



虽然冲压成形过程复杂多样,但从应变特点、变形机理和破裂形式来看,一般可分为拉深、胀形、翻边和弯曲四种冲压成形基本类型(见图2-27)。拉深试验、成形极限图、扩孔试验、锥杯试验则是最具典型代表意义的模拟成形试验。上述四种模拟成形试验基本代表了这四大类型的变形状况,所得试验指标可用来评估板材适应这四种基本成形类型的能力(详见GB/T15825.1—2008《金属薄板成形性能与试验方法 第1部分:成形性能和指标》)。
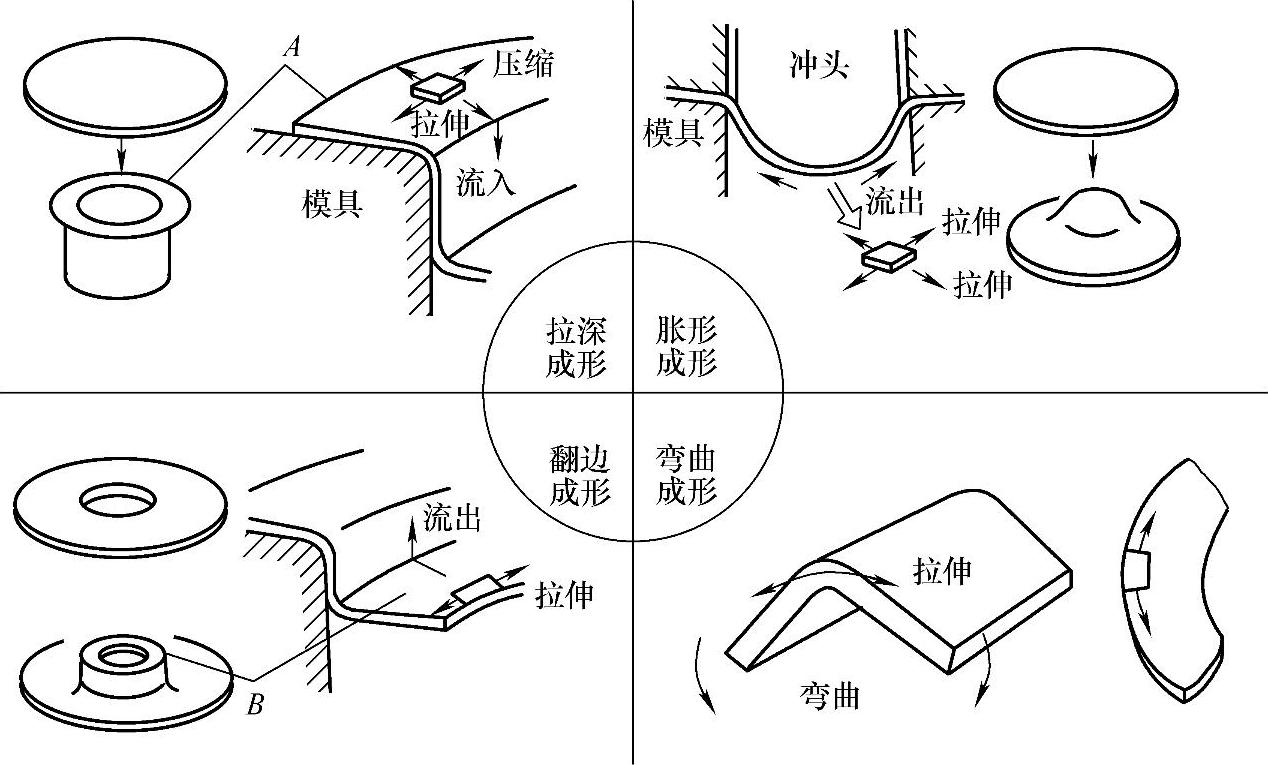
图2-27 冲压成形的基本类型
(1)拉深 拉深也称为深冲,模具给板料边缘部分施加的压边力仅是为了防止零件产生翘曲,板料在凹模内可以自由流动,变形主要发生在板料边缘部分,特点是拉-压变形。
(2)胀形 在冲压成形过程中通过上下模具或模具上的加强筋将板料压紧,使板料不能向冲头内部很自由地流动,变形只发生在冲头周围。主要用于平板毛坯的局部变形,如冲制局部突起、凹坑、加强筋等。胀形是一种基本形式,包括圆管类的胀形、平板毛坯的拉胀、曲面形状零件的拉深、毛坯曲面部位的胀形变形,并能与其他变形方式组合成复杂零件的冲压工艺。(https://www.xing528.com)
(3)翻边 翻边成形多数是在毛坯的平面或曲面部分使板料沿一定的曲线翻成竖立边缘,其作用在于提高零件的刚性,冲制成内孔进行翻边以连接其他零件,有的则利用翻边进行焊接。
翻边成形可分为内凹翻边和外凸翻边。前者的变形特点是边缘在切向拉应力作用下产生切向伸长变形,厚度变薄,伸长翻边成形,如圆孔翻边时,越接近口部变形越大,主要危险在于边缘被拉裂。而后者的变形特点是边缘在切向压应力作用下产生切向压缩变形和径向伸长成形,与拉深变形相似。翻边成形的极限变形程度受毛坯变形区失稳起皱的限制。
(4)弯曲 弯曲又称为压弯,是将材料弯成一定角度、曲率和形状的工艺方法。它在冲压生产过程中占有很大比例。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。