



划线是压力容器制造过程的第一道工序,它直接决定了零件成形后的尺寸精度和几何形状精度,对以后的组对和焊接工序有着很大的影响。
划线是在原材料或经初加工的坯料上划出下料线、加工线、各种位置线和检查线等,并打上(或写上)必要的标志、符号。划线工序通常包括对零件的展开、放样和打标记等环节。划线前应先确定坯料尺寸。坯料尺寸由零件展开尺寸和各种加工余量组成。确定零件展开尺寸的方法主要有以下几种:
1)作图法:指用几何制图法将零件展开成平面图形。
2)计算法:指按展开原理或压(拉)延变形前后面积不变原则推导出计算公式。
3)试验法:指通过试验公式决定形状较复杂零件的坯料展开尺寸,这种方法简单、方便。
4)综合法:指对过于复杂的零件,可对不同部位分别采用作图法、计算法来确定坯料展开尺寸,有时也可用试验法配合验证。
制造容器的零件可分为两类:可展开零件和不可展开零件,如圆形筒体和椭圆形封头就分别属于可展开与不可展开零件。
1.筒节的展开计算
筒节的展开计算比较简单,展开时一般以筒节的平均直径为基准展开即可。但在展开时要考虑钢板在卷板机上弯卷时由于受辊子的碾压,厚度会减薄,长度会伸长。因此,下料尺寸应比计算出来的尺寸短一些。减薄量和伸长量与卷板机的结构形式、弯卷时的冷热状态、卷制工艺和操作等因素有关。在普通三辊卷板机上弯卷,几乎是纯弯曲作用,伸长量很小;钢板在冷态下弯卷,一般可不考虑伸长量。当需要考虑伸长量时,筒节展开长度按式(8-1)计算:
L=πDm-ΔL=π(Di+S)-ΔL (8-1)
式中 L——筒节展开长度(mm);
Dm——筒节平均直径(mm);
Di——筒节内径(mm);
S——板厚(mm);
ΔL——钢板伸长量(mm)。
一般:

筒节划线展开近似计算式见表8-1。
表8-1 筒节展开长度近似计算式
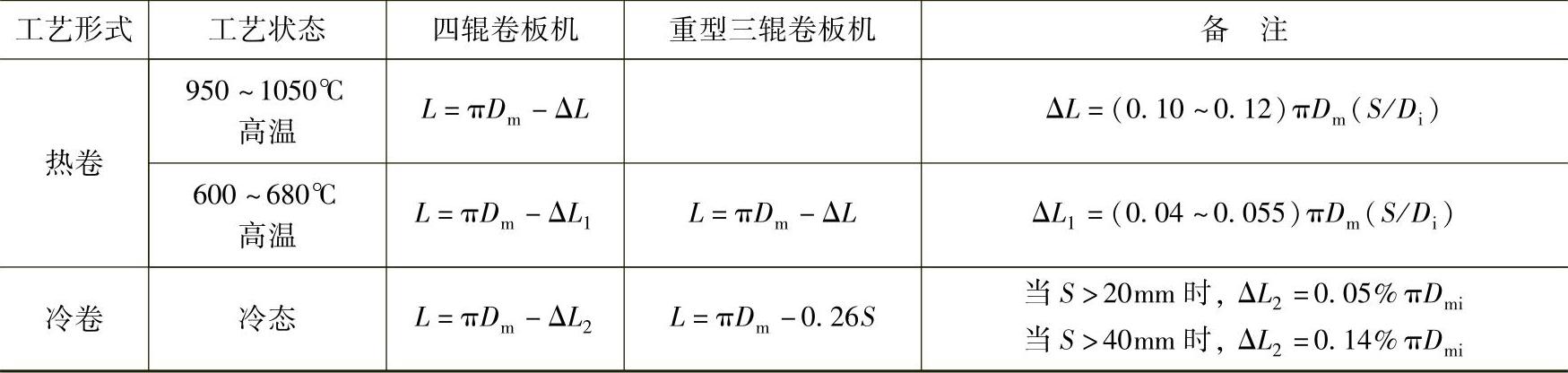
注:冷成形时,L还需对照封头直径大小做适当调整。
2.封头的展开计算
封头的形式有多种,如椭圆形封头、球形封头和折边锥形封头等,它们都属于不可展开的零件。它们从坯料制成零件后,中性层尺寸会发生变化。因此,这类零件的坯料计算比较复杂。
(1)椭圆形封头毛坯尺寸的计算
椭圆形封头的形状较复杂,通常其毛坯直径都是用近似计算方法来确定的。图8-1为椭圆形封头展开简图。
1)周长法。对于椭圆形封头来说,由于椭圆的半周长计算公式是比较复杂的,为了便于实际应用,必须加以适当简化。采用不同的简化方法,便会得到不同的计算公式。
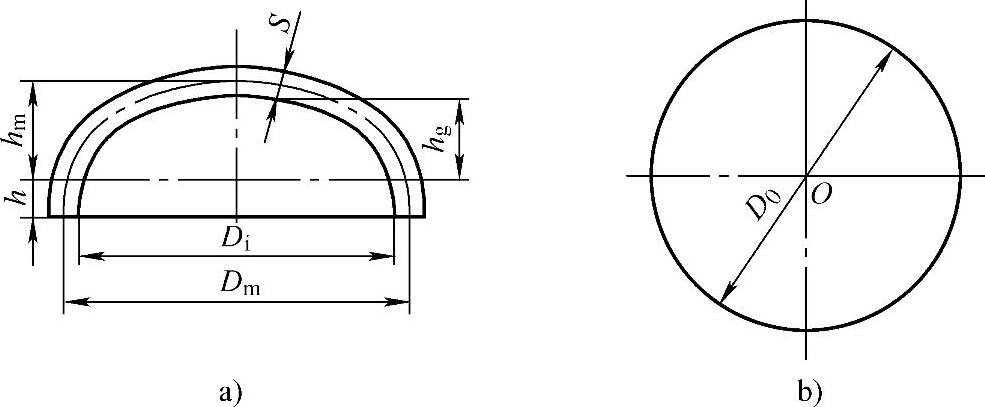
图8-1 椭圆形封头展开简图
a)展开前的形状和尺寸 b)展开后的形状和尺寸
椭圆半周长的近似计算公式:

式中 P——封头椭圆形部分的半周长;
a——椭圆的半长轴;
b——椭圆的半短轴。
封头毛坯直径D0在考虑了一定的加工余量后,可按下式计算:
D0=P+2hK0+2δ
式中 K0——封头冲压成形时的拉伸系数,通常可取为0.75;
δ——封头边缘的加工余量;
h——封头直边高度。(https://www.xing528.com)
按此式计算椭圆形封头的毛坯直径比较繁复。对于a=2b的标准椭圆形封头,就可得到更简单的计算式(8-3):
D0=1.223Di+2hK0+2δ (8-3)
式中 Di——椭圆形封头的内直径。
2)面积法。假定封头毛坯面积等于椭圆形封头中性层的面积。椭圆形封头中性层的面积(F)应等于半椭圆球体面积(Fe)与封头直边部分(包括必要的加工余量)面积(Fs)之和,即
F=Fe+Fs
半椭圆球体面积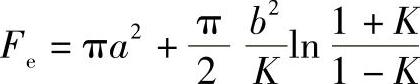
式中 a——椭圆球体中性层的半长轴,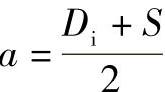 ;
;
b——椭圆球体中性层的半短轴;
K——椭圆率, ;
;
S——板厚。
令 ,则
,则

其中
考虑了加工余量的封头直边部分面积
Fs=π(Di+S)(h+δ)
封头毛坯面积
且F0=F=Fe+Fs
最后可得封头毛坯直径
对于标准椭圆形封头(Di=4b),可算得Ke=1.38。
此时,

除了上述两种计算公式之外,还有许多经验计算方法,如D0=1.2(Di+S)+2h等,均可在一定范围内应用。
(2)球形封头毛坯尺寸的计算
球形封头尺寸如图8-2所示。
球形封头的毛坯尺寸通常根据面积法计算,此时:

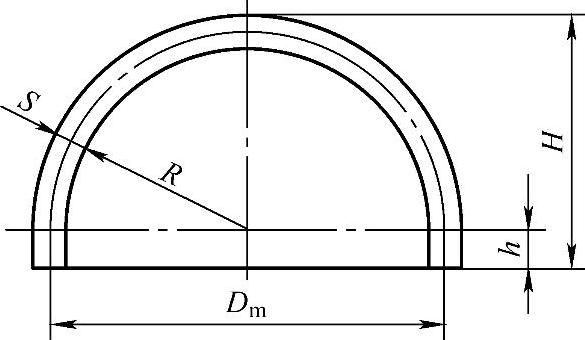
图8-2 球形封头简图

式中 δ——球形封头边缘的机械加工余量;
D0——球形封头毛坯直径;
Dm——球形封头平均直径;
h——球形封头直边高(一般情况下球形封头h=0)。
此外,也可按近似公式计算:
D0=1.43Di+2h (8-6)
式中 Di——球形封头内径。
由于封头成形过程中受模具间隙、加热温度、压边力大小等具体工艺条件的影响,封头坯料尺寸可作适当修正。目前,国内不少企业根据自己的经验整理出一些既简单又实用的坯料计算经验公式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。