



1.概述
焊接是通过加热或加压,或两者兼用,使焊件达到原子间结合并形成永久接头的工艺过程。世界每年钢材消耗量的50%都有焊接工序的参与,在现代制造工业中,焊接结构广泛应用于金属结构件的生产,例如容器、桥梁、船体、车厢等都可采用焊接结构。
焊接可分为三大类:熔焊、压焊和钎焊。
(1)熔焊
将要焊接的工件局部加热至熔化,冷凝后形成焊缝而使构件连接在一起的加工方法。包括电弧焊、气焊、电渣焊、电子束焊、激光焊等。熔焊是广泛采用的焊接方法,大多数的低碳钢、合金钢都采用熔焊方法焊接。特种熔焊还可以焊接陶瓷、玻璃等非金属。
(2)压焊
焊接过程中必须要施加压力,可能加热也可能不加热才能完成的焊接。其加热的主要目的是为使金属软化,靠施加压力使金属塑变,让原子接近到相互稳固吸引的距离,这一点与熔焊时的加热有本质的不同。压焊包括电阻焊、摩擦焊、超声波焊、冷压焊、爆炸焊、扩散焊、磁力焊。其特点是焊接变形小、裂纹少、易实现自动化等。
(3)钎焊
将熔点比母材低的钎料加热至熔化,但加热温度低于母材的熔点,用熔化的钎料填充焊缝、润湿母材并与母材相互扩散形成一体的焊接方法。钎焊分两大类:硬钎焊和软钎焊。硬钎焊的加热温度大于450℃,抗拉强度大于200MPa,经常用银基、铜基钎料,适于工作应力大、环境温度高的场合,比如硬质合金车刀、地质钻头的焊接。软钎焊的加热温度小于450℃,抗拉强度小于70MPa,适于应力小、工作温度低的环境,比如电路的锡基钎焊。
2.焊条电弧焊
焊条电弧焊通常又称为手工电弧焊,是应用最普遍的熔焊焊接方法,它是利用电弧产生的高温、高热量进行焊接的。焊条电弧焊属于熔焊的一种。
(1)焊条电弧焊的焊接过程
如图8-18所示,焊接时电源的一极接工件,另一极与焊条相接。工件和焊条之间的空间在外电场的作用下产生电弧。该电弧的弧柱温度可高达5000~8000K,阴极温度达2400K,阳极温度达2600K。它一方面使工件接头处局部熔化,同时也使焊条端部不断熔化而滴入焊件接头空隙中,形成金属熔池。当焊条移开后,熔池金属很快冷却、凝固形成焊缝,使工件的两部分牢固地连接在一起。
(2)焊条电弧焊的设备与工具
焊条电弧焊的电源设备分三类:交流弧焊电源、直流弧焊电源、逆变弧焊电源。
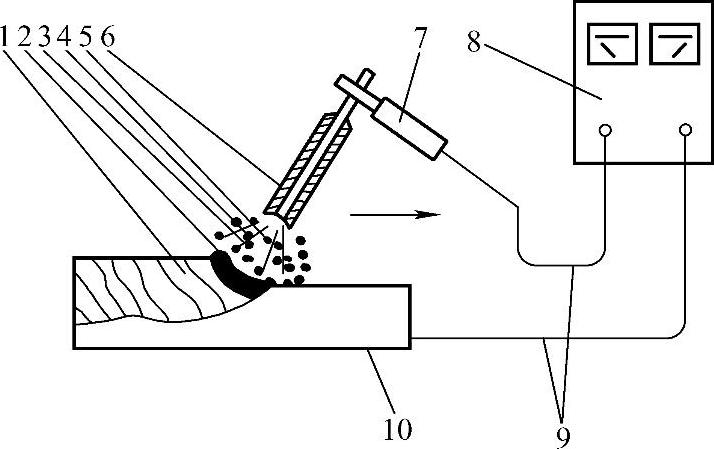
图8-18 焊条电弧焊的焊接过程
1—焊缝 2—熔池 3—保护气体 4—电弧 5—熔滴 6—焊条 7—焊钳 8—焊机 9—焊接电缆 10—焊件
1)对焊条电弧焊电源设备的要求。焊条电弧焊时,欲获得优良的焊接接头,首先要使电弧稳定地燃烧。决定电弧稳定燃烧的因素很多,如电源设备、焊条成分、焊接规范及操作工艺等,其中主要的因素是电源设备。焊接电弧在起弧和燃烧时所需要的能量,是靠电弧电压和焊接电流来保证的,为确保能顺利起弧和稳定地燃烧,必须满足以下要求:
①焊接电源在引弧时,应供给电弧以较高的电压(但考虑到操作人员的安全,这个电压不宜太高,通常规定该空载电压为50~90V)和较小的电流(几个安培);引燃电弧、并稳定燃烧后,又能供给电弧以较低的电压(16~40V)和较大的电流(几十至几百安培)。电源的这种特性,称为陡降外特性。
②焊接电源还应可以灵活调节焊接电流,以满足焊接不同厚度的工件时所需的电流。此外,还应具有好的动特性。
2)交流弧焊电源。交流弧焊电源是一种特殊的降压变压器,它具有结构简单、噪音小、价格便宜、使用可靠、维护方便等优点。交流弧焊电源分动铁式和动圈式两种。BX1—300型动铁式弧焊机是目前用得较广的一种交流弧焊机,其外形如图8-19所示。交流弧焊机可将工业用的电压(220V或380V)降低至空载60~70V、电弧燃烧时20~35V。它的电流调节通过改变活动铁心的位置来进行,具体操作方法是借转动调节手柄,并根据电流指示盘将电流调节到所需值。动圈式弧焊电源则通过变压器的一次和二次线圈的相对位置来调节焊接电流的大小。BX3型动圈式弧焊变压器示意图如图8-20所示。
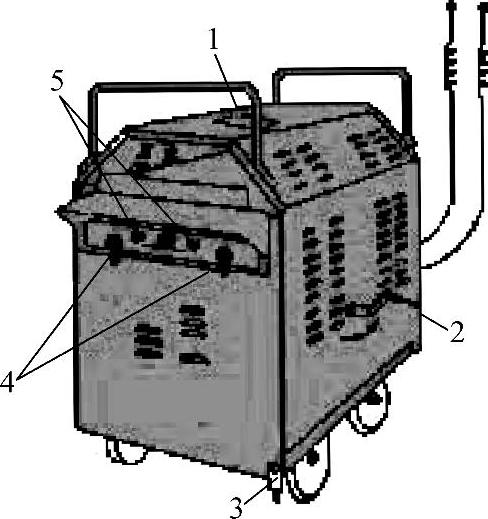
图8-19 BX1—300型交流弧焊机
1—电流指示盘 2—调节手柄(细调电流) 3—接地螺钉 4—焊接电源两极(接工件和焊条) 5—线圈抽头(粗调电流)
3)直流弧焊电源。直流弧焊电源输出端有正、负极之分,焊接时电弧两端极性不变。弧焊机正、负两极与焊条、焊件有两种不同的接线法:将焊件接到弧焊机正极,焊条接至负极,这种接法称为正接,又称正极性;反之,将焊件接到负极,焊条接至正极,称为反接,又称反极性,如图8-21所示。焊接厚板时,一般采用直流正接,这是因为电弧正极的温度和热量比负极高,采用正接能获得较大的熔深。焊接薄板时,为了防止烧穿,常采用反接。在使用碱性低氢钠型焊条时,均采用直流反接。
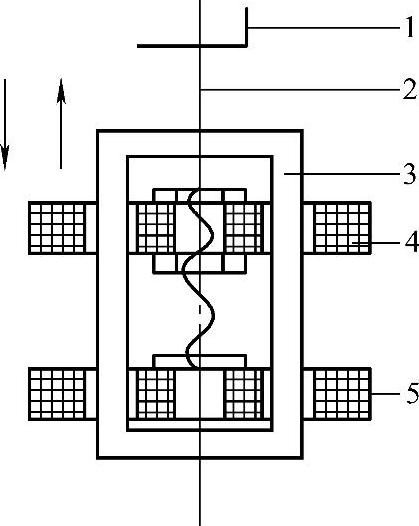
图8-20 BX3型动圈式弧焊变压器示意图
1—调节手柄 2—调节螺杆 3—主铁心 4—可动二次线圈 5—一次线圈
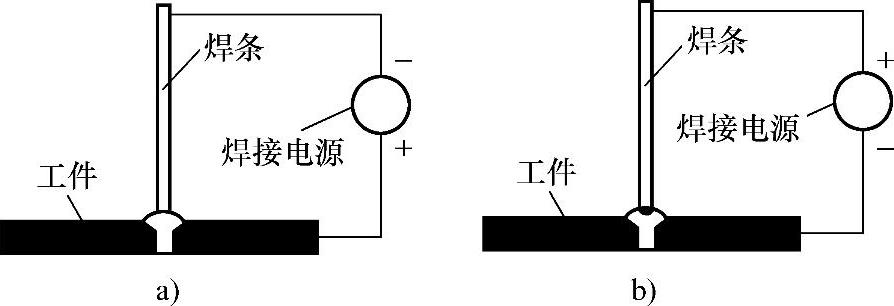
图8-21 直流弧焊机的不同极性接法
a)正接法 b)负接法
①旋转式直流弧焊机。旋转式直流弧焊机是由一台三相感应电动机和一台直流弧焊发电机组成,又称弧焊发电机。它的特点是能够得到稳定的直流电,因此,引弧容易,电弧稳定,焊接质量较好。但这种直流弧焊机结构复杂,价格比交流弧焊机贵得多,维修较困难,使用时噪声大。现在,这种弧焊机已停止生产,正在淘汰中。
②整流式直流弧焊机。整流式直流弧焊机的结构相当于在交流弧焊机上加上整流器,从而把交流电变成直流电。它既弥补了交流弧焊机电弧稳定性不好的缺点,又比旋转式直流弧焊机结构简单,消除了噪声。它已逐步取代旋转式直流弧焊机。
③逆变式弧焊变压器。逆变是指将直流电变为交流电的过程。它可通过逆变改变电源的频率,得到想要的焊接波形。其特点是:提高了变压器的工作频率,使主变压器的体积大大缩小,方便移动;提高了电源的功率因数;有良好的动特性;飞溅小,可一机多用,可完成多种焊接。其原理框图如图8-22所示。

图8-22 逆变式弧焊变压器的基本原理框图
3.埋弧焊
(1)埋弧焊焊接过程
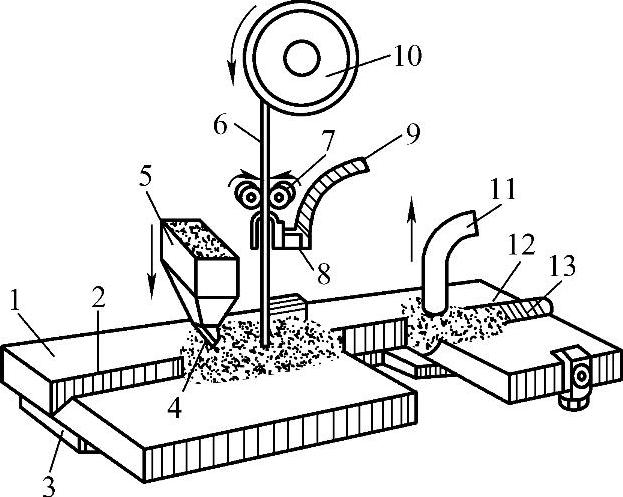
埋弧焊的焊接过程与焊条电弧焊的基本一样,热源也是电弧,但把焊丝上的药皮改变成了颗粒状的焊剂。焊接前先把焊剂铺撒在焊缝上40~60mm厚,焊缝的形成过程如图8-23所示。

图8-23 埋弧焊时焊缝的形成过程
1—焊丝 2—焊件 3—焊剂 4—液态金属 5—液态焊剂 6—焊缝 7—焊渣
焊接时,焊丝与焊件之间的电弧完全掩埋在40~60mm厚的焊剂层下燃烧。靠近电弧区的焊剂在电弧热的作用下被熔化,这样,颗粒状焊剂、熔化的焊剂把电弧和熔池金属严密的包围住,使之与外界空气隔绝。焊丝不断地送进到电弧区,并沿着焊接方向移动,电弧也随之移动,继续熔化焊件与焊剂,形成大量液态金属与液态焊剂,待冷却后,便形成了焊缝与焊渣。由于电弧是埋在焊剂下面,故称埋弧焊(又称焊剂层下电弧焊)。当埋弧焊焊接过程中的焊丝送进和焊丝沿焊缝向前移动两种操作均由焊机自动完成时,这就是人们常说的自动埋弧焊。埋弧焊的焊接过程如图8-24所示。焊件接口开坡口(30mm以下可不开坡口)后,先进行定位焊,并在焊件下面垫金属板,以防止液态金属流出。接通焊接电源开始焊接时,送丝轮由电动机传动,将焊丝从焊丝盘中拉出,并经导电器送向电弧燃烧区,焊剂也从焊剂斗送到电弧区的前面。在焊剂的两侧装有挡板,以免焊剂向两面散开。焊完后便形成焊缝与焊渣。部分未熔化的焊剂,由焊剂回收器吸回到焊剂斗中,以备继续使用。埋弧焊机外形如图8-25所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图8-24 埋弧焊的焊接过程
1—焊件 2—V形坡口 3—垫板 4—焊剂 5—焊剂斗 6—焊丝 7—送丝轮 8—导电器 9—电缆 10—焊丝盘11—焊剂回收器 12—焊渣 13—焊缝
图8-25 埋弧焊机
(2)埋弧焊的特点及应用
埋弧焊的优点是:
1)生产效率高。埋弧焊的生产率可比焊条电弧焊提高5~10倍。由于埋弧焊时焊丝上无药皮,焊丝可很长,并能连续送进而无需更换焊条,故可采用大电流焊接(比焊条电弧焊大6~8倍),因此电弧热量大,焊丝熔化快,熔深也大,焊接速度比焊条电弧焊快的多。板厚30mm以下的埋弧焊可不开坡口,而且焊接变形小。
2)焊剂层对焊缝金属的保护好,所以焊缝质量好。
3)节约钢材和电能。钢板厚度一般在30mm以下时,埋弧焊可不开坡口,这就大大节省了钢材,而且由于电弧被焊剂保护着,使电弧的热得到充分利用,从而节省了电能。
4)改善了劳动条件。除减少劳动量之外,由于埋弧焊时看不到弧光,焊接过程中发出的气体量少,这对保护焊工的眼睛和身体健康非常有益。
埋弧焊的缺点是适应能力差,只能在水平位置焊接长直焊缝或大直径的环焊缝。
4.手工钨极氩弧焊
在焊接时为保护焊缝不被空气影响,常采用气体和熔渣联合保护。只使用外加气体来保护电弧及焊缝,并作为电弧介质的电弧焊,称为气体保护焊。
氩弧焊是采用氩气作为保护气体的一种气体保护焊方法。氩弧焊根据所采用的电极类型可分为非熔化极氩弧焊和熔化极氩弧焊两大类。非熔化极氩弧焊又称为钨极氩弧焊,是一种常用的气体保护焊方法。
(1)焊接过程
钨极氩弧焊又称钨极惰性气体保护焊,它是使用纯钨或活化钨电极,以惰性气体(氩气)作为保护气体的气体保护焊方法,如图8-26所示。钨棒电极只起导电作用不熔化,通电后在钨极和工件间产生电弧。在焊接过程中可以填丝也可以不填丝。填丝时,焊丝应从钨极前方添加。钨极氩弧焊又可分为手工钨极氩弧焊和自动焊两种,其中手工钨极氩弧焊应用较为广泛。
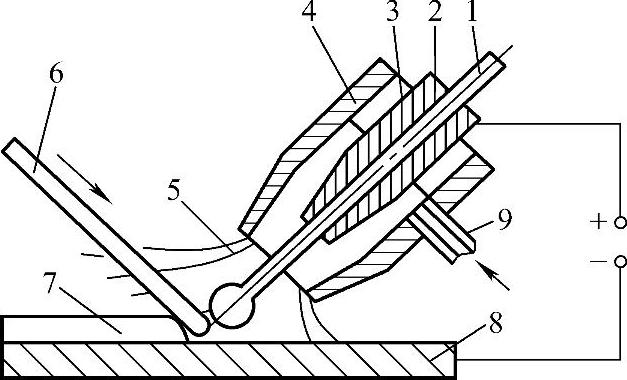
图8-26 钨极氩弧焊
1—钨极 2—导电嘴 3—绝缘套 4—喷嘴 5—氩气流 6—焊丝 7—焊缝 8—工件 9—进气管
(2)钨极氩弧焊的特点
钨极氩弧焊的优点是:由于焊缝被保护得好,故焊缝金属纯度高、性能好;焊接时加热集中,所以焊件变形小;电弧稳定性好,在小电流(<10A)时电弧也能稳定燃烧;焊接过程很容易实现机械化和自动化。
钨极氩弧焊的缺点是:氩气较贵,焊前对焊件的清理要求很严格。同时由于钨极的载流能力有限,焊缝熔深浅,只适合于焊接薄板(<6mm)和超薄板。为了防止钨极的非正常烧损,避免焊缝产生夹钨的缺陷,不能采用常用的短路引弧法,必须采用特殊的非接触引弧方式。
氩弧焊主要被用来焊接不锈钢与其他合金钢,并且还可以在无焊药的情况下焊接铝、铝合金、镁合金及薄壁制件。
5.电阻焊
电阻焊(又称压焊)是一种常用的焊接方法,电阻焊机如图8-27所示。它是利用电流直接流过工件本身及工件间的接触面所产生的电阻热,使工件局部加热到高塑性或熔化状态,同时加压而完成的焊接过程。电阻对焊机工作示意图如图8-28所示。
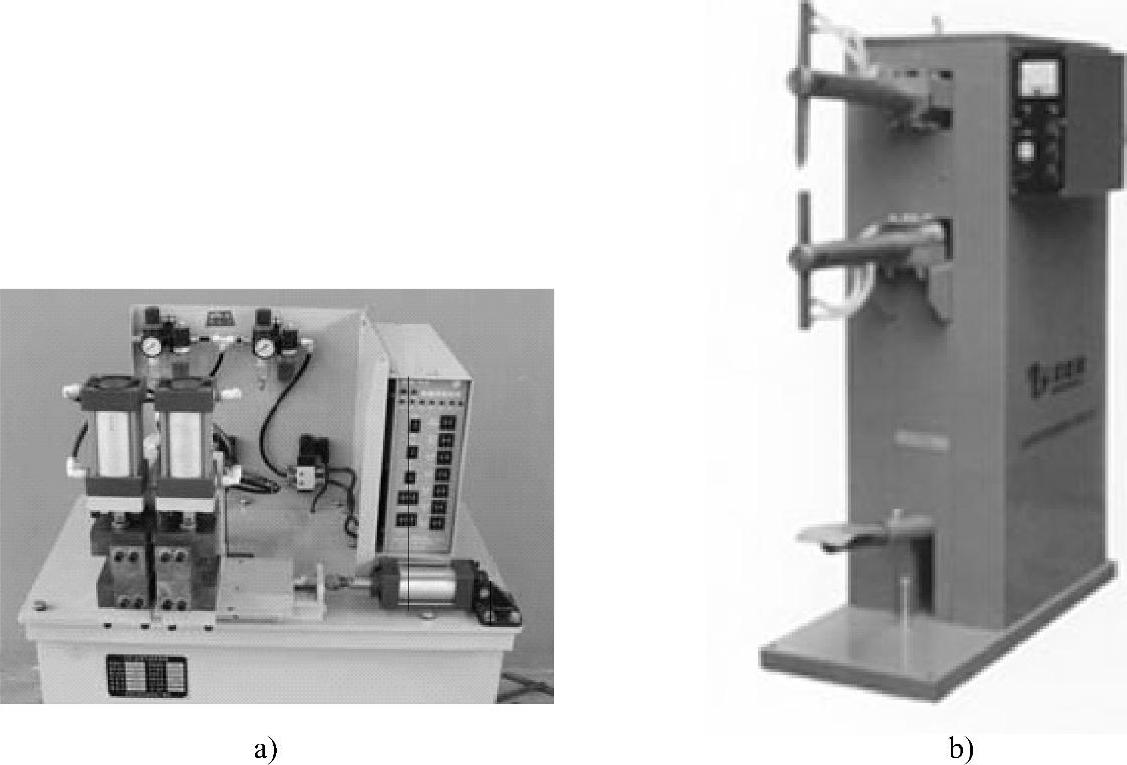
图8-27 电阻焊机外形图
a)电阻对焊机 b)电阻点焊机
电阻焊的主要特点是:
1)低电压、大电流(几千至几万安培),完成一个焊接接头时间极短(0.01s至几秒),所以生产率很高。
2)焊接时加热加压同时进行,接头在压力下焊合。
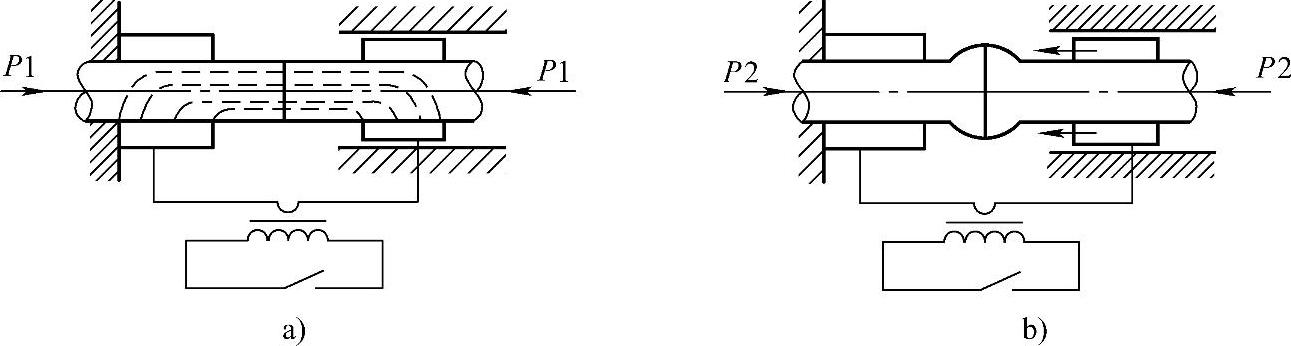
图8-28 电阻对焊机工作示意图
a)加初压力、通电加热 b)断电、顶锻
3)焊接时不需要填充金属及焊药。
电阻焊的焊接方法很多,按接头形状的不同,可分为点焊、缝焊(俗称滚焊)、对焊。
点焊是焊件在接头处接触面的个别点上被焊接起来。点焊要求金属要有较好的塑性。最简单的点焊应用示例如图8-29所示。
点焊时,先把焊件表面清理干净,再把被焊的板料搭接装配好,压在两柱状铜电极之间,施加压力P压紧,如图8-30a所示。当通过足够大的电流时,在板的接触处产生大量的电阻热,将中心最热区域的金属很快加热至高塑性或熔化状态,形成一个透镜形的液态熔池。继续保持压力p,断开电流,金属冷却后,形成了一个焊点。点焊机的外形如图8-30b所示。
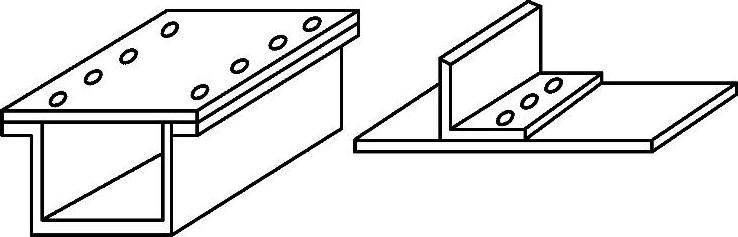
图8-29 点焊示例
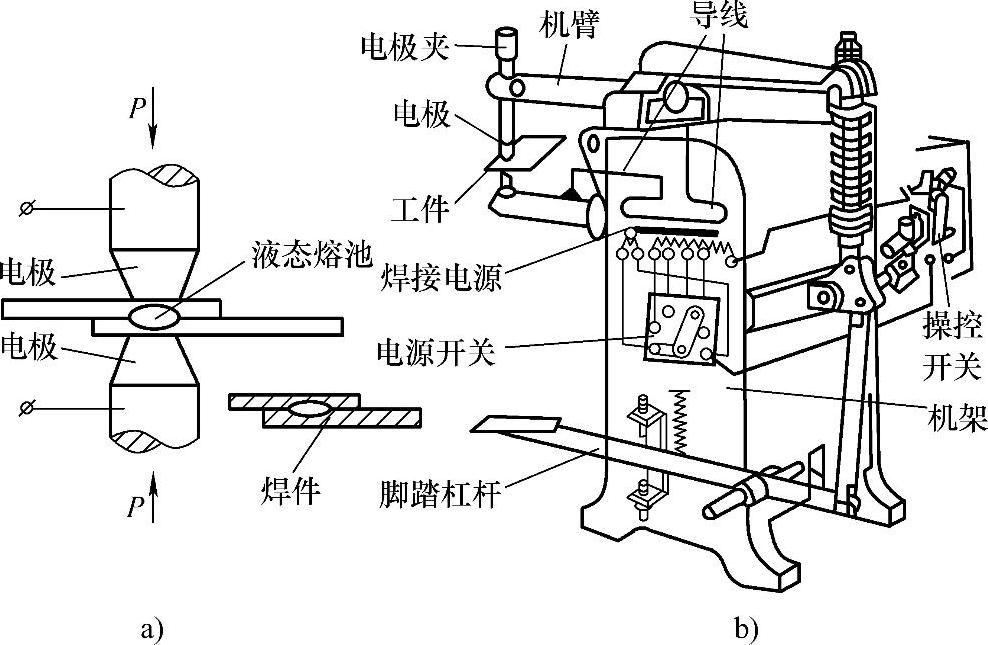
图8-30 电焊过程及电焊机外形
a)点焊过程 b)点焊机
点焊由于焊点间有一定的间距,所以只用于没有密封性要求的薄板搭接结构和金属网、交叉钢筋结构件等的焊接。如果把柱状电极换成圆盘状电极,电极紧压焊件并转动,焊件在圆盘状电极之间连续送进,再配合脉冲式通电,就能形成一个连续并重叠的焊点,形成焊缝,这就是缝焊。它主要用于有密封要求或接头强度要求较高的薄板搭接结构件的焊接,如油箱、水箱等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。