



制品的工艺性设计主要包括尺寸、精度、表面质量等的设计。
1.制品的尺寸
制品尺寸是指制品的总体尺寸。其大小主要取决于塑料熔体的流动性,在一定的设备和工艺条件下,流动性好的塑料可以成型较大尺寸的制品;反之,成型出的制品尺寸较小;另外,制品外形尺寸还受成型设备的限制(注射量、锁模力、工作台面等)。从能源、模具制造成本和成型工艺条件出发,在满足制品使用要求及安装要求的前提下,应尽量将制品设计得紧凑、尺寸小巧一些。
2.制品的精度
制品的精度是指所获得的制品尺寸与产品图中设计尺寸的符合程度,即所获得制品尺寸的准确度。影响制品尺寸精度的因素很多,首先是模具的制造精度和模具的磨损程度,其次是塑料收缩率的波动以及成型时工艺条件的变化,制品成型后的时效变化和脱模斜度及模具的结构形状等。为降低模具制造成本和便于模具生产制造,在满足制品使用要求的前提下应尽量把制品尺寸精度设计得低一些。
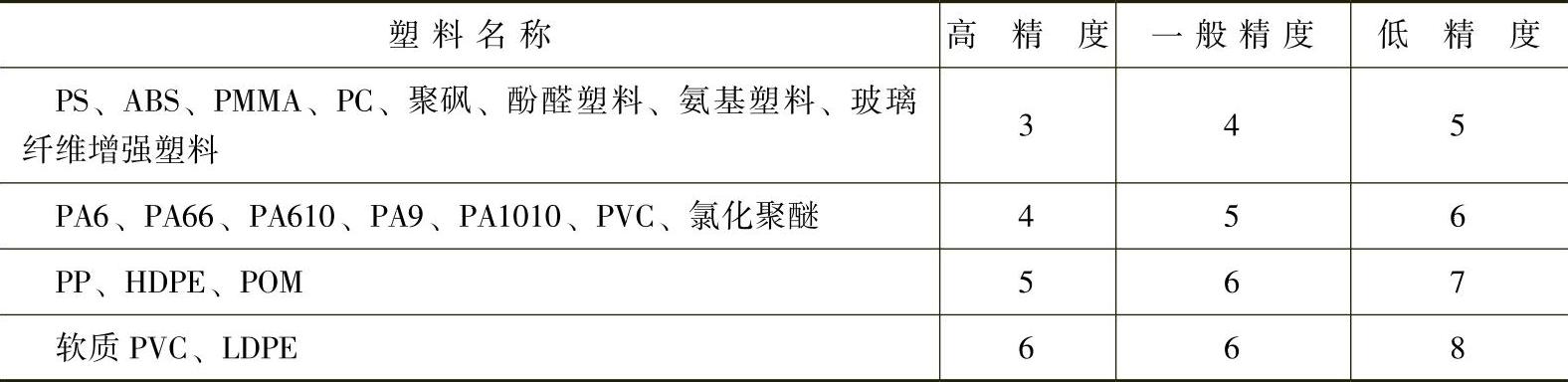
制品的精度分为八个等级,其中1、2级为精密级,只有在特殊要求下使用,7、8级的精度太低,一般不用,常用的是3~6级,未注公差尺寸通常为8级精度。对孔类尺寸可以标正公差,而轴类尺寸可以标负公差,中心距尺寸可以存在正负公差,配合部分尺寸要高于非配合部分尺寸。常用塑料的公差等级推荐值见表2-1。(https://www.xing528.com)
表2-1 常用塑料的公差等级推荐值
3.制品的表面质量
塑料制品的表面质量包括表面粗糙度和表观质量。制品的表面粗糙度主要与模具型腔表面的粗糙度有关。目前,注射成型制品的表面粗糙度通常为Ra0.02~1.25μm,型腔内壁的表面粗糙度应为制品的一半,取Ra0.01~0.63μm。透明制品要求模具型腔与型芯的表面粗糙度要一致。
制品的表观质量指的是制品成型后的表观缺陷状态,常见的如缺料、溢料、飞边、凹陷、气孔、熔接痕、银纹、斑纹、翘曲与收缩、尺寸不稳定等,与制品成型工艺条件,制品成型原材料的选择,模具总体设计等多种因素有关。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。