



使用SolidWorks创建钣金件时,应根据不同钣金件的形状选择对应的方法。对于圆柱或椭圆柱类的钣金,应采用钣金特征中的“基体-法兰/薄片”进行创建;对于圆锥及方圆过渡类的钣金,应采用“放样折弯”的方法进行创建;对于多节弯头、三通及多通类的钣金件,由于实际生产是采用焊接的方法,故应采用创建单个分支然后进行装配的方法进行创建。
1.使用“放样折弯”的方法创建钣金件
图1.2.3所示的“下平上斜正圆锥台管”是由一与圆锥轴线成一角度的正垂直截面截断正圆锥顶部形成的。其创建思路是:先绘制两个不封闭的圆弧,采用“放样折弯”的方法创建钣金整体模型,再通过“拉伸切除”切除多余的部分。图1.2.3所示的分别是其钣金件及展开图。下面介绍该零件在SolidWorks中的创建过程。
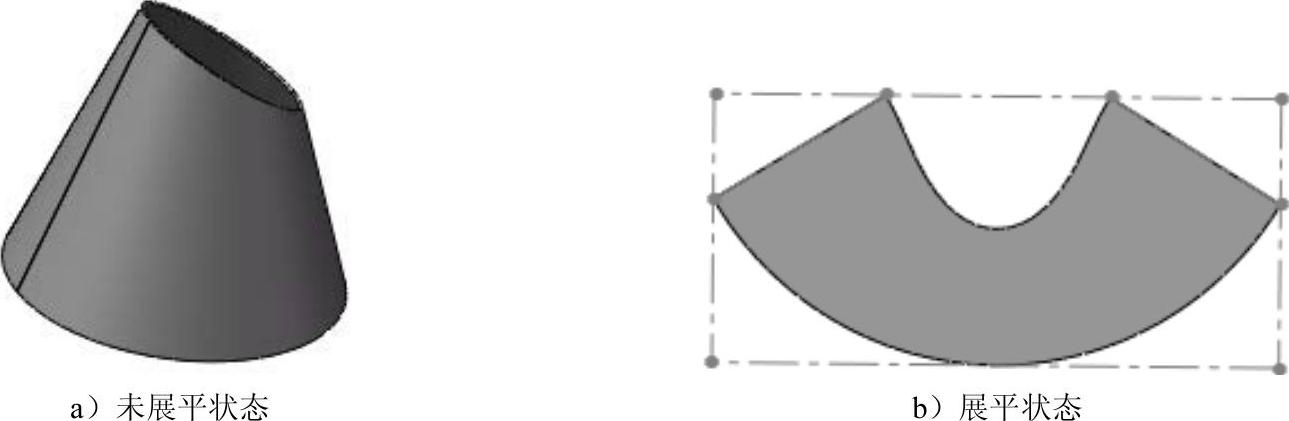
图1.2.3 下平上斜正圆锥台管
Step1.选择下拉菜单

 命令(或在“标准”工具栏中单击
命令(或在“标准”工具栏中单击 按钮),此时系统弹出“新建SolidWorks文件”对话框。在该对话框中选择文件类型为“零件”,然后单击
按钮),此时系统弹出“新建SolidWorks文件”对话框。在该对话框中选择文件类型为“零件”,然后单击 按钮。
按钮。
Step2.创建图1.2.4所示的草图1。选择下拉菜单

 命令,选取前视基准面作为草图基准面,在草绘环境中绘制图1.2.4所示的草图1。
命令,选取前视基准面作为草图基准面,在草绘环境中绘制图1.2.4所示的草图1。
Step3.创建图1.2.5所示的基准面1。选择下拉菜单


 命令,系统弹出“基准面”对话框,选取上视基准面和图1.2.5所示的点为参考实体,单击
命令,系统弹出“基准面”对话框,选取上视基准面和图1.2.5所示的点为参考实体,单击 按钮,完成基准面1的创建。
按钮,完成基准面1的创建。
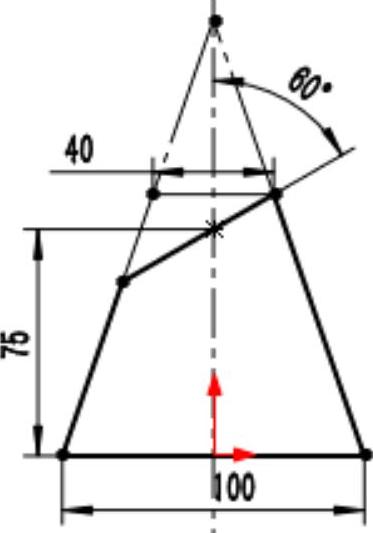
图1.2.4 草图1
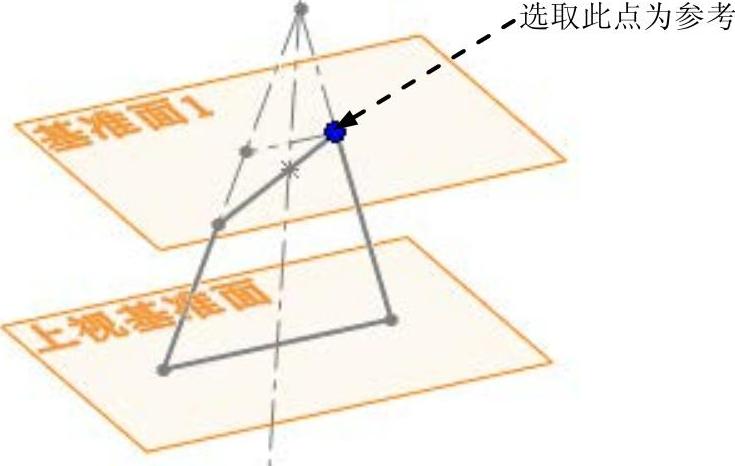
图1.2.5 基准面1
Step4.创建草图2。选取上视基准面作为草图基准面,绘制图1.2.6所示的草图2(圆弧经过草图1中底部直线的两个端点)。
Step5.创建草图3。选取基准面1为草图基准面,绘制图1.2.7所示的草图3(圆弧经过图1.2.6所示的草图点)。
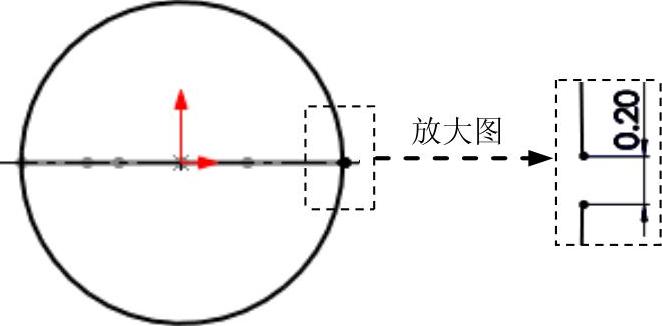
图1.2.6 草图2
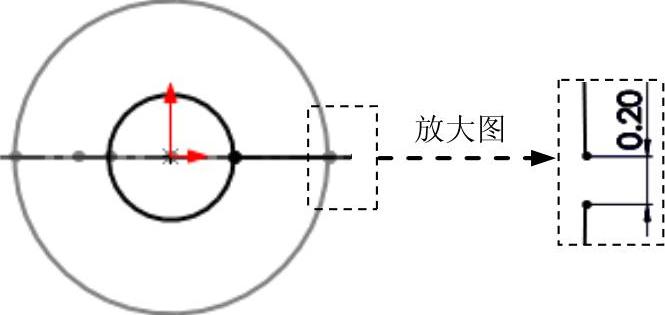
图1.2.7 草图3
说明:两个草图必须是不封闭的,开口同向对齐;草图必须是相切连续的,如果是有尖角的草图要进行圆角处理。
Step6.创建图1.2.8所示的放样折弯钣金。
(1)选择命令。选择下拉菜单



 命令,系统弹出“放样折弯”对话框。
命令,系统弹出“放样折弯”对话框。
(2)定义放样轮廓。依次选取图1.2.9所示的选取草图2和草图3作为放样折弯特征的轮廓。
(3)查看路径预览。单击“上移”按钮 调整轮廓的顺序。
调整轮廓的顺序。
(4)定义放样的厚度值。在“放样折弯”对话框 区域中选择
区域中选择 单选项,在
单选项,在 文本框中输入数值1.0,并单击“反向”按钮
文本框中输入数值1.0,并单击“反向”按钮 调整材料方向使其向内。
调整材料方向使其向内。
(5)单击“放样折弯”对话框中的 按钮,完成放样折弯特征的创建。
按钮,完成放样折弯特征的创建。

图1.2.8 放样折弯钣金
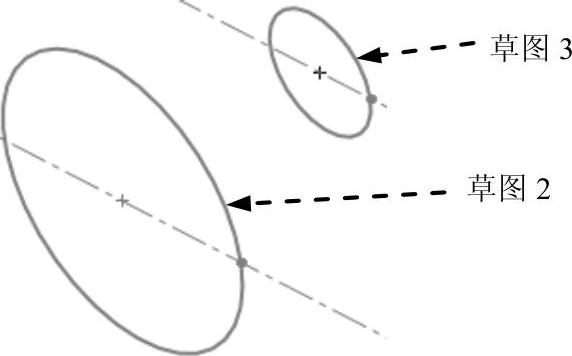
图1.2.9 定义放样轮廓
Step7.创建图1.2.10所示的切除-拉伸。选择下拉菜单


 命令;选取前视基准面为草绘基准面,绘制图1.2.11所示的横断面草图(草图直线与草图1中角度为60°的直线重合);在对话框
命令;选取前视基准面为草绘基准面,绘制图1.2.11所示的横断面草图(草图直线与草图1中角度为60°的直线重合);在对话框 区域的
区域的 下拉列表中选择
下拉列表中选择 选项,取消选中
选项,取消选中 复选框;选中
复选框;选中 复选框,在该区域的下拉列表中选择
复选框,在该区域的下拉列表中选择 选项;单击
选项;单击 按钮。
按钮。
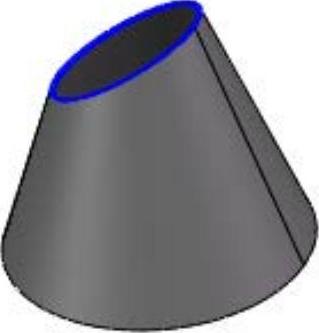
图1.2.10 切除-拉伸
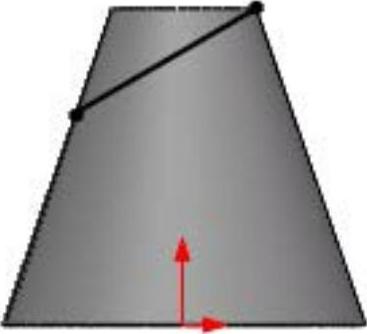
图1.2.11 横断面草图
Step8.选择下拉菜单

 命令,将模型命名为“下平上斜正圆锥台管”,保存钣金模型。
命令,将模型命名为“下平上斜正圆锥台管”,保存钣金模型。
2.钣金特征
当完成放样折弯的创建后,系统将自动在设计树中生成 和
和 两个特征,如图1.2.12所示。这些特征用来管理该零件并定义零件的默认设置。
两个特征,如图1.2.12所示。这些特征用来管理该零件并定义零件的默认设置。
在图1.2.12所示的设计树中右击 特征,在系统弹出的快捷菜单(图1.2.13)中选择
特征,在系统弹出的快捷菜单(图1.2.13)中选择 命令,系统弹出“钣金1”对话框;选中
命令,系统弹出“钣金1”对话框;选中 复选框后的对话框如图1.2.14所示,在该对话框中可以设定并修改“钣金规格”“折弯参数”“折弯系数”和“释放槽”等参数,这些参数将对整个零件起作用。
复选框后的对话框如图1.2.14所示,在该对话框中可以设定并修改“钣金规格”“折弯参数”“折弯系数”和“释放槽”等参数,这些参数将对整个零件起作用。
图1.2.14所示的“钣金1”对话框中各选项的功能说明如下。
●  区域:用于设定钣金零件的规格表。
区域:用于设定钣金零件的规格表。
☑  复选框:用于定义是否使用钣金规格表。钣金规格表是Excel文件,其扩展名为xls。可以在钣金规格表中为钣金零件选择一个规格,以设定钣金厚度和限定折弯半径。SolidWorks2016软件自带铝和钢的钣金规格表样本,默认情况下,钣金规格表样本在SolidWorks2016安装目录下的Program Files\SOLIDWORKSCorp\SolidWorks\lang\chinese-simplified\SheetmetalBend Tables文件夹中。可以用Excel软件将其打开进行编辑,也可以根据实际需要创建自定义的钣金规格表。
复选框:用于定义是否使用钣金规格表。钣金规格表是Excel文件,其扩展名为xls。可以在钣金规格表中为钣金零件选择一个规格,以设定钣金厚度和限定折弯半径。SolidWorks2016软件自带铝和钢的钣金规格表样本,默认情况下,钣金规格表样本在SolidWorks2016安装目录下的Program Files\SOLIDWORKSCorp\SolidWorks\lang\chinese-simplified\SheetmetalBend Tables文件夹中。可以用Excel软件将其打开进行编辑,也可以根据实际需要创建自定义的钣金规格表。
☑  下拉列表:用于根据实际情况,从列表中选择合适的规格表。(https://www.xing528.com)
下拉列表:用于根据实际情况,从列表中选择合适的规格表。(https://www.xing528.com)
☑  按钮:单击此按钮,系统弹出“浏览文件夹”对话框,从指定的路径中找到规格表。
按钮:单击此按钮,系统弹出“浏览文件夹”对话框,从指定的路径中找到规格表。
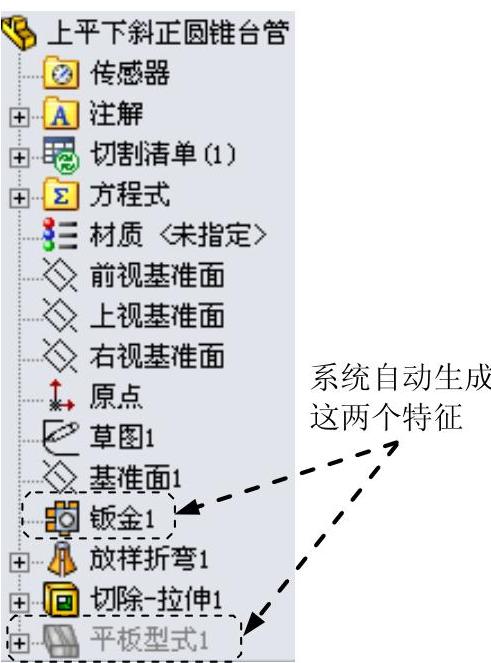
图1.2.12 设计树
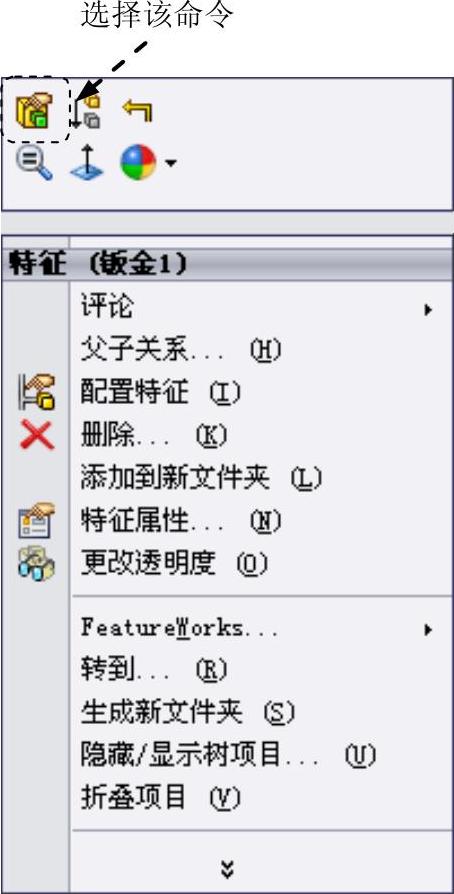
图1.2.13 快捷菜单
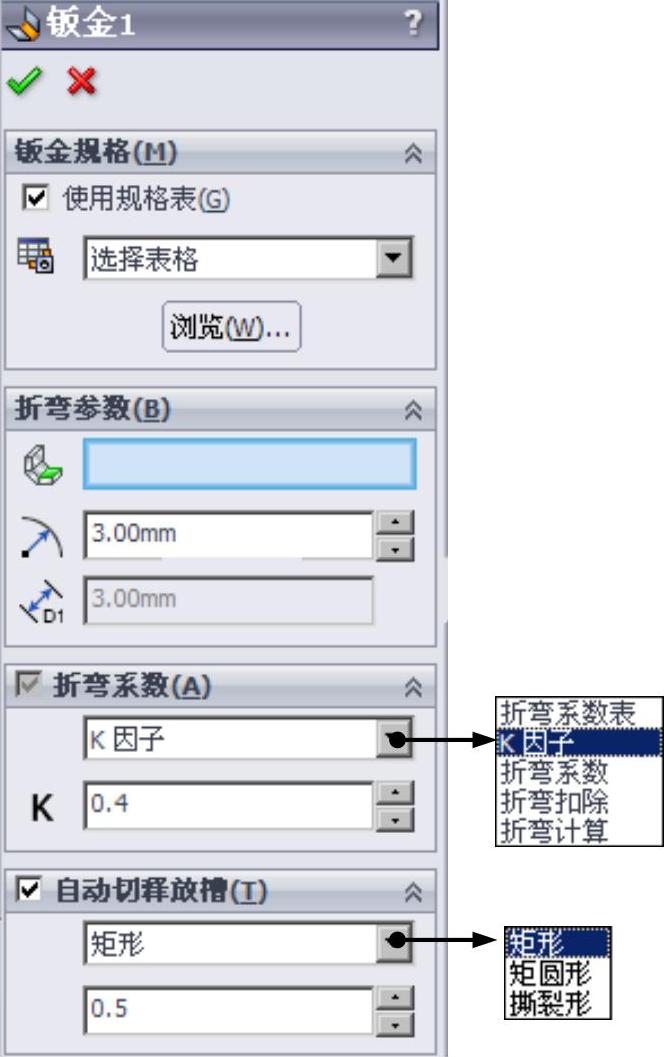
图1.2.14 “钣金1”对话框
●  区域:用于设置折弯的参数。
区域:用于设置折弯的参数。
☑  :单击定义固定的面或边线。
:单击定义固定的面或边线。
☑  文本框:用于设置折弯半径。
文本框:用于设置折弯半径。
☑  文本框:用于设置钣金材料的厚度。
文本框:用于设置钣金材料的厚度。
●  区域:用于设置整个钣金零件的折弯系数。
区域:用于设置整个钣金零件的折弯系数。
 :折弯系数表是包含各种材料(如钢、铝等)具体参数的表格,其中包含利用材料厚度和折弯半径进行的一系列折弯计算。折弯系数表可以选择下拉菜单
:折弯系数表是包含各种材料(如钢、铝等)具体参数的表格,其中包含利用材料厚度和折弯半径进行的一系列折弯计算。折弯系数表可以选择下拉菜单


 命令,然后选择子菜单中的
命令,然后选择子菜单中的 或者
或者 命令,用SolidWorks2016软件自带的示例文件来创建,也可以在“钣金1”对话框中选择
命令,用SolidWorks2016软件自带的示例文件来创建,也可以在“钣金1”对话框中选择 来创建。折弯系数表是Excel文件(图1.2.15),其扩展名为xls。SolidWorks2016软件自带的示例文件在SolidWorks2016安装目录下的ProgramFiles\SOLIDWORKSCorp\SolidWorks\lang\chinese-simplified\SheetmetalBendTables文件夹中。
来创建。折弯系数表是Excel文件(图1.2.15),其扩展名为xls。SolidWorks2016软件自带的示例文件在SolidWorks2016安装目录下的ProgramFiles\SOLIDWORKSCorp\SolidWorks\lang\chinese-simplified\SheetmetalBendTables文件夹中。

图1.2.15 折弯系数表
☑  :K因子是折弯计算中的一个常数,它是从内表面到中性层的距离与钣金厚度的比值。
:K因子是折弯计算中的一个常数,它是从内表面到中性层的距离与钣金厚度的比值。
☑  :这里的折弯系数专指折弯后中性层所在位置的弧长。
:这里的折弯系数专指折弯后中性层所在位置的弧长。
☑  :当在生成折弯时,可以通过输入数值来给任何一个钣金折弯指定一个明确的折弯扣除数值。定义折弯扣除数值(图1.2.16):折弯扣除=2×OSSB-BA。折弯扣除值一般根据工厂的实际加工生产情况和用户的经验数据来设定。
:当在生成折弯时,可以通过输入数值来给任何一个钣金折弯指定一个明确的折弯扣除数值。定义折弯扣除数值(图1.2.16):折弯扣除=2×OSSB-BA。折弯扣除值一般根据工厂的实际加工生产情况和用户的经验数据来设定。
●  区域:用于设置释放槽的各种参数。
区域:用于设置释放槽的各种参数。
☑  下拉列表:用于设置自动切释放槽的类型。
下拉列表:用于设置自动切释放槽的类型。
☑  文本框:用于设置释放槽的比例。
文本框:用于设置释放槽的比例。
3.K因子与板厚
实际中的钣金都有一定的板厚,在对钣金进行折弯成形时,必然会引起折弯部位的金属变形,这说明钣金在展开前后的轮廓尺寸有一定的差别。为保证展开后的钣金轮廓尺寸符合实际加工的需求,在钣金设计中需要设置折弯系数。前面简要介绍了各种钣金折弯系数的概念,本书中介绍的多是柱面、锥面以及球面的展开,在这些不规则钣金的展开放样中,以设置K因子的方法作为折弯系数最为适合。
在钣金的折弯过程中,假设有一层金属在折弯前后的长度是不变的,这个虚拟的“金属层”称为中性层或中性面,K因子用于确定中性层的位置,它是从内表面到中性层的距离与钣金厚度的比值。当选择K因子作为折弯系数时,可以指定K因子折弯系数表。SolidWorks应用程序自带Microsoft Excel格式的K因子折弯系数表格。其文件是位于SolidWorks应用程序的安装目录下的lang\Chinese-Simplified\Sheetmetal Bend Tables文件夹中的kfactor base bend table.xls文件中。也可通过使用钣金规格表来应用基于材料的默认K因子,定义K因子的含义如图1.2.17所示。
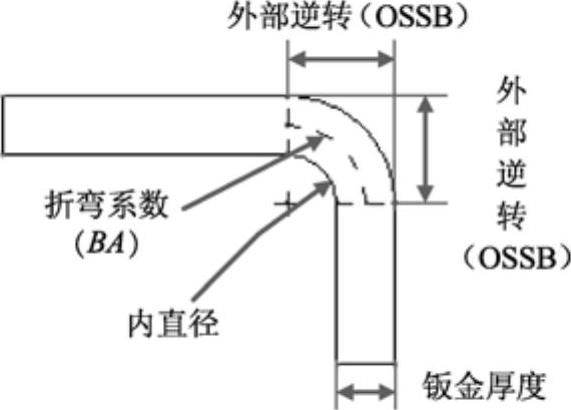
图1.2.16 定义折弯扣除数值
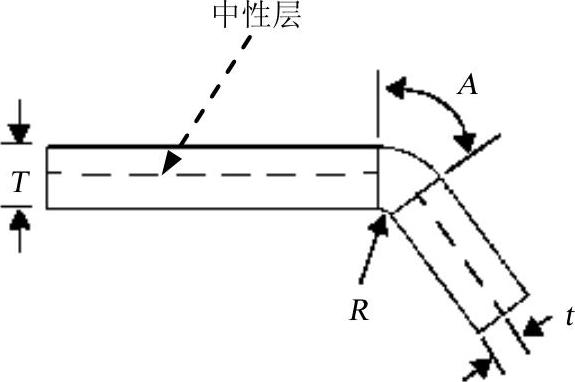
图1.2.17 定义K因子
带K因子的折弯系数使用以下计算公式
BA=π(R+KT)A/180
式中 BA——折弯系数;
R——内侧折弯半径(mm);
K——K因子,K=t/T;
T——材料厚度(mm);
t——从内表面到中性层的距离(mm);
A——折弯角度(经过折弯材料的角度)(º)。
K因子的设置值与钣金件的板厚(T)以及内侧折弯半径(R)有关。一般情况下,当R/T≥5时,K因子的值可以取0.5,即默认中性层的位置位于板厚的中间;当R/T≤5时,K因子的值可以按表1.2.1所示的值进行选取;当R近似为0时,K因子的值也为0。
表1.2.1 R/T≤5时的钣金件K因子取值

说明:本书介绍的K因子的取值是对实际工程经验数据的归纳整理,但由于不同的企业涉及的产品材料、加工工艺以及加工设备的不同,K因子的值必须经过试验的修正,才能用于生产加工。修正的具体方法是先选择理论上合适的K因子的值,然后将理论值用于试验生产,根据经验数据和实际误差不断修正并多次试验,最终得到符合当前产品、材料以及加工设备的K因子的值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。