



管材弯曲的变形机理与板料弯曲基本相同,但由于管材断面是中空的,被弯曲的管材外侧与内侧的壁厚变化是相反的,管材横断面形状的变化以及在弯管时内侧管面上产生折皱等都是与板料弯曲不同的。
观察图3-110所示的弯曲管的断面,外侧壁厚发生拉伸变形,内侧壁厚发生压缩变形。但由于管材弯曲时,内外侧壁厚之间有空间,所以在厚度方向上的伸长、压缩变得更自由了。随着弯曲的进行,外侧壁厚逐渐减薄,内侧厚壁则逐渐增加。此外,管材的壁厚与直径相比,如果薄到一定程度,则内侧的管壁在压应力的作用下会失去稳定而发生折皱。而且,弯管外侧管壁材料受切向拉伸而被拉向内侧,内侧部分材料受切向压缩也更靠向内侧,但由于模具阻碍了其向内靠的倾向,从而导致整个断面形状变成椭圆形。
最简单的管材弯曲方法称为压弯法,如图3-111所示,该方法采用两个支承模来支承管材,使用带有一定弯曲半径的弯曲模在中间进行加压弯曲。这种弯曲方法对于薄壁管,若不先在管内灌满砂子、松香或低熔点合金等填充物,就会很容易发生折皱,断面的椭圆变形也会更加明显。该方法与板料的V形弯曲类似,对于管材在加工中发生的不良变形没有有效的约束,所以仅在精度要求不高的厚壁管或弯曲半径大的场合被采用。
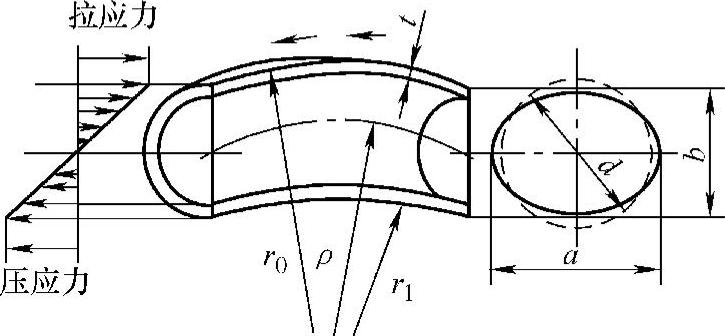
图3-110 管材弯曲时的变形
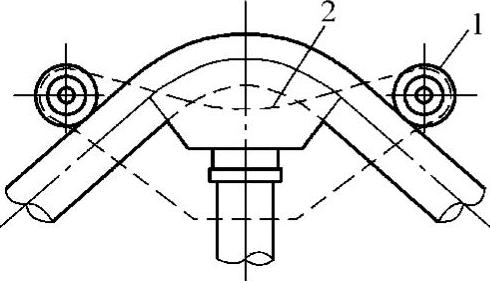
图3-111 压弯法
1—支承模 2—弯曲模(https://www.xing528.com)
图3-112所示的压缩弯曲以及图3-113所示的回转牵引弯曲都是在对变形材料施加更大的约束的同时对管材进行弯曲加工。在压缩弯曲中,利用沿着固定弯曲模3运动的加压模2或滚子,一边压管材一边进行弯曲。因为从管材外侧以推压方式施加压力,所以在多数情况下整个管材的长度会变短,对于薄壁管材,容易产生折皱。在回转牵引弯曲时,管材弯曲部分的前部被夹紧固定在回转弯曲模4上(利用夹紧模3),然后再用固定加压模1对管材加压的同时使弯曲模4转动,管材沿着回转弯曲模被逐渐拉入,边拉伸边弯曲。为了防止断面的椭圆变形及其内侧部分发生折皱,要求同时使用适当形状的心轴2。
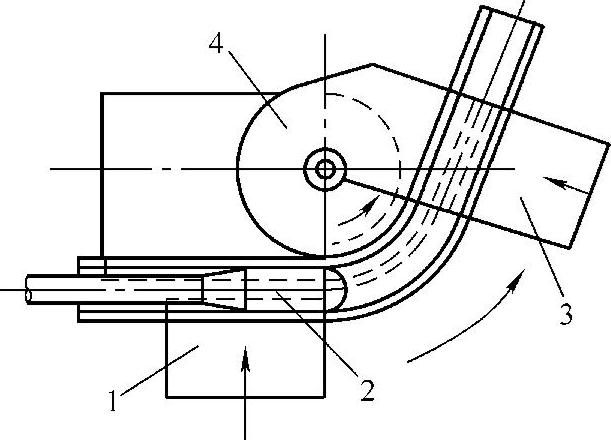
图3-112 回转牵引弯曲
1—加压模 2—心轴 3—夹紧模 4—弯曲模
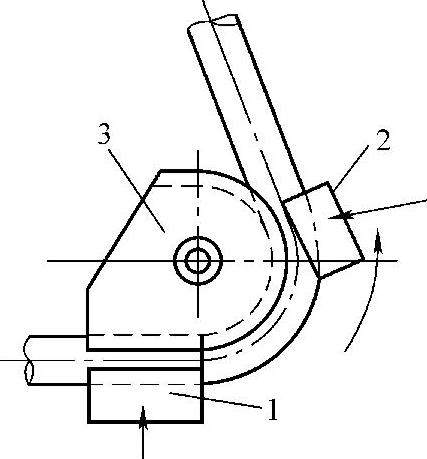
图3-113 压缩弯曲图
1—夹紧模 2—加压模 3—固定弯曲模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。