



机械零件损坏以后,有一些经过修复可以再使用,这样可以节约资金、材料和修复所需的时间。目前比较常用的方法有钳工修复法、机械修复法、焊修法、电镀法、喷涂法、粘修法、熔敷法等。
1.钳工修复法
钳工修复法是最常用的方法,而且使用其他的修复方法时也常需要以钳工作为配合和补充。常用的钳工修复法有:
(1)研磨法 用研磨工具(研磨平板、研磨棒等)和研磨剂在零件表面去除很薄的一层材料,切削量很小,但是可以达到很高的表面光滑程度和尺寸精度(Ra=0.5~0.8μm)。可以加工硬度高的表面。
(2)刮研法 常用于机床导轨,滑动轴承轴瓦的修复,可以提高零件的几何精度、尺寸精度、接触精度等,是一种手工操作,发热小,几乎没有热变形,可以达到很高的精度。常用每25mm×25mm(平方英寸)的接触点数表示接触精度要求。
2.机械修复法
(1)局部更换法 机械零件的某一个部位损坏严重,而其他部位完好,则可以只更换损坏的部位,如图3-8的制动瓦。
(2)换位法 有一些零件由于工作特点,只有一侧表面损坏,另一面完好。在可能的情况下,把该零件反过来使用,可以延长其使用寿命。
(3)镶补法 大型机械零件局部损坏时,可以局部镶补使其恢复功能。如图3-28镶齿的齿轮。
(4)修理尺寸法 修理时把零件的损坏表面加工去掉一薄层,把其他零件有关尺寸相应加大,使其能够正常工作。又如大型齿轮传动装置大齿轮表面损伤可以采用负变位大齿轮,把大齿轮按负变位尺寸加工,去掉一层,另做一个正变位的小齿轮,令大、小齿轮的变位系数x2、x1有关系:x1+x2=0。则可以继续工作。内燃机的曲轴轴径,气缸等都可以采用这种方法修复,要求设计时留有足够的预留尺寸裕量。
图3-28 镶齿的齿轮
(5)塑性变形法 机械零件磨损后尺寸变小,用锤击、滚压等方法使其产生塑性变形,尺寸加大,恢复原来的功能。例如因磨损而使钥匙凸齿的高度降低而不能使用时,可以采用这一方法使钥匙的齿“变高”一些,恢复原来的功能。
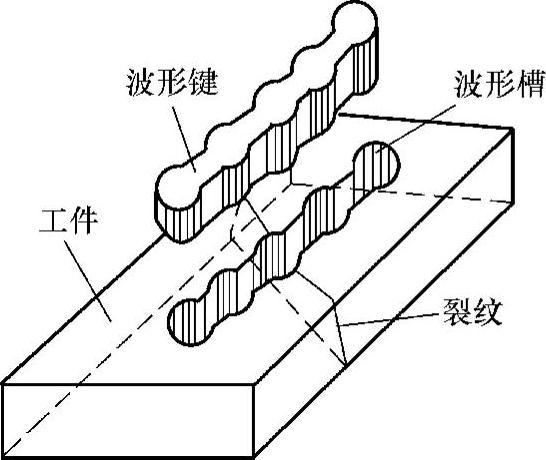
(6)利用波形键连接 图3-29所示为连接用的波形键。利用波形键可以把出现裂纹的零件,如机架、箱体、甚至出船舶的船体,使其恢复工作能力。图3-30所示为波形键嵌入波形槽的情况。一般的波形键(图3-29)颈宽b=3~6mm,其他尺寸取:凸缘直径d=(1.2~1.6)b,凸缘间距l=(2~2.2)b,厚度t<b。凸缘个数一般取5、7、9。波形键材料应该具有足够的强度和韧性,经过热处理以后适于锤接,加工硬化性好,而且不变脆,锤击以后强度会有较大的提高。在高温下工作的波形键线膨胀系数应与零件接近,以免出现温度升高以后脱落或出现裂纹。常用的材料有1Cr18Ni9Ti,1Cr18Ni9等,与铸铁线膨胀系数接近的有Ni36等。波形键的布置型式见图3-31。波形键槽应尽量垂直于裂纹。
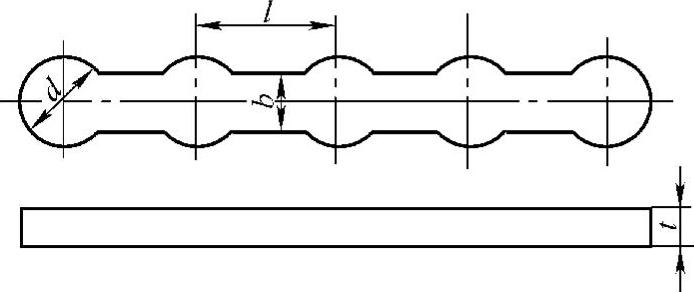
图3-29 波形键的主要尺寸
 (https://www.xing528.com)
(https://www.xing528.com)
图3-30 波形键与槽
3.焊修法
利用焊接的方法可以修复常用材料制造的多种机械零件。这些零件的失效形式有磨损、断裂、裂纹、凹坑等。采用焊修法有许多优点:覆盖层与原来的零件有很高的结合强度,加工设备简单,生产效率高,零件的形状和尺寸不受限制,对加工场地没有严格的要求,成本低。其主要缺点有:焊接时产生很高的温度,会引起金属组织的变化,产生热应力,甚至产生裂纹和变形。常用的焊修法有:
(1)堆焊 在零件表面堆焊一层或几层具有要求性能的材料,不但可以修复磨损的零件而且还可以提高零件的耐磨性等性能。一般堆焊的工艺是:工件预热—堆焊—消除内应力—表面加工成要求的形状、尺寸和表面粗糙度。轧钢使用的轧辊已广泛采用堆焊工艺,节省了大量的新轧辊。
(2)焊补 铸铁制造的大型零件如床身、底座、机架等,发生裂纹或缺陷,重新制造需要很长的时间和人力、物力,焊补是首选的修理方法,修补的主要是灰铸铁。由于铸铁的焊接性能较差,焊接时要采用必要的技术措施,以保证焊接质量。
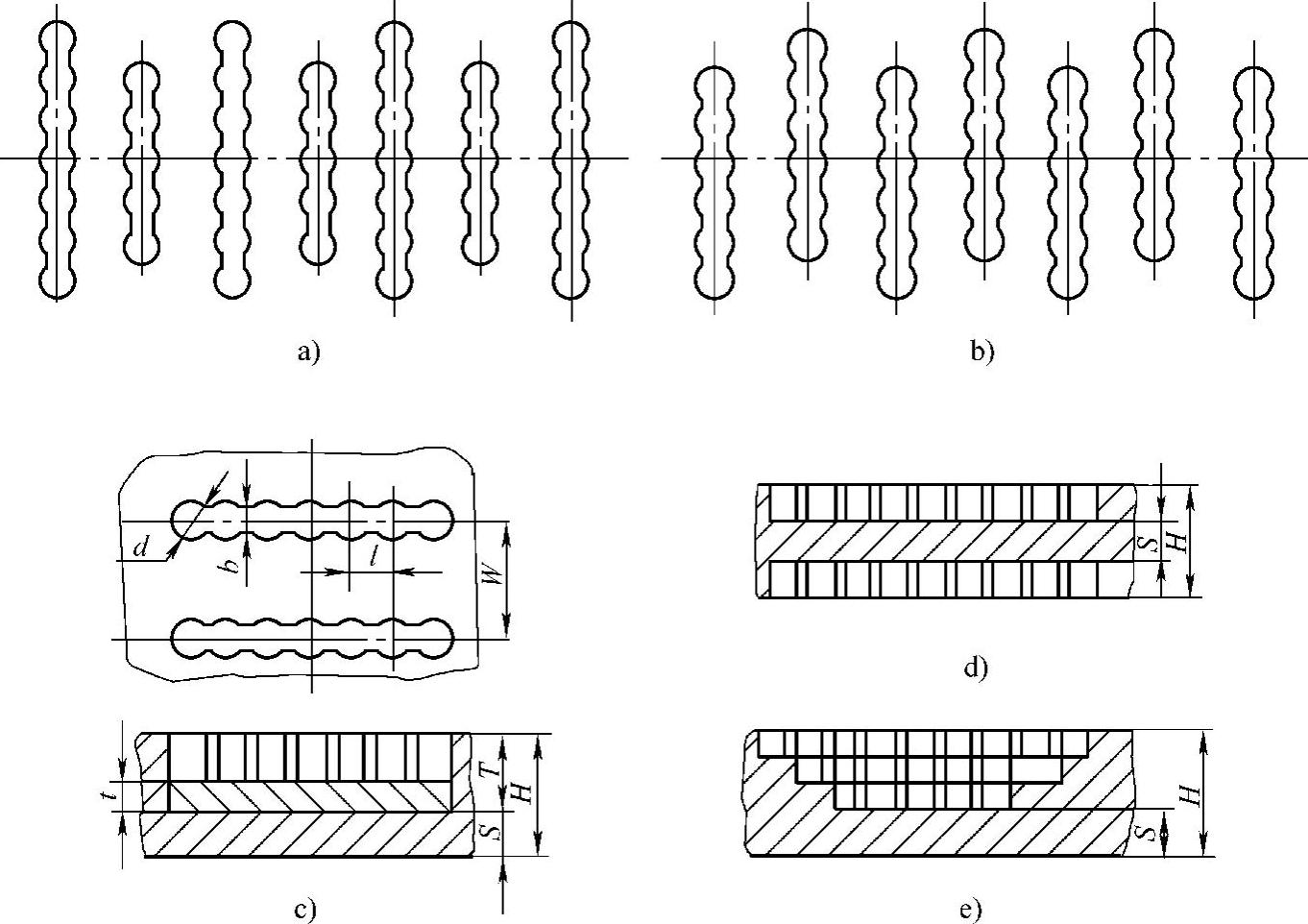
图3-31 波形键的布置型式
a)长短交替布置 b)前后相错布置 c)单面布置 d)双面布置 e)阶梯型布置
(3)钎焊 将焊接材料和焊件加热到钎料熔点(低于母材的熔点),利用钎料将零件焊接。这种方法零件温度低,零件表面光滑,工艺简单但是强度低,熔料对零件有腐蚀。
4.电镀法
用电镀法修复零件可以修复零件被磨损的尺寸和表面粗糙度(镀后再加工)。常用的电镀方法有镀铬、低温镀铁和电刷镀。其中电刷镀方法简单,使用广泛。
5.喷涂法
几乎所有的合金和金属都可以采用热喷涂的方法涂敷在各种材料制成的零件表面,零件大小和形状不受限制,被喷涂的零件温度可以保持在30~200℃之间。涂层厚度容易控制,由几十微米到几毫米。
6.粘修法
胶接可以粘接各种不同的材料,加工过程中不需要高温,不会产生变形、退火、氧化等问题。其不足是抗冲击性能差,长期与空气、水和光接触时,胶层容易老化。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。