



合模系统的作用是保证模具闭合、开启和顶出制品。同时在模具闭合后供给模具足够的锁模力,以抵抗熔融塑料进入模具型腔产生的压力,防止发生模具开缝影响制品质量的不良现象。
合模系统主要由合模装置、调模装置、顶出装置、前后固定模板、移动模板、合模液压缸和安全保护机构组成。
1.合模装置
按照提供锁模力的方式,合模装置可分为机械式、液压式、液压-机械式和电动-机械式。机械式合模装置由于工作时噪声大,惯性冲击大,零部件易磨损,目前已很少采用。
(1)液压式合模装置 液压式合模装置是依靠液体压力实现模具的启闭和锁紧作用的。目前常用的液压式合模装置有单缸直压式、增压式和充液式,如图1-23~图1-25所示。
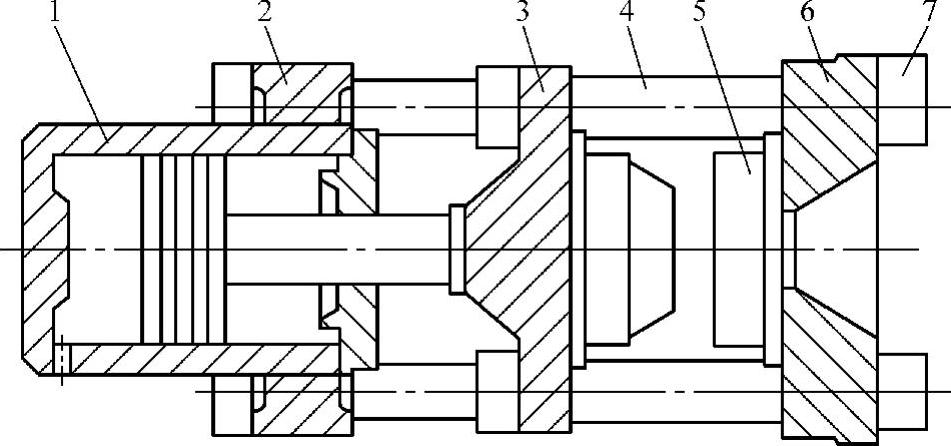
图1-23 单缸直压式合模装置
1—合模液压缸 2—后定模板 3—动模板 4—拉杆 5—模具 6—前定模板 7—拉杆螺母
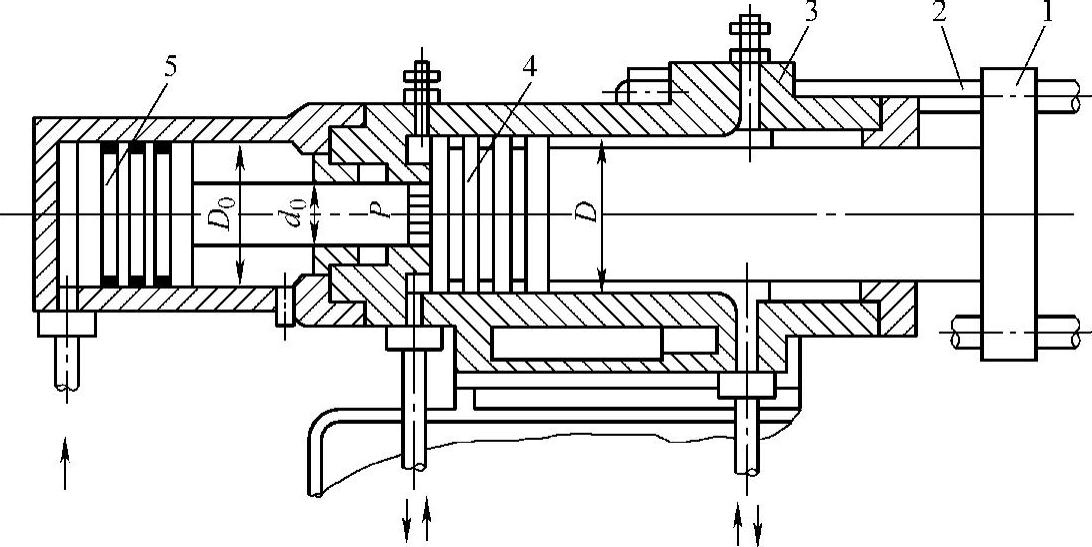
图1-24 增压式合模装置
1—定模板 2—拉杆 3—动模板 4—合模液压缸 5—增压液压缸
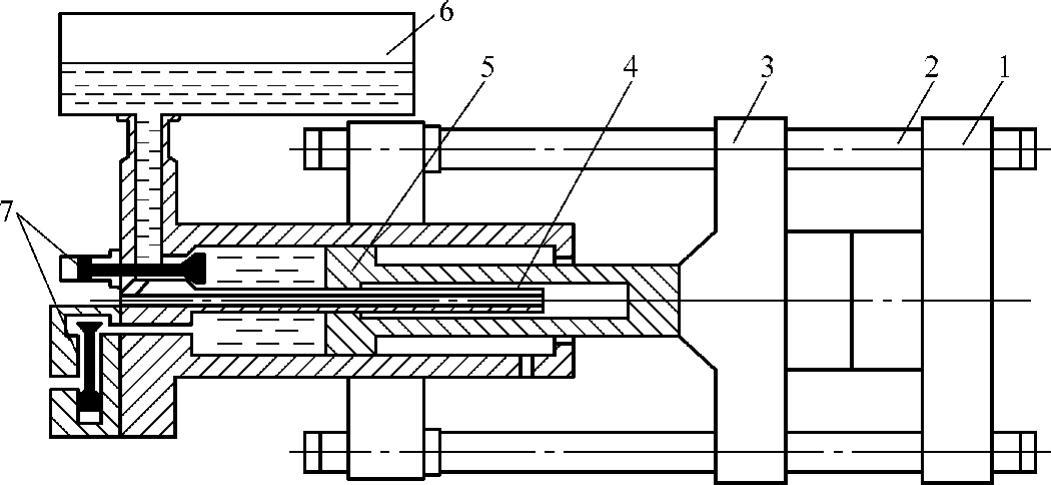
图1-25 充液式合模装置
1—定模板 2—拉杆 3—动模板 4—移模液压缸 5—合模液压缸 6—充液液压缸 7—充液阀
(2)液压-机械式合模装置 液压-机械式合模装置是通过液压系统驱动连杆或曲肘连杆机构来实现模具的启闭和锁紧。如图1-26所示液压-机械式合模装置结构是目前通用型注射机中应用最普遍的一种合模机构。
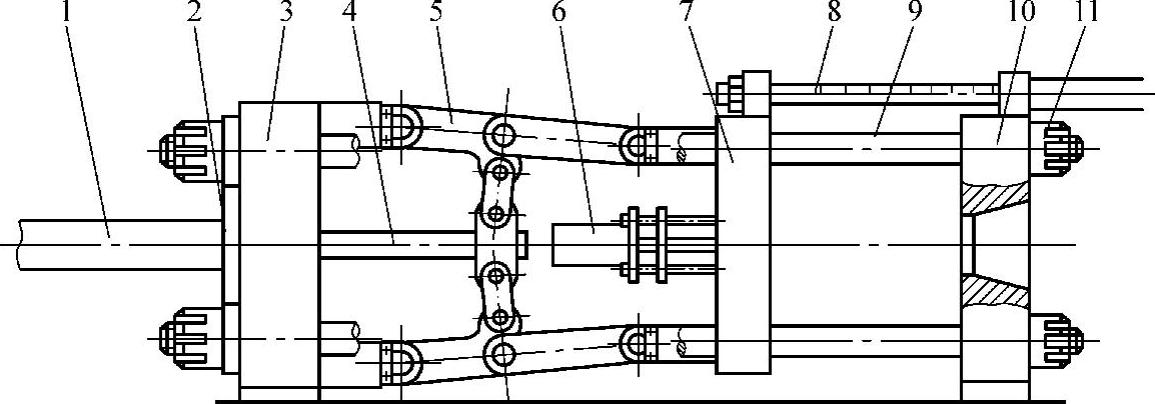
图1-26 液压-机械式合模装置主要零部件位置
1—合模液压缸 2—调模距机构 3—固定后模板 4—活塞杆 5—曲肘连杆机构 6—制品顶出液压缸 7—移动模板 8—安全保护机构 9—拉杆 10—固定前模板 11—拉杆固定螺母
(3)电动-机械式合模装置 电动-机械式合模装置是利用电动机械、减速器、曲柄与连杆等机械装置来实现模具的启闭和锁紧。这种装置具有体积小、质量轻、结构简单、制造容易等特点,但机构受力和运动性不如前两种好,而且易产生冲击,振动大,不能适应模具变化范围大的要求。
2.调模装置
调模装置是为实现不同模具厚度变化而设置的。其作用是调整模具行程,确定模具最大厚度和最小厚度。此外,该装置还可用来调节锁模力的大小。对调模装置的要求是:调节要方便,便于操作;轴间位移准确、灵活,保证同步性,受力均匀;对合系统应有防松、预紧作用;安全可靠;调节行程应有限位及过载保护。目前常用的调模装置有以下四种形式:
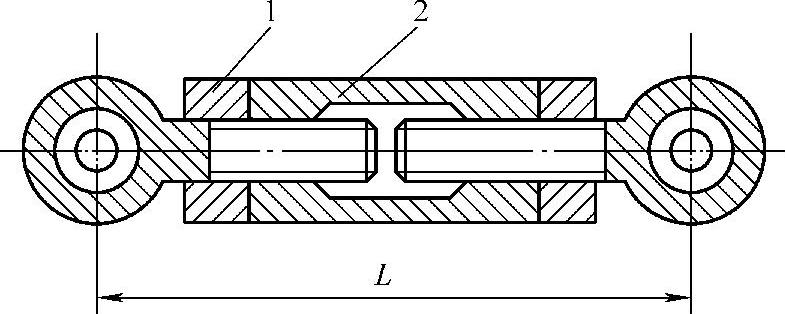
图1-27 螺纹肘杆式调模装置
1—锁紧螺母 2—调节螺母
(1)螺纹肘杆式调模装置 如图1-27所示,此结构是通过调节肘杆的长度L,实现模具厚度和锁模力的调整。调距时,先松动两端的锁紧螺母,再旋动带有正反扣的调节螺母,使肘杆的两段发生轴向位移,改变肘杆的长度,实现调节模板距离的目的。这种调模装置结构简单,制造容易,但调节螺母和螺纹要承受锁模力,多用在小型注射机上。
(2)动模板厚度可调式调模装置 如图1-28所示,此结构的动模板是由左右两块组成,并用螺纹方式连接起来。通过旋动调节螺母,使动模板厚度发生改变,从而实现模具厚度和锁模力的调整,多用于中小型注射机上。(https://www.xing528.com)
(3)移动合模液压缸式调模装置 如图1-29所示,合模液压缸和后定模板用螺纹相连接。调节时,转动调节手柄,使液压缸上的螺母转动,合模液压缸产生轴向位移,使合模机构沿拉杆移动,达到调距的目的。这种结构主要适用于中小型注射机。
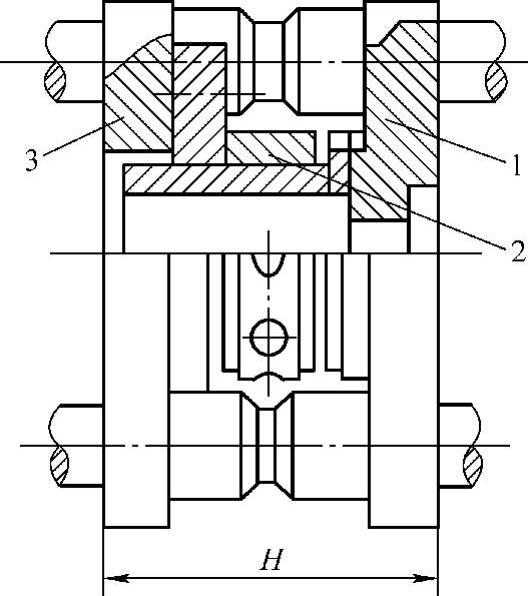
图1-28 动模板厚度可调式调模装置
1—右动模板 2—调节螺母 3—左动模板
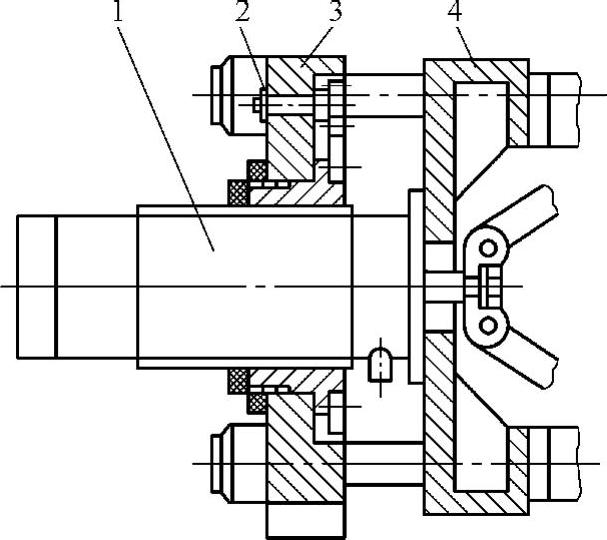
图1-29 移动合模液压缸式调模装置
1—合模液压缸 2—调节手柄 3—后固定模板 4—后模板
(4)拉杆螺母式调模装置 如图1-30所示,合模液压缸装在后模板上,通过调节拉杆上的调节螺母,使拉杆轴向位移,改变拉杆两端模板距离,达到调距的目的。调节时,四个螺母的调节量必须一致,否则模板会发生歪斜。用手动调节达到四个螺母的调节量完全一致是困难的,为使四个螺母的调节量一致,有的设有联动机构。
3.顶出装置
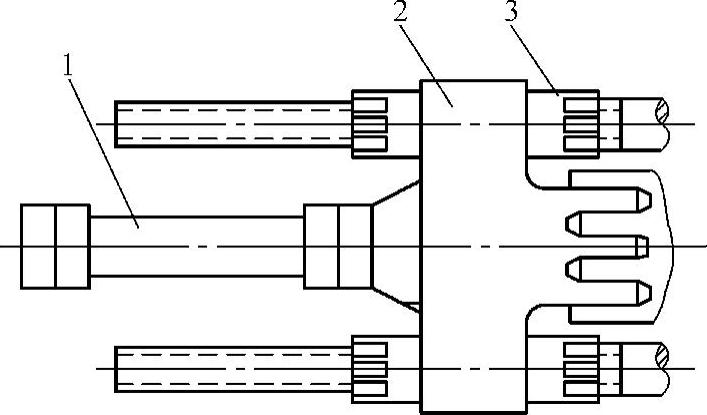
图1-30 拉杆螺母式调模装置
1—合模液压缸 2—后模板 3—调节螺母
顶出装置是为顶出模内制品而设置的,它是注射机不可缺少的组成部分。对顶出装置的要求是:具有足够的顶出力和可控的顶出次数及顶出速度;具有足够的顶出行程和行程限位调节机构;顶出力应均匀而且便于调节;工作应安全可靠,操作方便。
顶出装置一般有机械顶出、液压顶出、气动顶出三种形式。
(1)机械顶出装置 如图1-31所示,利用固定在后模板或其他非移动件上的顶出杆,在开模时,动模板后退,顶出杆穿过动模板上的孔,与其形成相对运动,从而推动模具中设置的脱模机构而顶出制品。机械顶出装置结构简单,使用较广。
(2)液压顶出装置 液压顶出是利用专门设置在动模板上的顶出液压缸进行制品的顶出,如图1-32所示。由于顶出力、顶出速度、顶出位置、顶出行程和顶出次数都可根据需要进行调节,因此使用方便,但结构比较复杂。
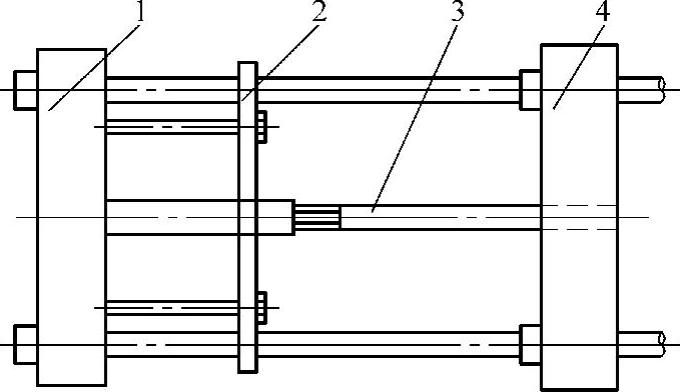
图1-31 机械顶出装置
1—后模板 2—撑板 3—顶杆 4—动模板
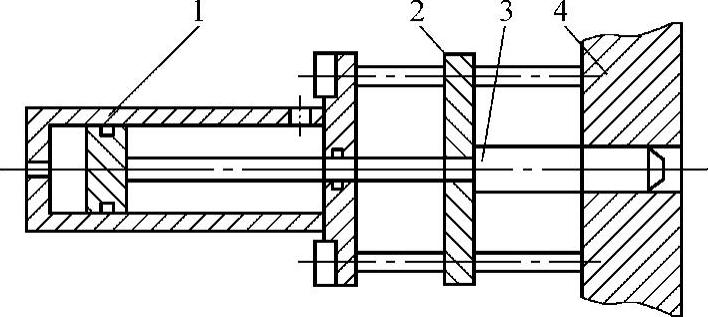
图1-32 液压顶出装置
1—顶出液压缸 2—顶板 3—顶杆 4—动模板
一般小型注射机若无特殊要求,使用机械装置顶出简便、可靠。大中型注射机,一般同时设有机械和液压两种装置,使用时可根据制品的特点和要求进行选择。
(3)气动顶出 气动顶出是利用压缩空气为动力,通过模具上设置的气道和微小的气孔,直接把制品吹出。这种顶出方法比较简单,在制品表面不留痕迹,对大而薄的盒、壳等制品顶出十分有利。但此法需要增设气源和气路等辅助设备,应用受到限制,目前采用较少。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。