝固速度快、焊接电流不足、焊条(焊丝)操作不当、前层焊道存在咬边等。几何因素有,焊道成形不良、严重咬边或不合适的坡口形状都提供了熔渣在焊道下面聚集的空间。根部焊道焊接时,如果焊条或焊丝直径过大且电弧仅作用在坡口侧而没有作用在根部时,熔渣很可能卷入根部间隙中并形成焊缝下夹渣。
(三)夹钨
夹钨是在钨极气体保护电弧焊或等离子弧焊时,钨极微粒进入焊缝金属中而产生的焊接缺欠。
夹钨中的钨来自钨电极,这可能是因为钨电极接触到熔池而使一部分钨电极溶于金属熔池,也可能因为焊接电流过大,导致钨电极熔化而滴进了金属熔池。采用X射线检测时,可以看到在夹钨处是一个亮的区域,这是因为钨比周围的金属密度大吸收了大量的X射线。
(四)未熔合
未熔合是熔焊时,焊道与母材之间或焊道与焊道之间,未完全熔化结合的部分。
未熔合(见图9-6),出现在坡口的侧壁、多层焊的层间及焊缝的根部。局部未熔合与气孔和夹杂作用非常相似,它影响焊接接头的完整性。根据焊接接头承载方式不同,局部未熔合的容许范围与气孔、夹渣的限制相似。连续未熔合与未熔透的影响相同。(https://www.xing528.com)
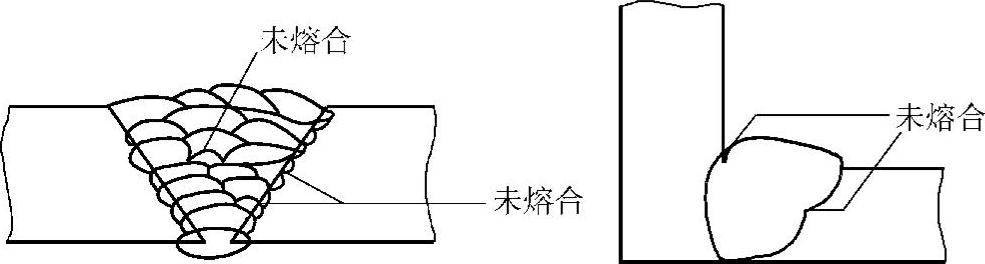
图9-6 焊接接头中的未熔合
对于给定的接头形式和焊接工艺,未熔合的产生原因是焊接操作技术不合适,母材焊接熔深不够或接头设计不合理,导致母材金属或前层熔敷金属或两者都有的未完全熔合。
影响未熔合的焊接参数包括焊接电流较小,热输入量不当,焊条(焊丝)的摆动速度控制得不合适,以及焊接过程中待焊接头表面的电弧可达性受限。即使焊接参数和焊接技术正确,焊前(或层间)清理不够也可能产生未熔合。氧化物或其他外来物质,如金属表面的熔渣也促进了未熔合的形成。
(五)未焊透 未焊透是焊接时,接头根部未完全熔透而产生的焊接缺欠,如图9-7所示。
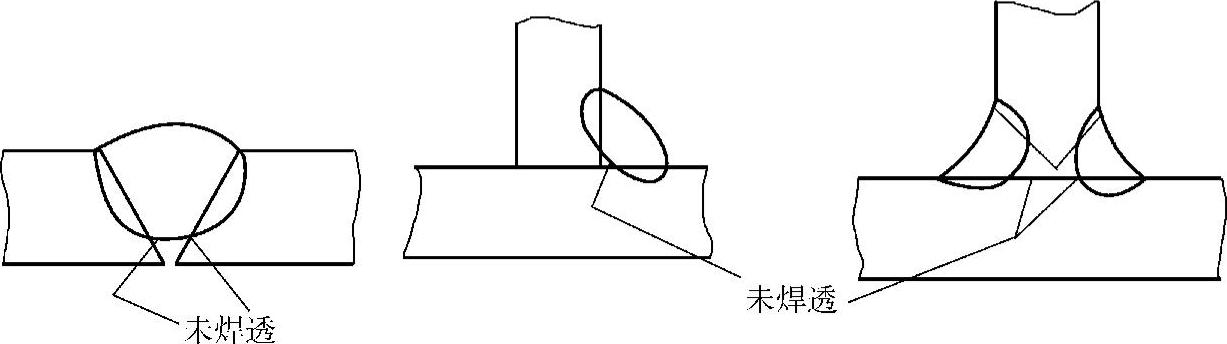
图9-7 焊接接头中的未焊透
根部存在未焊透的单面焊缝,在承受拉应力时,应力集中可能引起脆性断裂(无明显变形)。如果焊缝中的未焊透位于焊缝中性轴上,则弯曲应力较低,但应力集中位于缺欠的两端。未焊透缺欠在任何承受拉伸载荷的焊缝中是不允许的,它能引发扩展型裂纹造成灾难性的破坏。焊缝内部的未焊透检测要比表面缺欠难得多。当外观检查不能发现,必须采用无损检测方法如超声波检测。
设计允许局部焊透(不需要全焊透)的焊接接头,根部未焊透不是焊接缺欠,但是必须保证焊缝有效厚度达到设计要求。
未焊透是由焊接热量不够、焊接速度过快、接头形式不合理、坡口角度不合适或电弧对熔池的控制不当所致。未焊透与接头坡口形式和焊接工艺有关。尤其是管子焊缝,由于内壁存在错边,很容易产生未焊透。焊接工艺必须与接头坡口准备形式相适应,以避免产生未焊透。许多用于双面坡口焊缝的焊接工艺,在背面首道焊缝焊前,应对正面首层焊缝根部清根。这样才能保证背面首道焊缝与正面首道焊缝之间,没有任何未焊透型的焊接缺欠。
(六)未焊满
未焊满是由于填充金属不足,在焊缝表面形成的连续或间断的凹坑。
未焊满表现为焊缝表面凹陷,低于邻近的母材表面。未焊满是由于焊工或自动焊工没有按照焊接工艺规程的要求、没有完全填满焊接接头所致。
(七)焊瘤
焊瘤是在焊接过程中,熔化金属流淌到焊缝以外未熔化的母材上形成的瘤。
焊瘤是一种表面缺欠,它由于焊缝金属铺展或流溢而超出未熔化的焊趾或焊缝,在未熔化的母材上形成的瘤。这种表面缺欠不仅会产生严重的机械缺口,而且会严重影响焊缝外观质量。焊接工艺控制不好,焊接材料选用不当,或者焊前母材坡口制备不合适,都可能引起焊瘤。另外,牢固附着在母材上的氧化物也可以妨碍熔化,从而产生焊瘤。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。