



热固性塑料的注射成型工艺流程如图5-4所示。
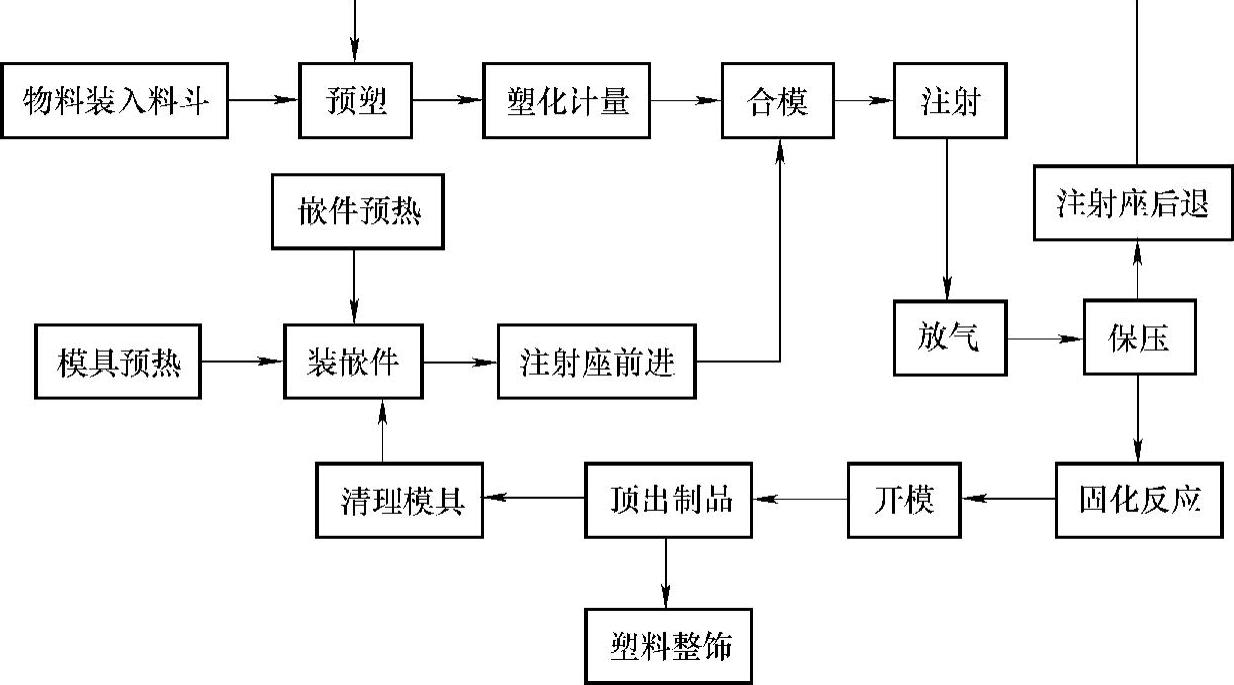
图5-4 热固性塑料的注射成型工艺流程
由图5-4可知,热固性塑料的注射成型可按以下6个步骤进行:
(1)供料 料斗中的热固性注射料靠自重落入机筒中的螺槽内。一般热固性注射料为粉末状,容易在料斗中产生“架桥”现象,因此最好使用颗粒状物料。
(2)预塑化 落入螺槽内的注射料在螺杆旋转的同时向前推移,在推移过程中,物料在机筒外加热和螺杆旋转产生的摩擦热共同作用下,软化、熔融,达到预塑化目的。
(3)计量 螺杆不断把已熔融的物料向喷嘴推移,同时在熔融物料反作用力的作用下,螺杆向后退缩,当集聚到一次注射量时,螺杆后退触及限位开关而停止旋转,被推到机筒前端的熔融料暂停前进,等待注射。(https://www.xing528.com)
(4)注射及保压 预塑完成后,模具闭合,螺杆在压力作用下前进,熔体从喷嘴射出,经模具的主浇口、主流道、分流道、分浇口等注入模具型腔,直到全部充满型腔为止。
熔融的预塑料在高压下,高速流经截面很小的喷嘴、流道时会产生很大的摩擦热,使熔体的温度从70~90℃迅速升至130℃左右,达到临界固化状态,也是流动性的最佳转化点。此时,注射料的物理变化和化学反应同时进行,以物理变化为主,注射压力可高达120~240MPa,注射速度为3~4.5m/s。
注射完毕立即进入保压状态,保压有两个目的:一是补缩,二是保证制品结构密实。保压结束后延迟一段时间待物料完全固化,制品定型。
在注射过程中,注射速度应尽量快些,以便能从喷嘴、流道处获得更多的摩擦热,注射时间一般设为3~10s。
(5)固化成型 130℃左右的熔体高速进入型腔后,由于模具温度较高,为170~180℃,化学反应迅速进行,使热固性树脂分子间相互缩合、交联成体型结构。经一段时间的保温、保压后即固化定型。固化时间与制品厚度有关,一般为1~3min,快速固化料为0.5~2min。
(6)取出制品 固化定型后,即可打开模具取出制品。利用固化反应和取制品的时间,螺杆旋转,开始预塑,为下一模注射作准备。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。