



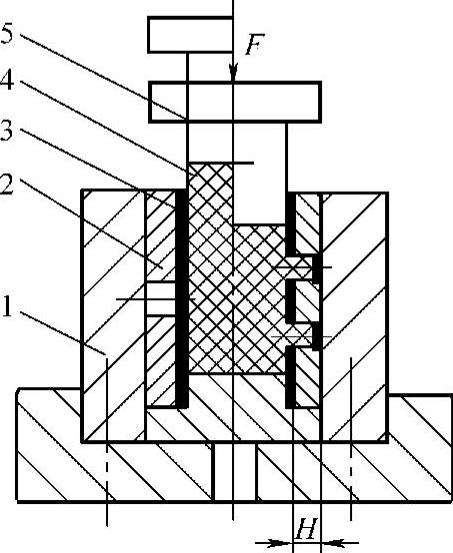
图3-52 橡皮模冲孔模具结构
1—凹模护套 2—凹模(分块结构) 3—管坯 4—橡胶弹性体棒 5—压头
精密冲裁(简称精冲)直接采用板料、条料或带料就能冲出断面质量好、尺寸精度高的工件。前已述及,在冲裁变形过程中,由于凸、凹模之间间隙的存在,冲裁件会出现锥度,同时使冲裁变形过程不能形成纯剪切变形,而伴随着材料的弯曲与拉伸,由于拉应力的作用,材料产生撕裂,形成粗糙的断面。因此,精密冲裁均采用极小的间隙,甚至负间隙。另一方面,采用带有小圆角或椭圆角的凹模(落料时)和凸模(冲孔时)刃口,以避免刃口处应力集中,从而增大压应力,减小拉应力,消除或延缓裂纹的出现,且圆角凹模还有挤光冲切面的作用,故可得到光亮垂直的断面。
1.小间隙圆角凹模冲裁
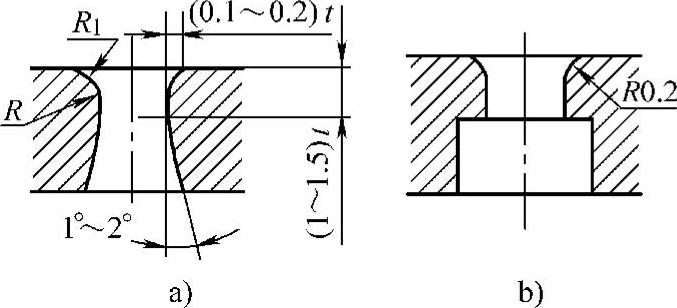
图3-53 带椭圆或圆角的凹模
落料时,凹模刃口采用小的圆角或椭圆角,凸模仍为普通形式,凸、凹模双面间隙值小于0.01~0.02mm,且与材料厚度无关。落料时金属被均匀地挤进凹模腔口,形成光亮的断裂面。带椭圆角的凹模还能增加模具对毛坯的径向压应力,以提高金属塑性。图3-53所示为带圆角或椭圆角凹模的两种结构形式。图3-53a是带椭圆角凹模,其圆弧与相连部分应光滑连接,圆弧要均匀一致。为了制造方便,也可采用图3-53b所示的凹模。
2.负间隙冲裁
负间隙冲裁如图3-54所示,此时凸模尺寸大于凹模尺寸,冲裁过程中出现的裂纹方向与普通冲裁相反,形成一个倒锥形毛坯。凸模继续下压时将倒锥毛坯压入凹模,相当于整修过程。因此,负间隙冲裁是落料与整修的复合工序。由于凸模尺寸大于凹模,因此在冲裁完毕时,凸模不应挤入凹模孔内,而应与凹模表面保持0.1~0.2mm的距离。此时,毛坯尚未全部压入凹模,要待下一个零件冲裁时,再将它全部压入。凸模与凹模的直径差,对于圆形工件是均匀的,可采用1/10~1/5板厚度,而对于形状复杂工件,在凸出的角部应比其余部分大1倍,在凹进的角部则应减少一半。因工件有弹性变形,设计凹模工作部分尺寸时要减少0.02~0.06mm。

图3-54 负间隙冲裁(https://www.xing528.com)
3.齿圈压板冲裁(精冲)
(1)齿圈压板冲裁过程 齿圈压板冲裁除了凸、凹模间隙极小以及凹模刃口带圆角外,在模具结构上也有其特点,即比普通冲裁模多了一个齿圈压板与顶出器。因此,其工作部分由凸模、凹模、齿圈压板、顶出器四部分组成。精冲工艺过程如图3-55所示,包括材料送进模具;模具闭合,材料被齿圈压板、凹模、凸模和顶出器压紧;材料在受压状态下被冲裁;冲裁完毕,上、下模分开;齿圈压板卸下废料,并向前送料;顶出器顶出零件,并排走零件。先卸废料,再顶出零件,这是为了防止零件卡入废料,以免影响零件断面质量。
由于精冲法增添了齿圈压板与顶出器,使材料在受压状态下进行冲裁,故可防止材料在冲裁过程中的拉伸流动。加之间隙极小,使切割区的材料处于三向压应力状态。
此法不仅能提高冲裁周边金属的塑性,还会消除材料剪切区的拉应力,圆角凹模刃口还能消除应力集中,因此不会产生由拉应力引起的宏观裂纹,从而不会出现普通冲裁时的撕裂断面。同时,顶出器又能防止工件产生穹弯现象,故能得到冲裁断面光亮、锥度小、表面平整、尺寸精度高的工件。实践证明,在精冲时压紧力、冲裁间隙及凹模刃口圆角三者是相辅相成的,而间隙是第一位的。
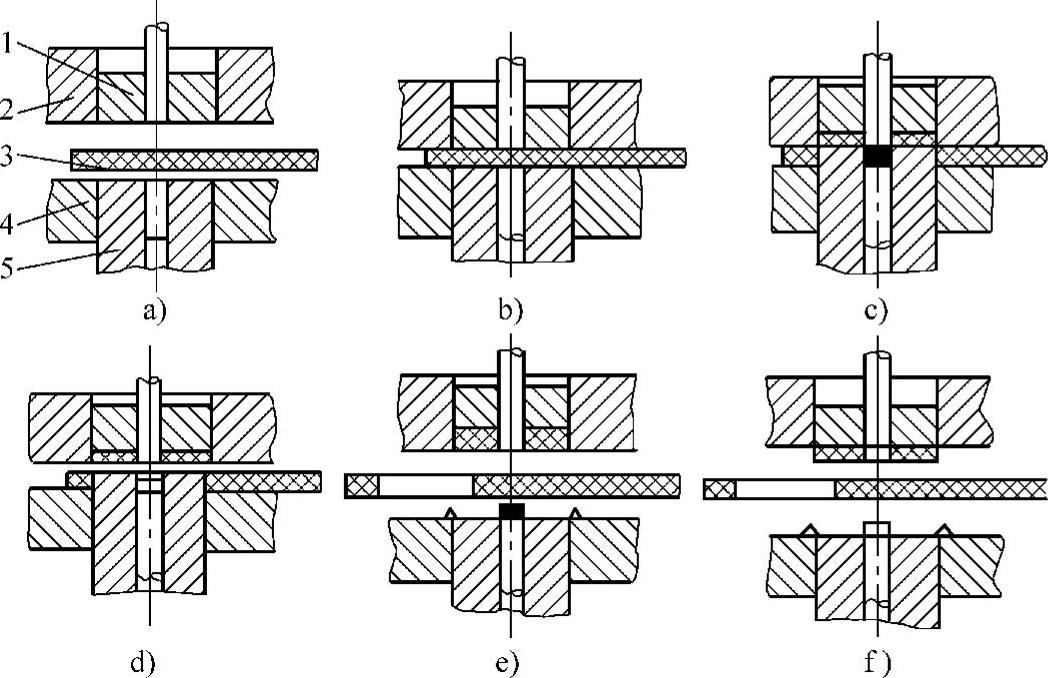
图3-55 精冲工艺过程
1—顶出器 2—凹模 3—材料 4—齿圈压板 5—凸模
(2)适用于精冲的材料与零件的结构工艺性 精冲材料必须具有良好的变形特性,以便在冲裁过程中不致发生撕裂现象。低碳钢精冲效果最好。含碳量较高的碳钢及铬、镍、钼含量低的合金钢经退火处理后仍可获得良好的精冲效果。值得注意的是材料的金相组织对精冲断面质量影响很大(特别对含碳量高的材料),最理想的组织是球化退火后均布的细粒碳化物(即球状渗碳体)。有色金属包括纯铜、黄铜、软青铜、铝及其合金都能精冲,铅黄铜精冲质量不好。
精冲零件所允许的孔边距和孔径的最小值都比普通冲裁要小。
精冲件不允许有尖角,必须是圆角,否则在工件相应的剪切面上会发生撕裂,而且易使凸模损坏。工件的最小圆角半径是一个关键参数,与工件的尖角角度、材料厚度及其力学性能等因素有关。精冲允许的最小孔径主要从冲孔凸模所能承受的最大压应力来考虑,其值与被冲材料性质及材料厚度等因素有关。冲窄长槽时,凸模将受到侧压力,所能承受的压力比断面同样大的圆孔凸模小,故需要按槽长与槽宽的比值来考虑。工件的最小圆角半径、最小孔径与槽宽等数值可参考有关手册。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。