



冲模可分为单工序冲模、复合冲模、级进冲模、精冲模、简易冲模与组合冲模等类型。
1.单工序冲模及其典型结构
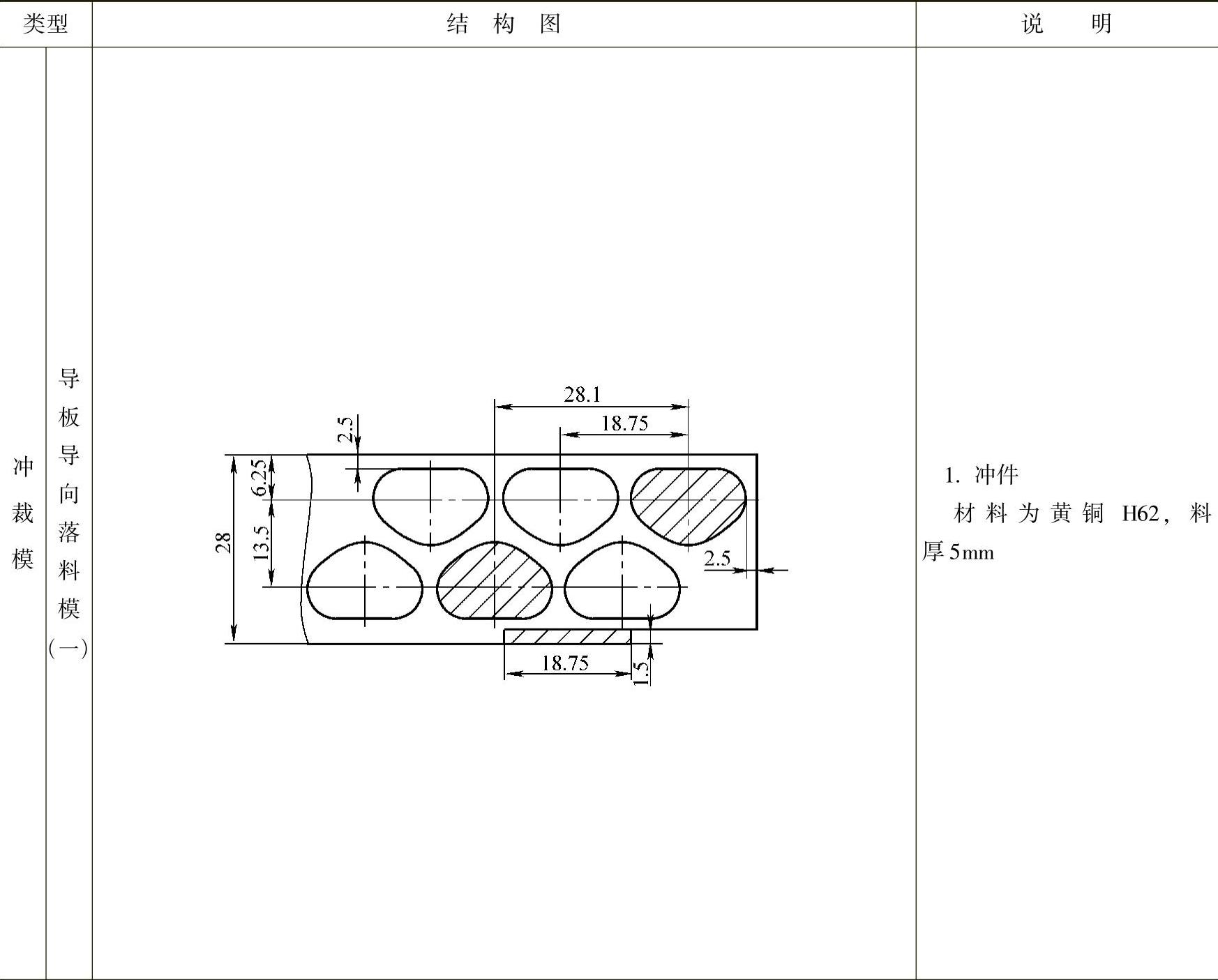
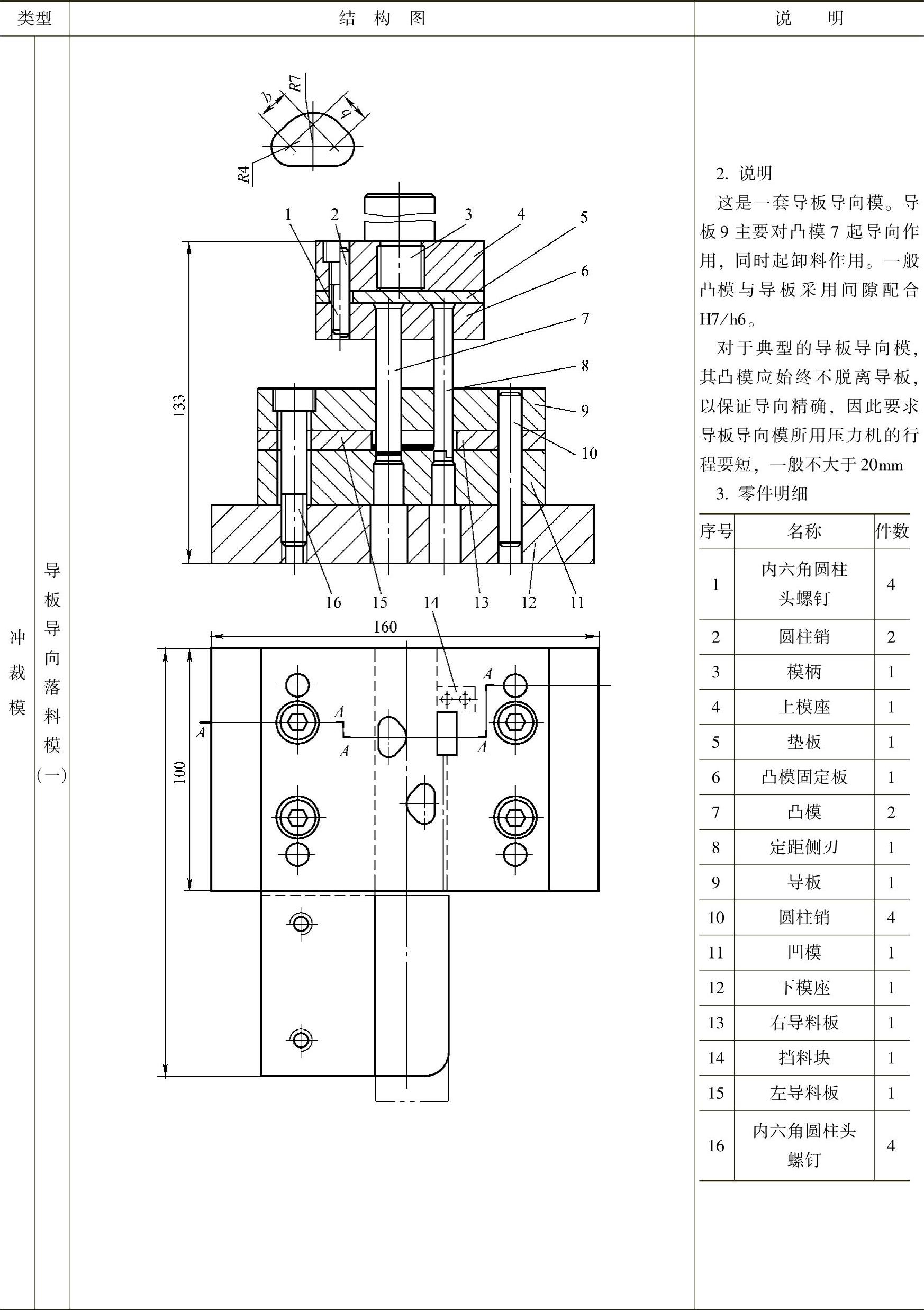
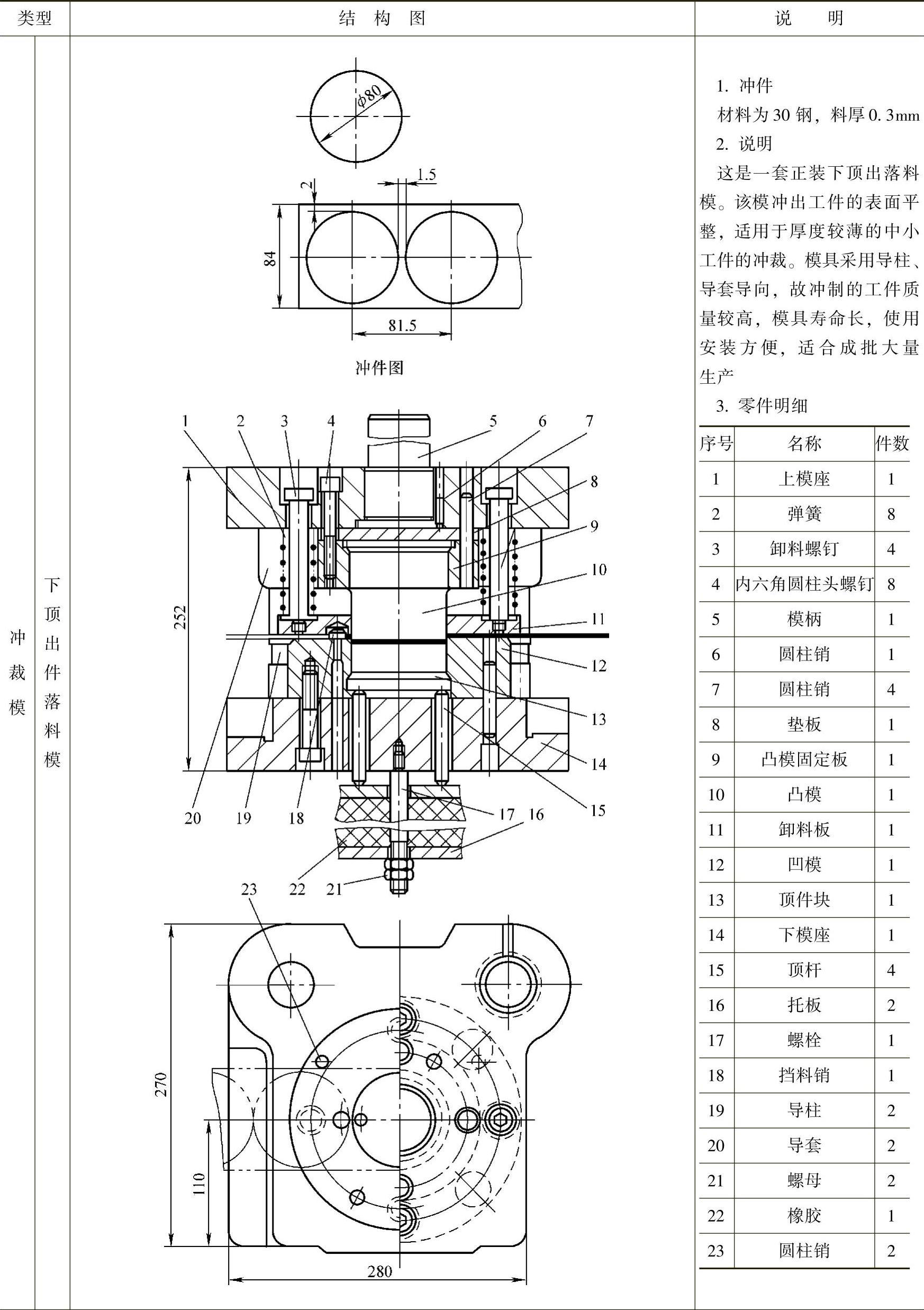
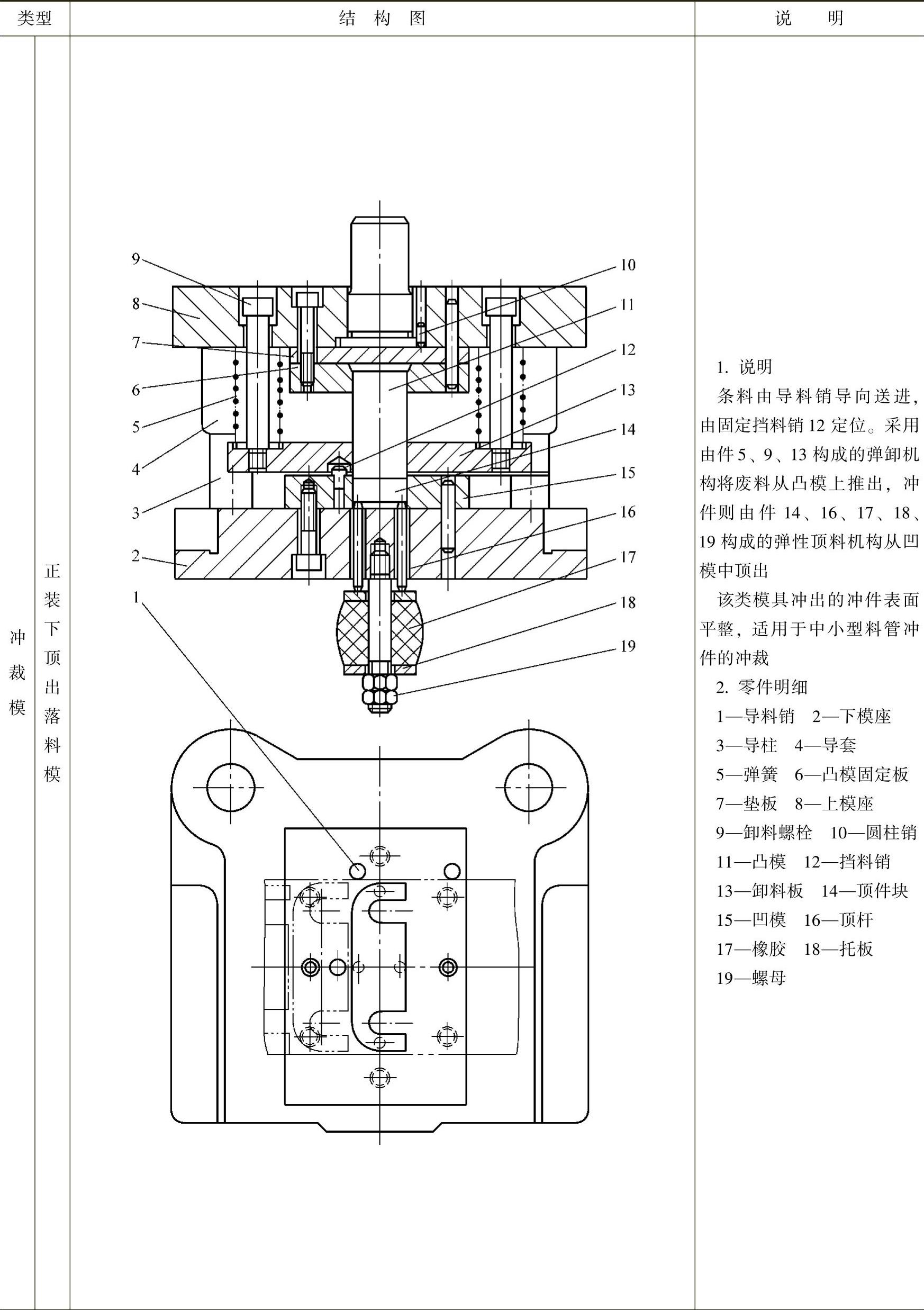
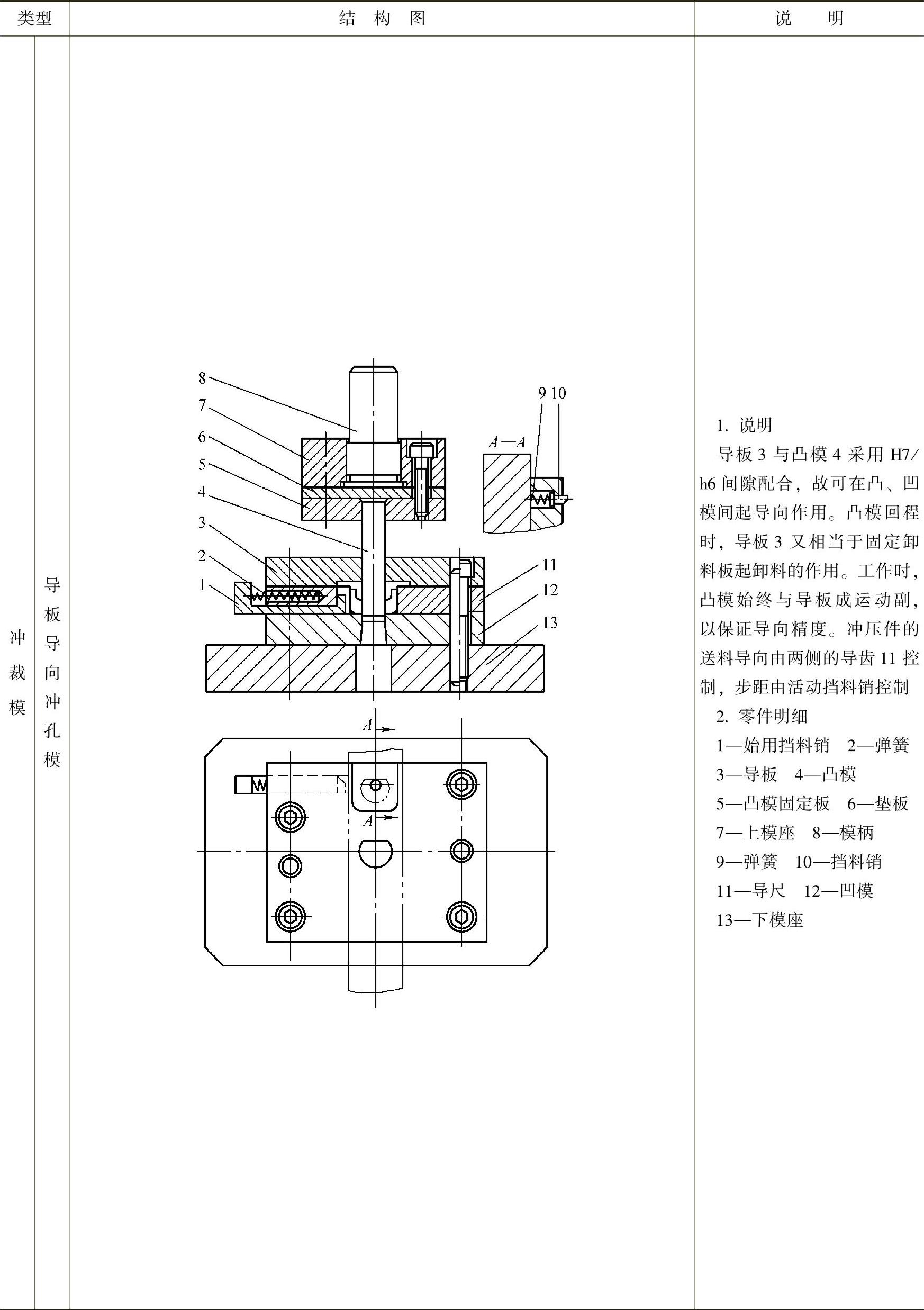
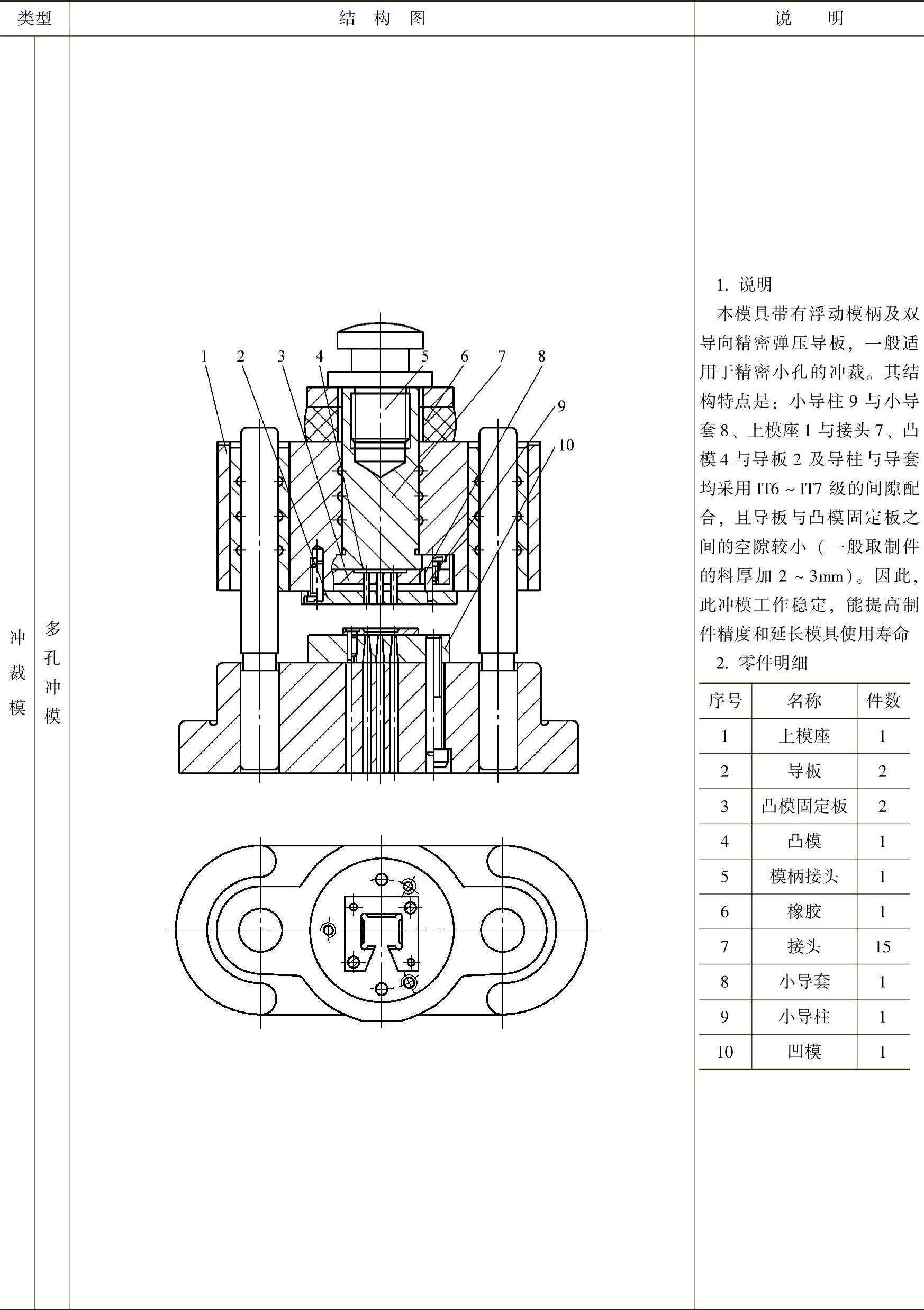
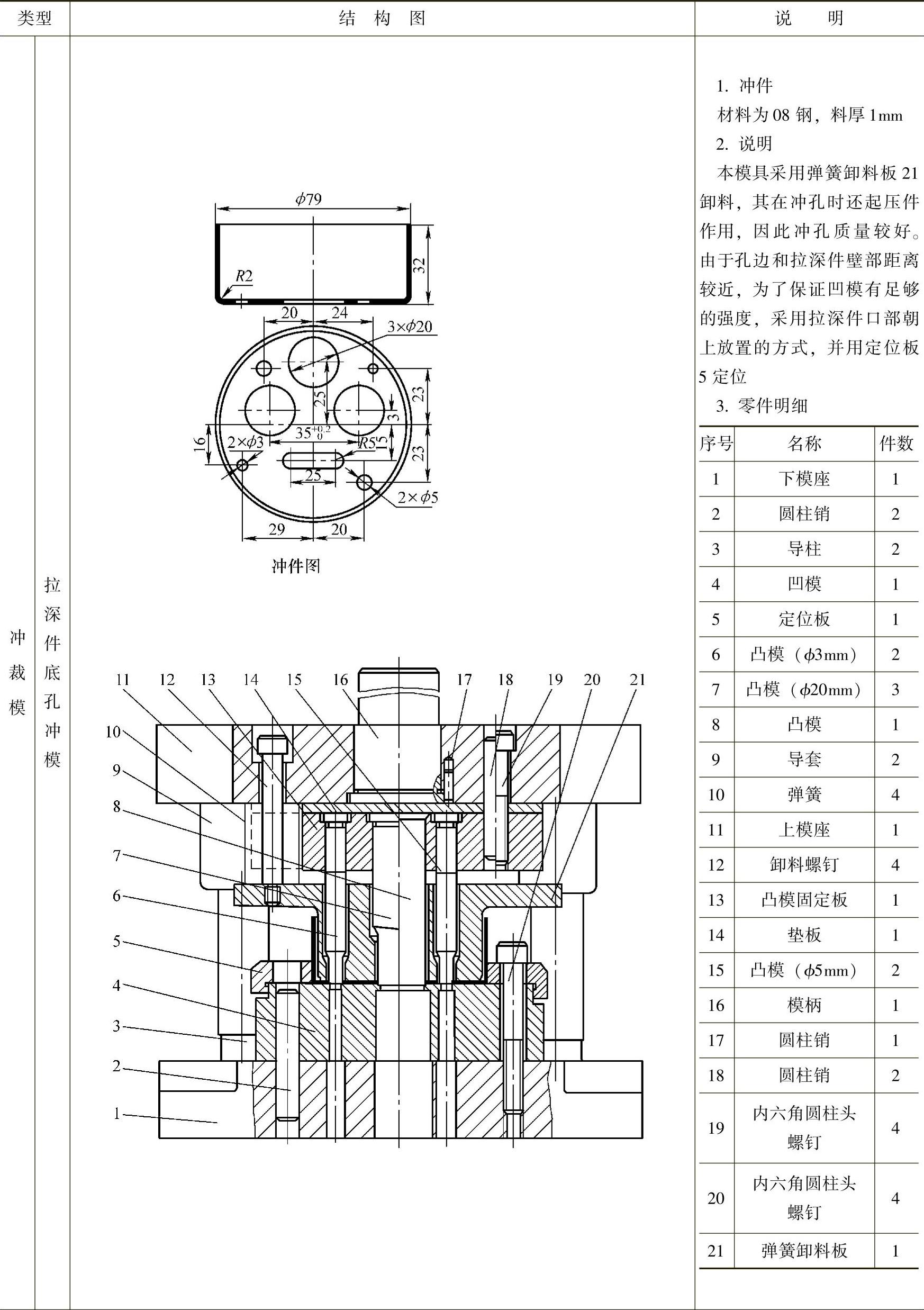
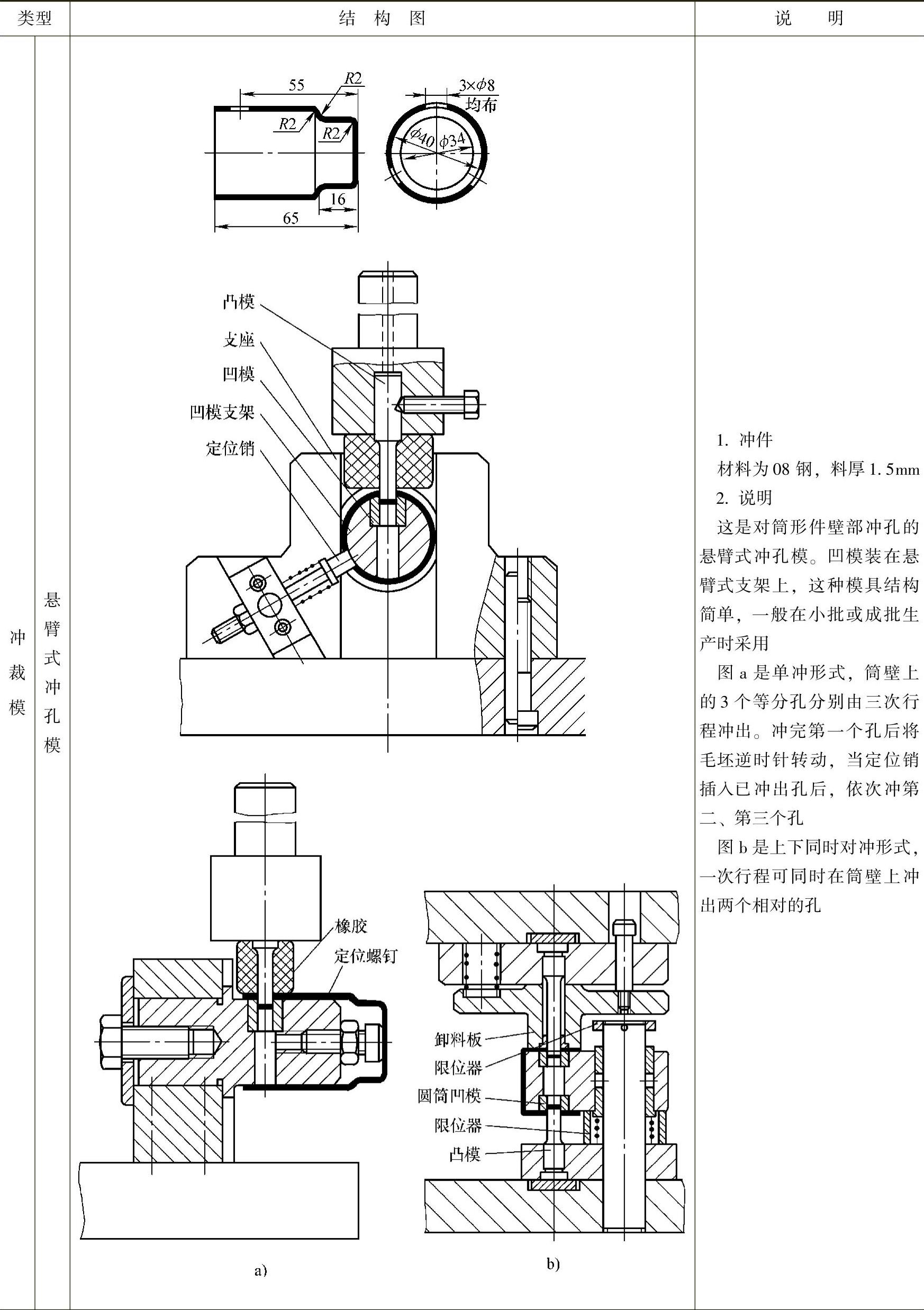
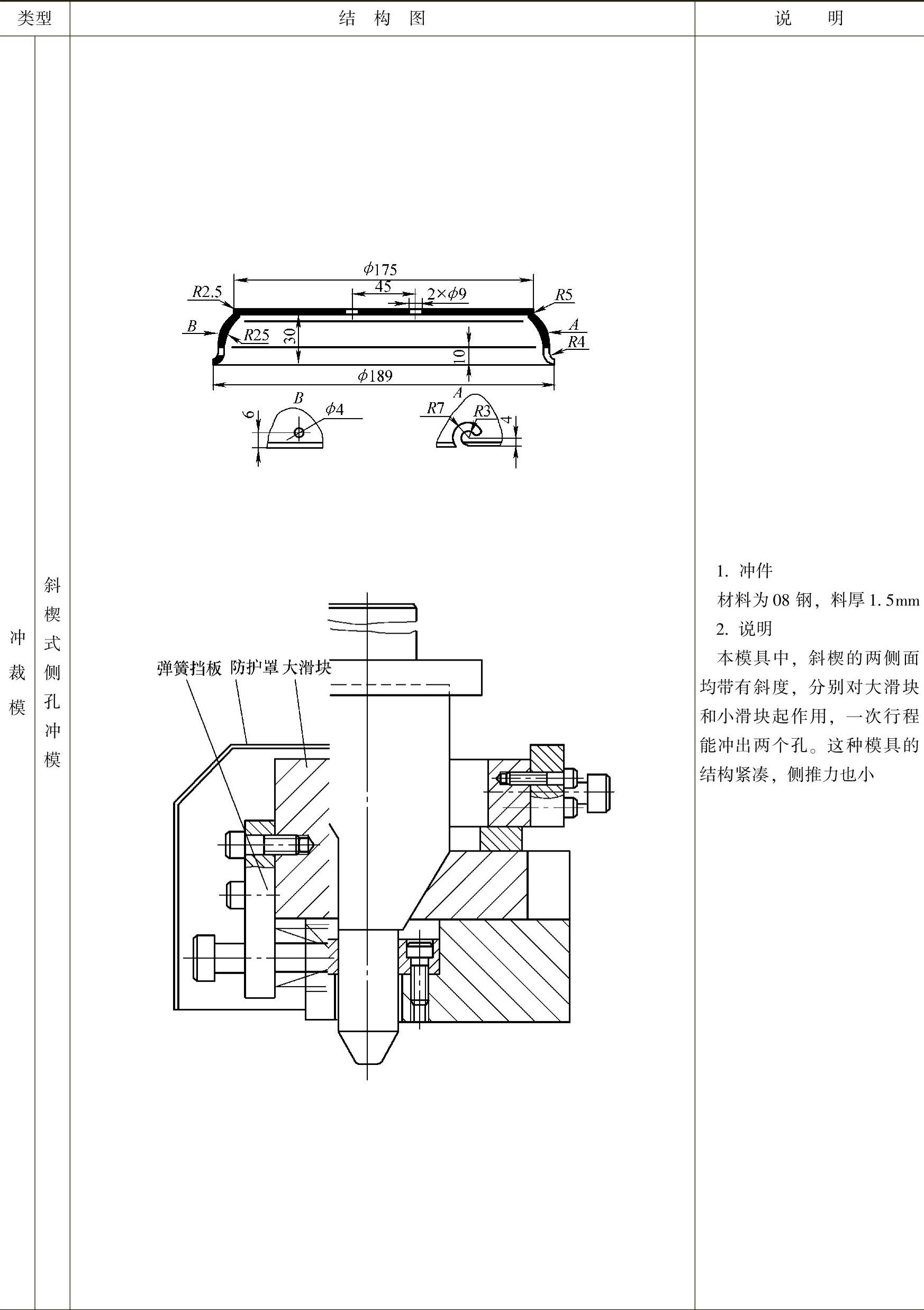
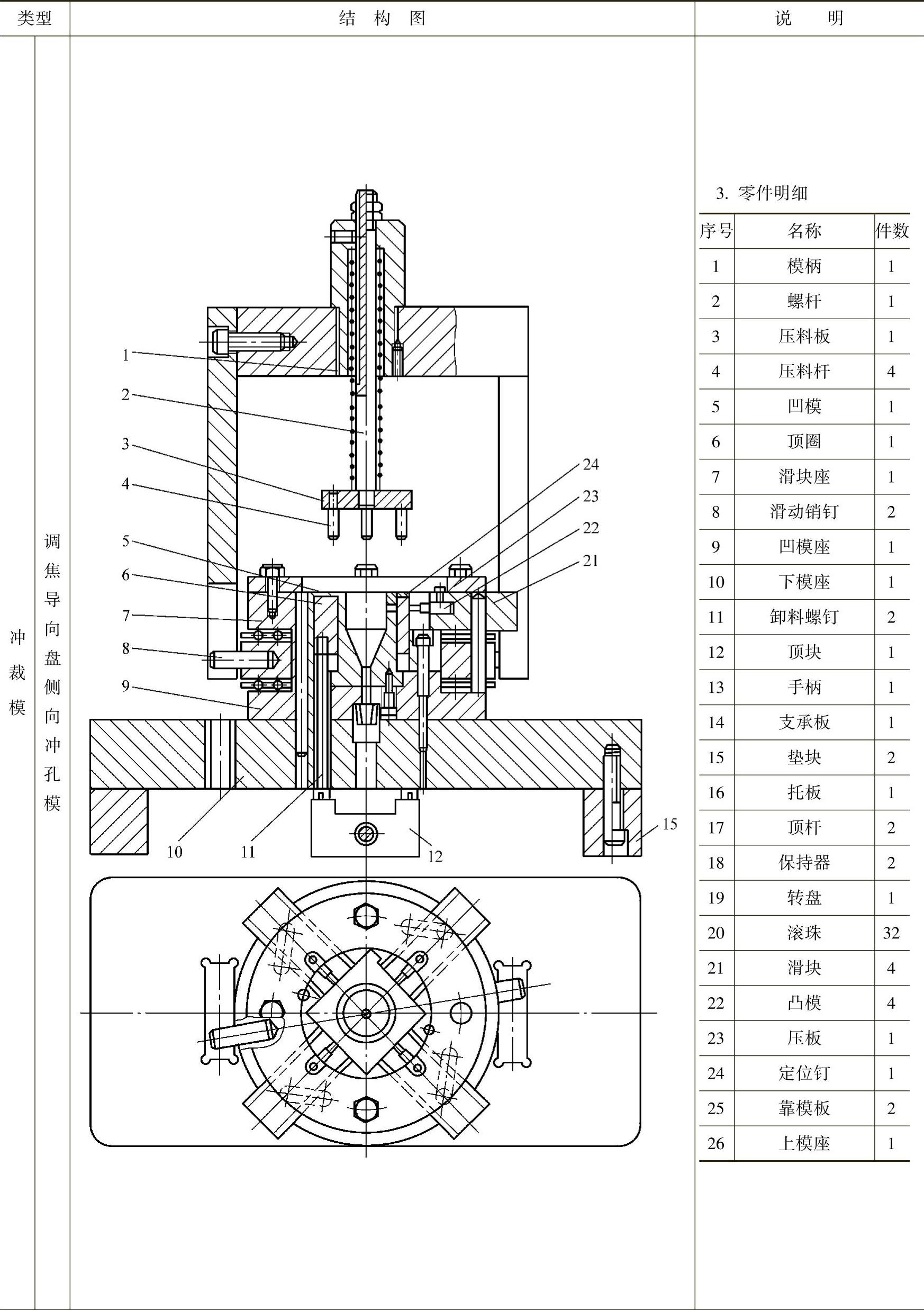
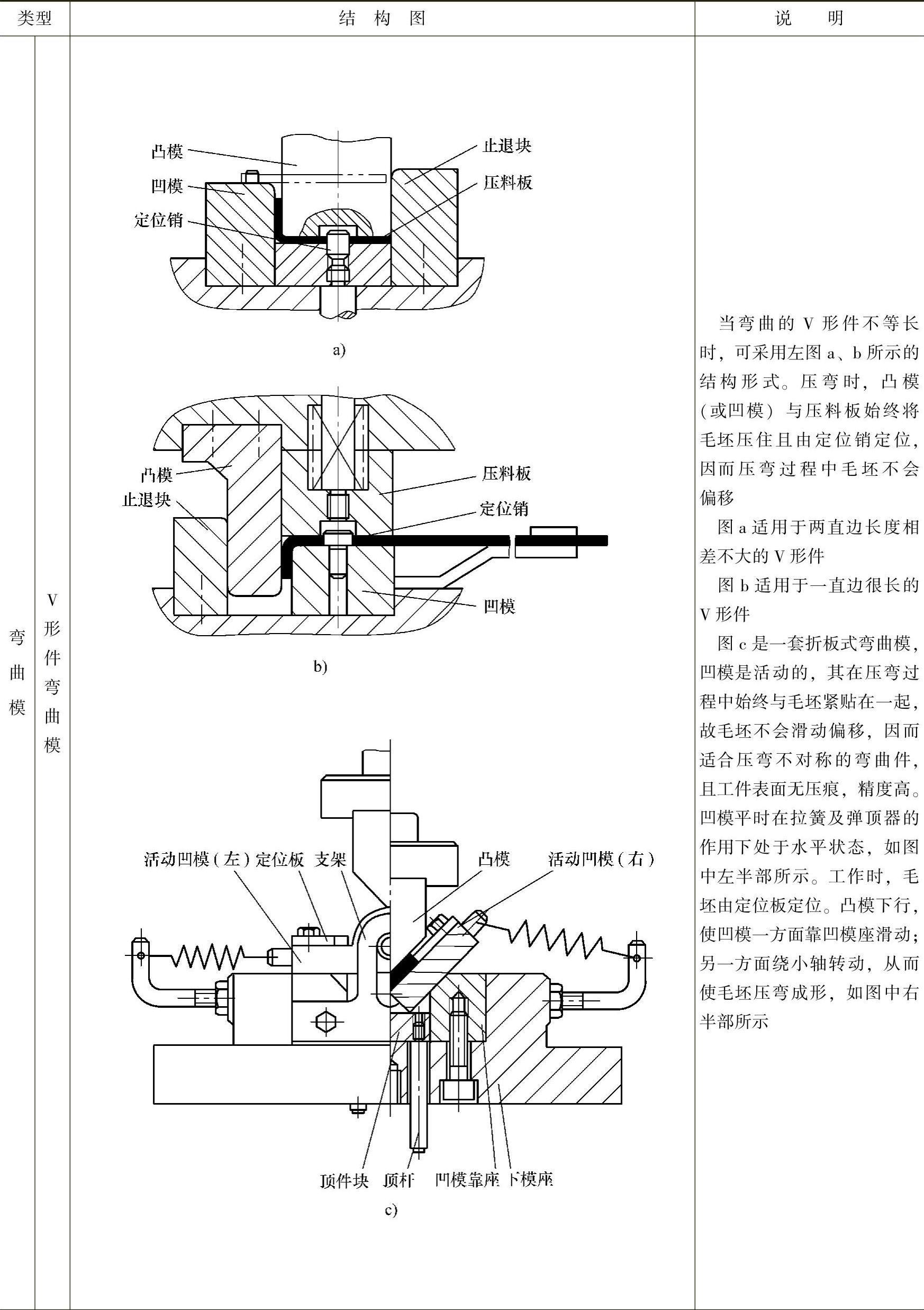
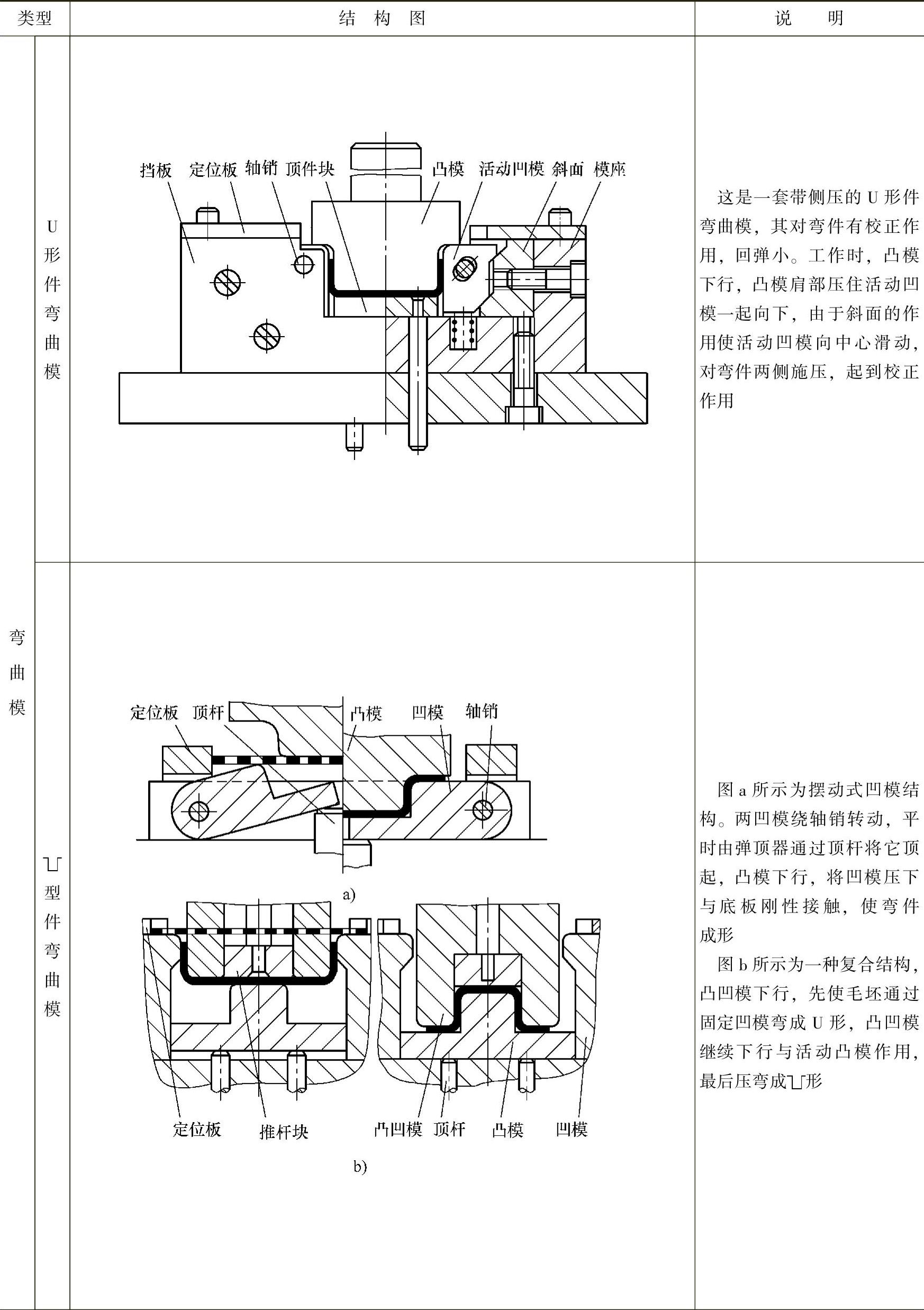
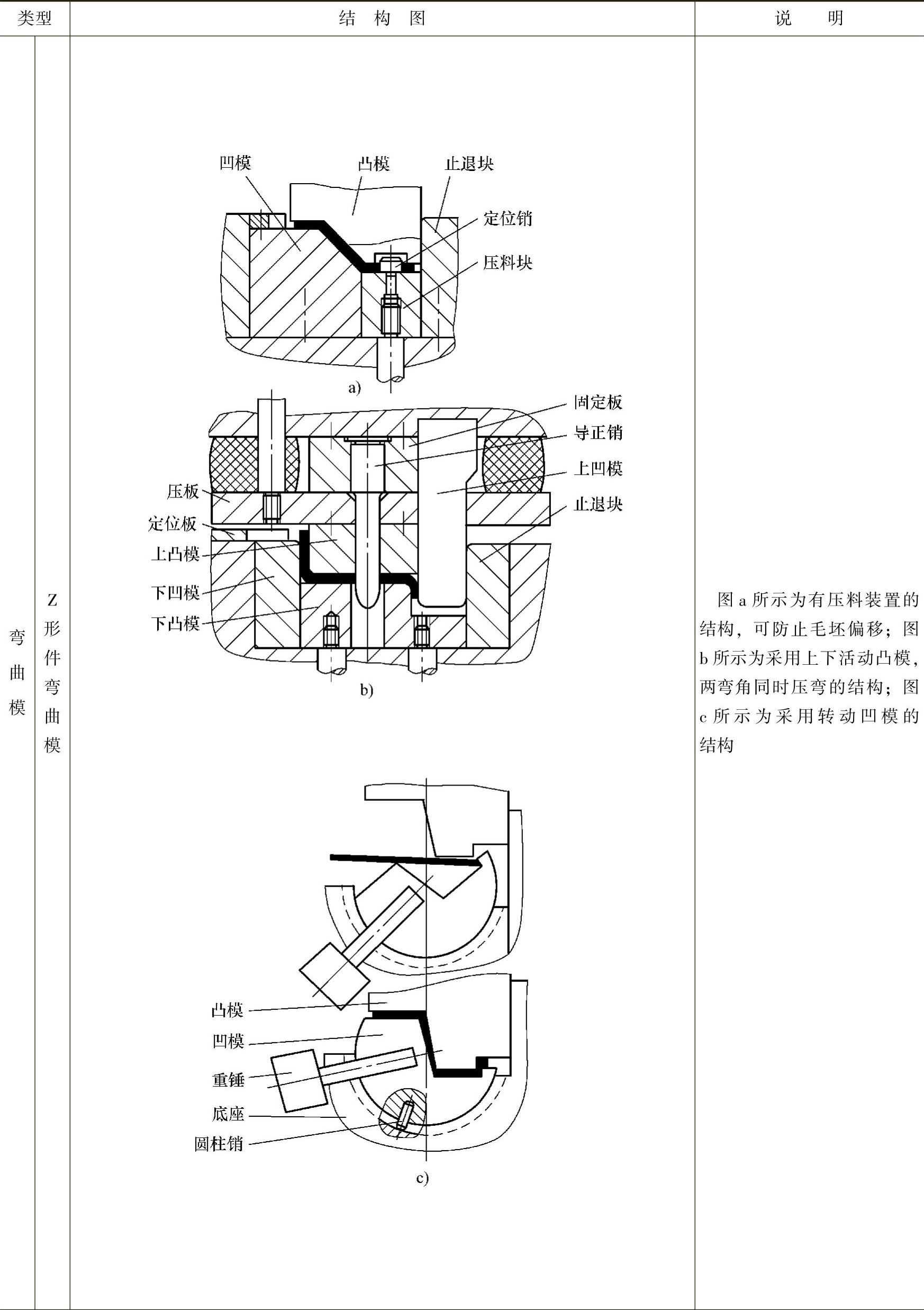
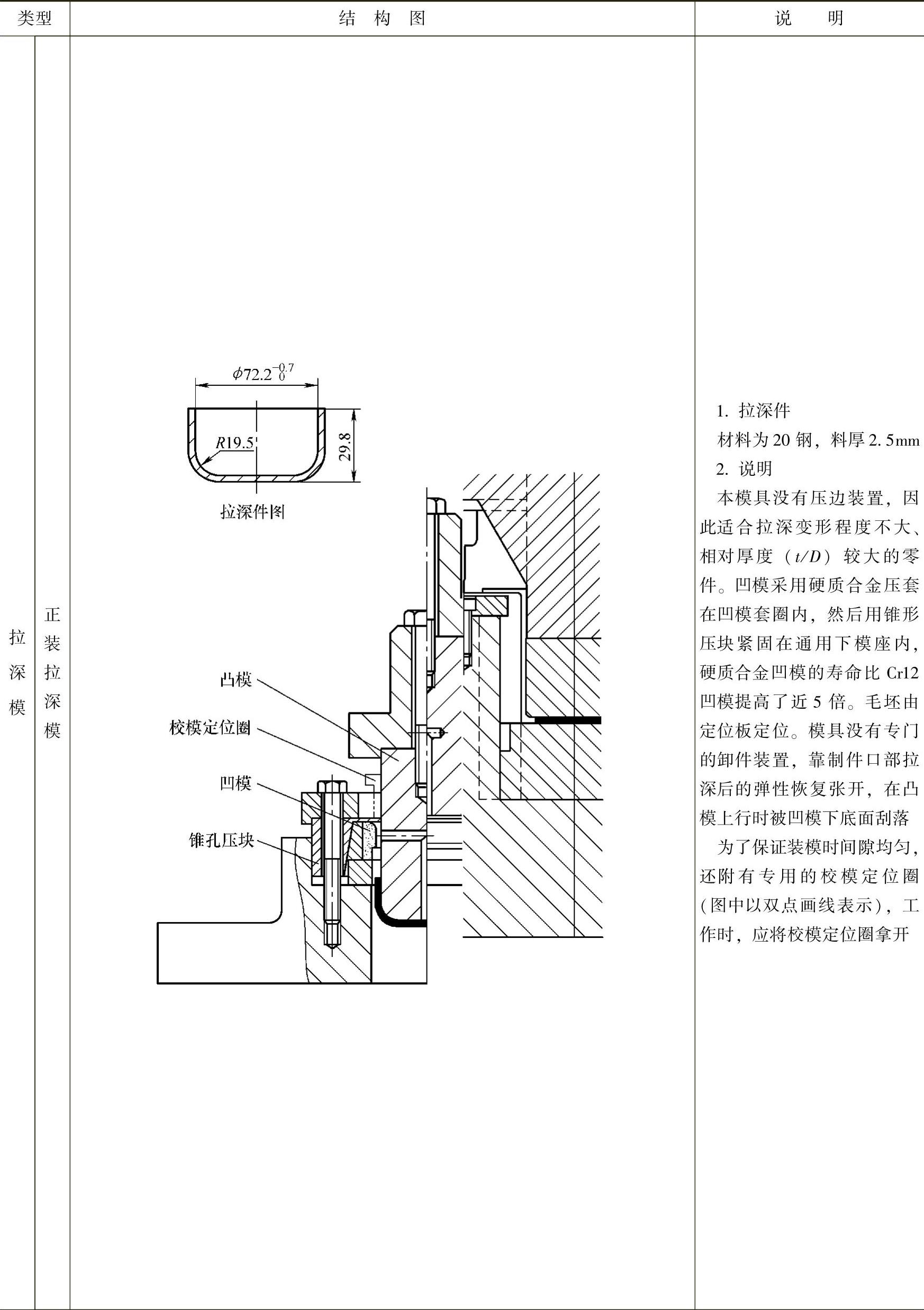
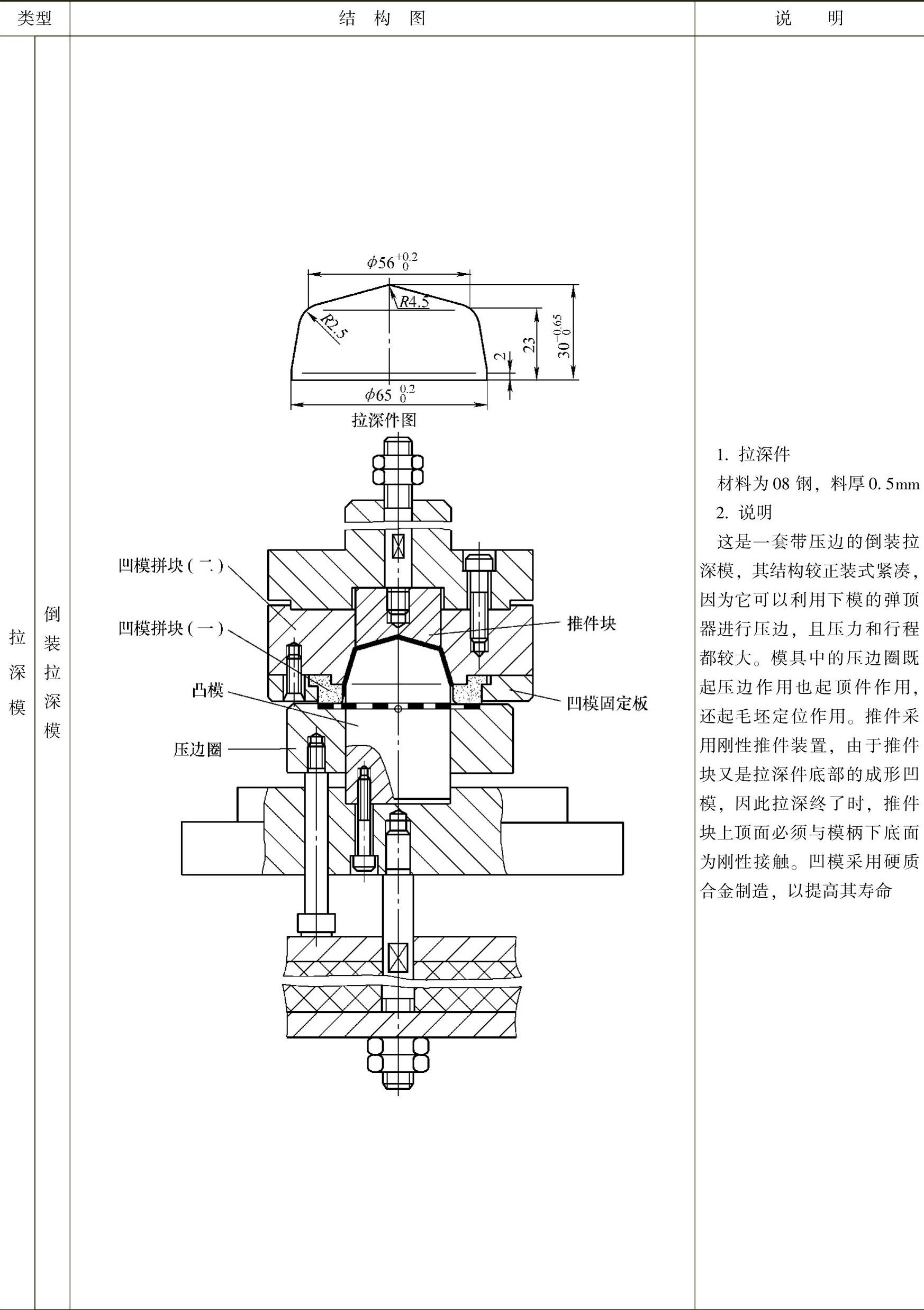
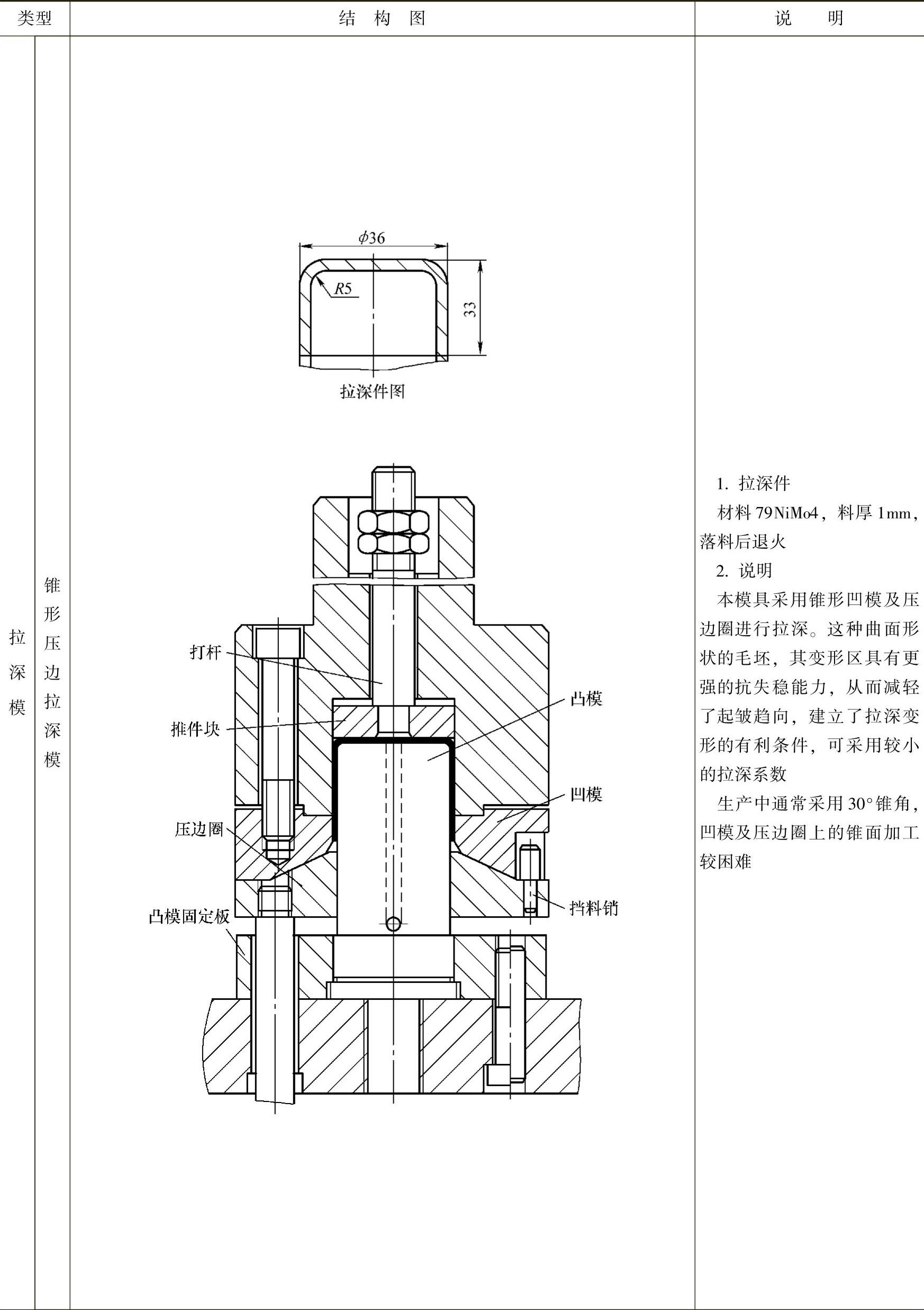
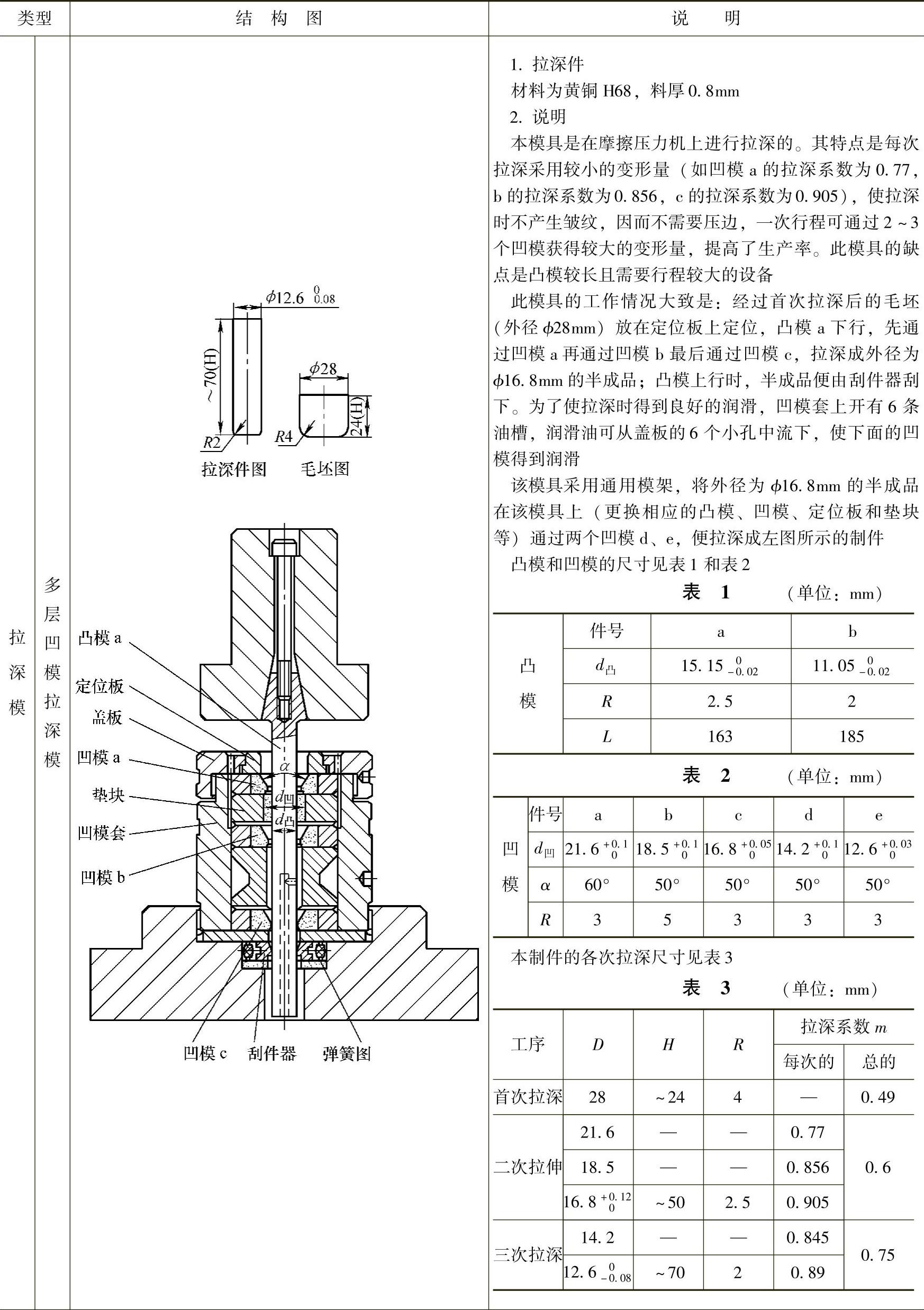
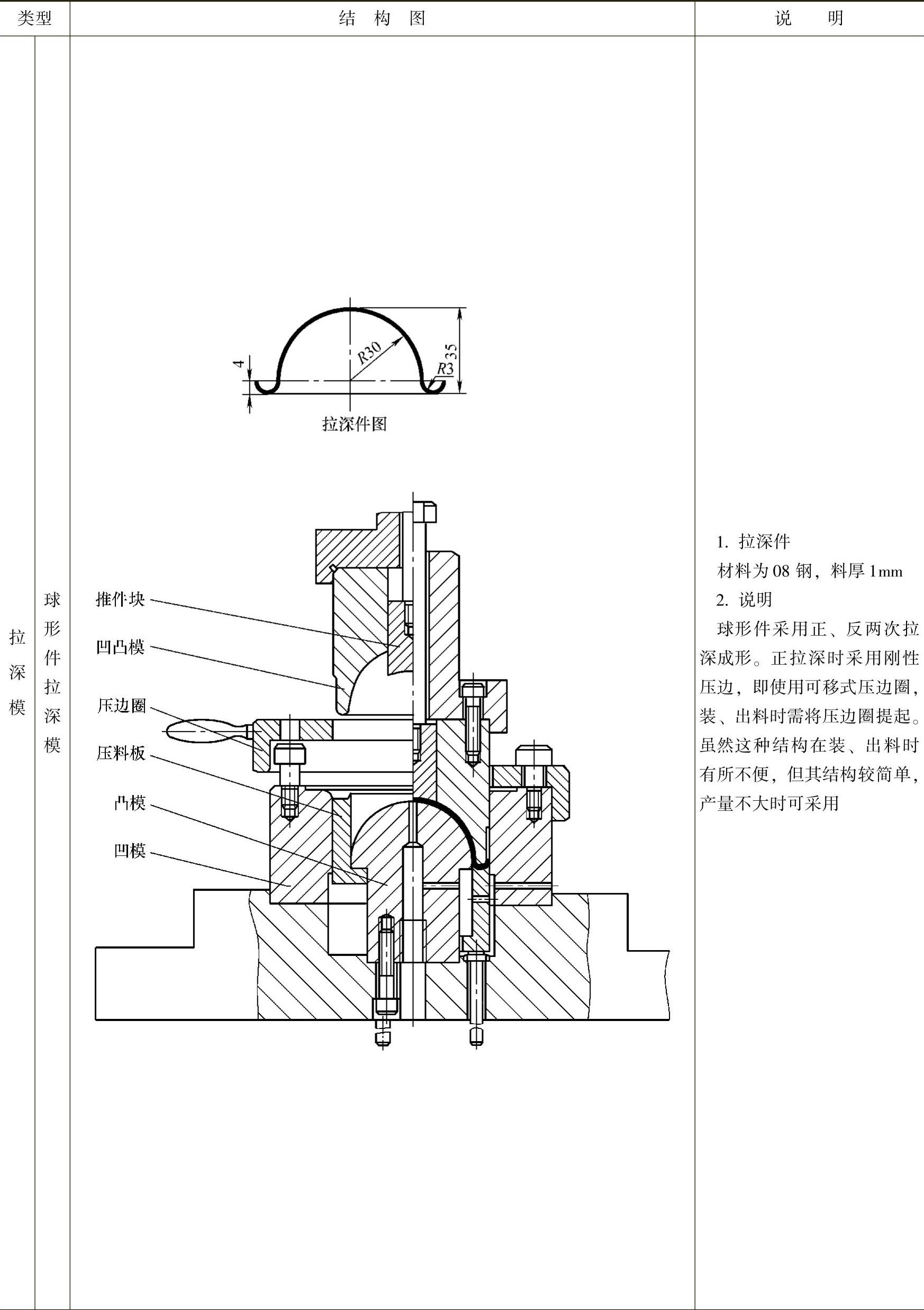
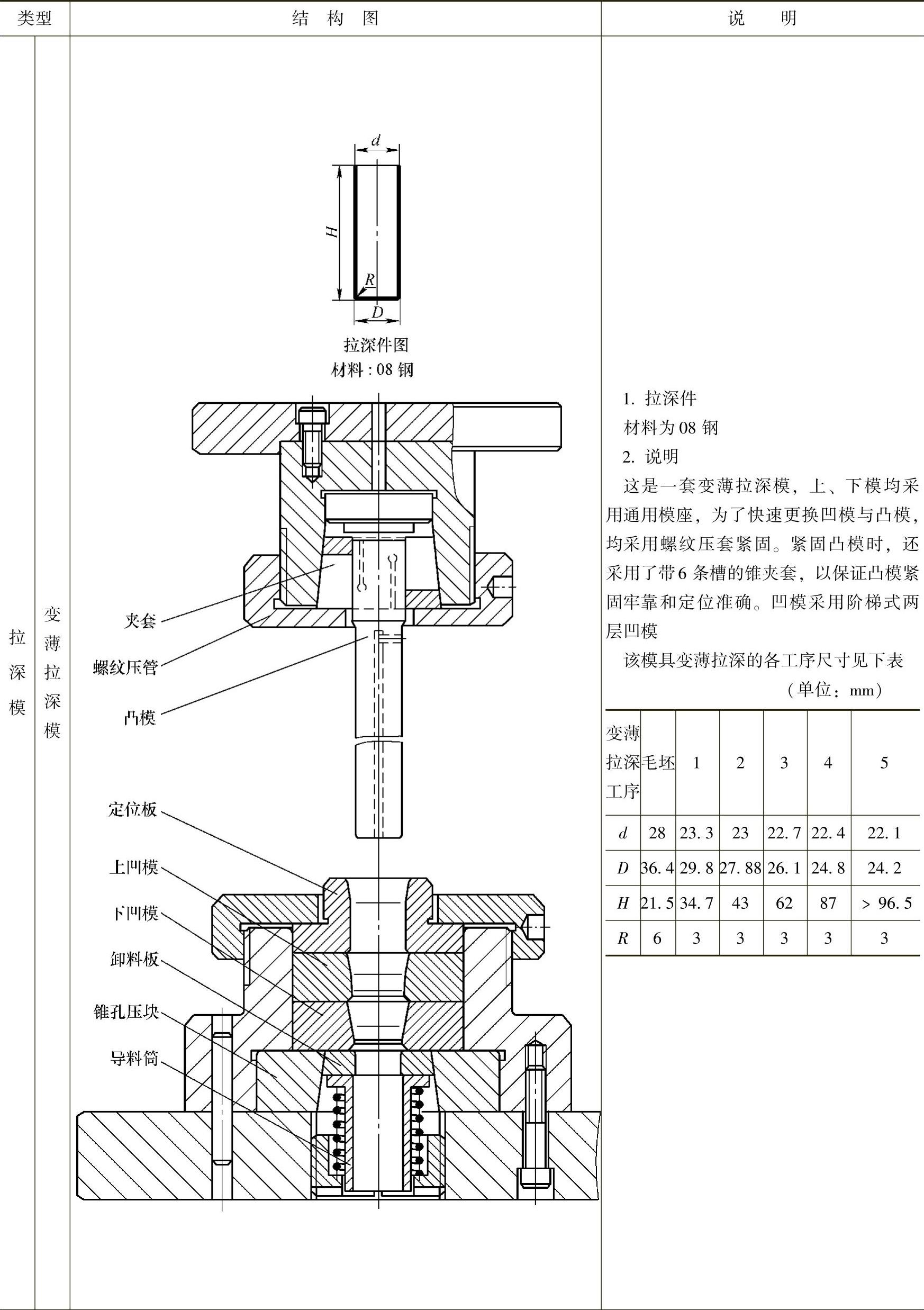
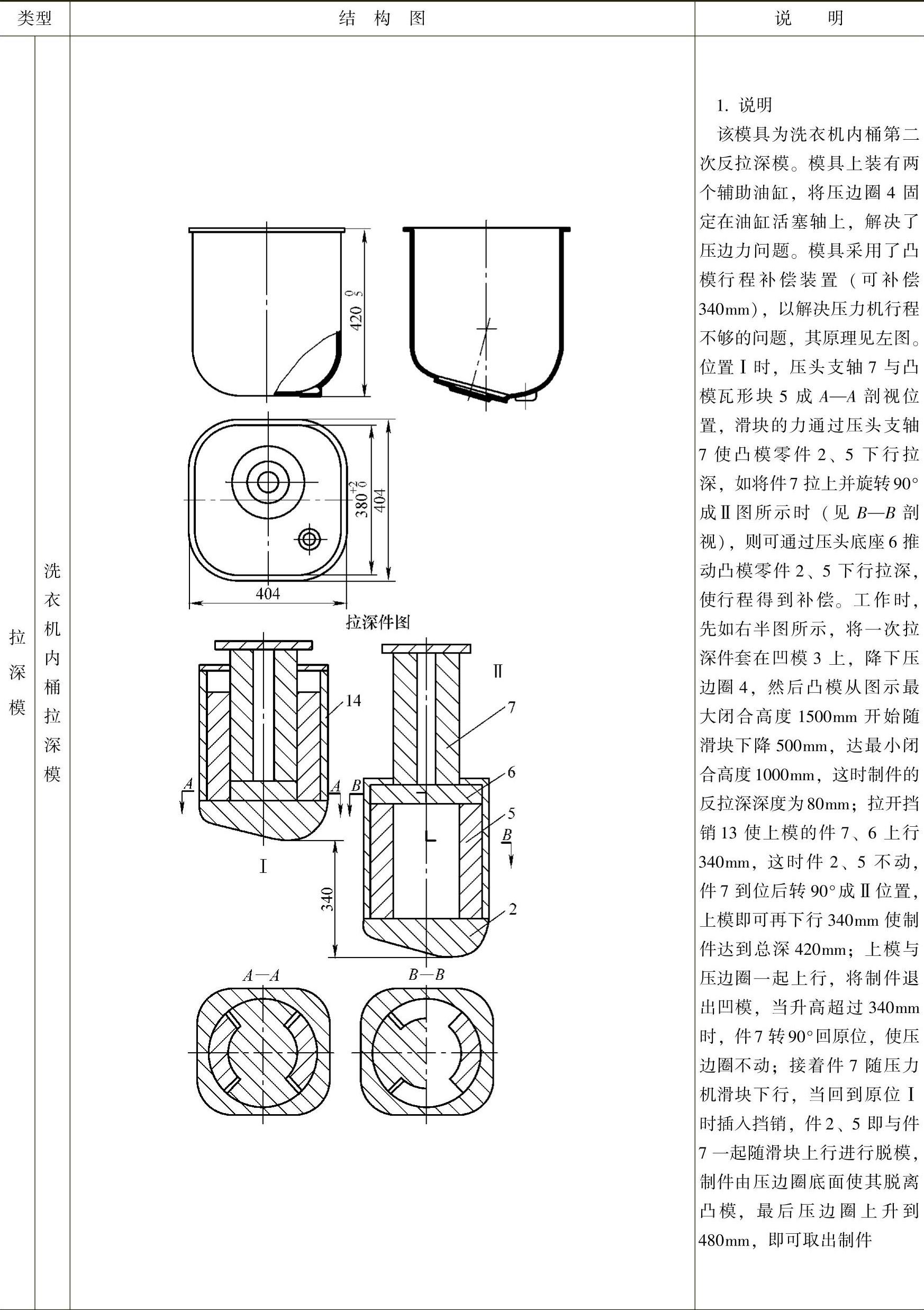
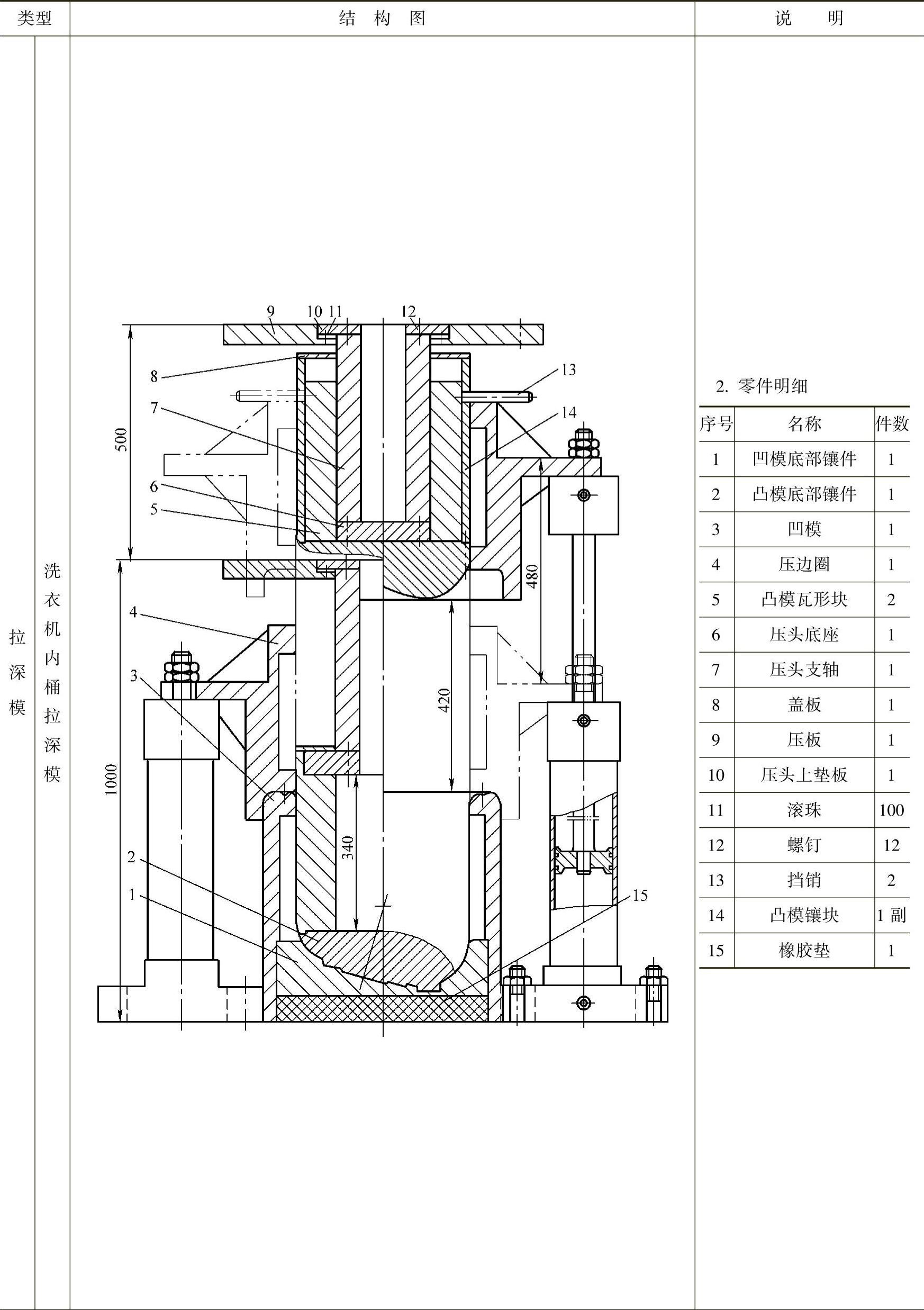
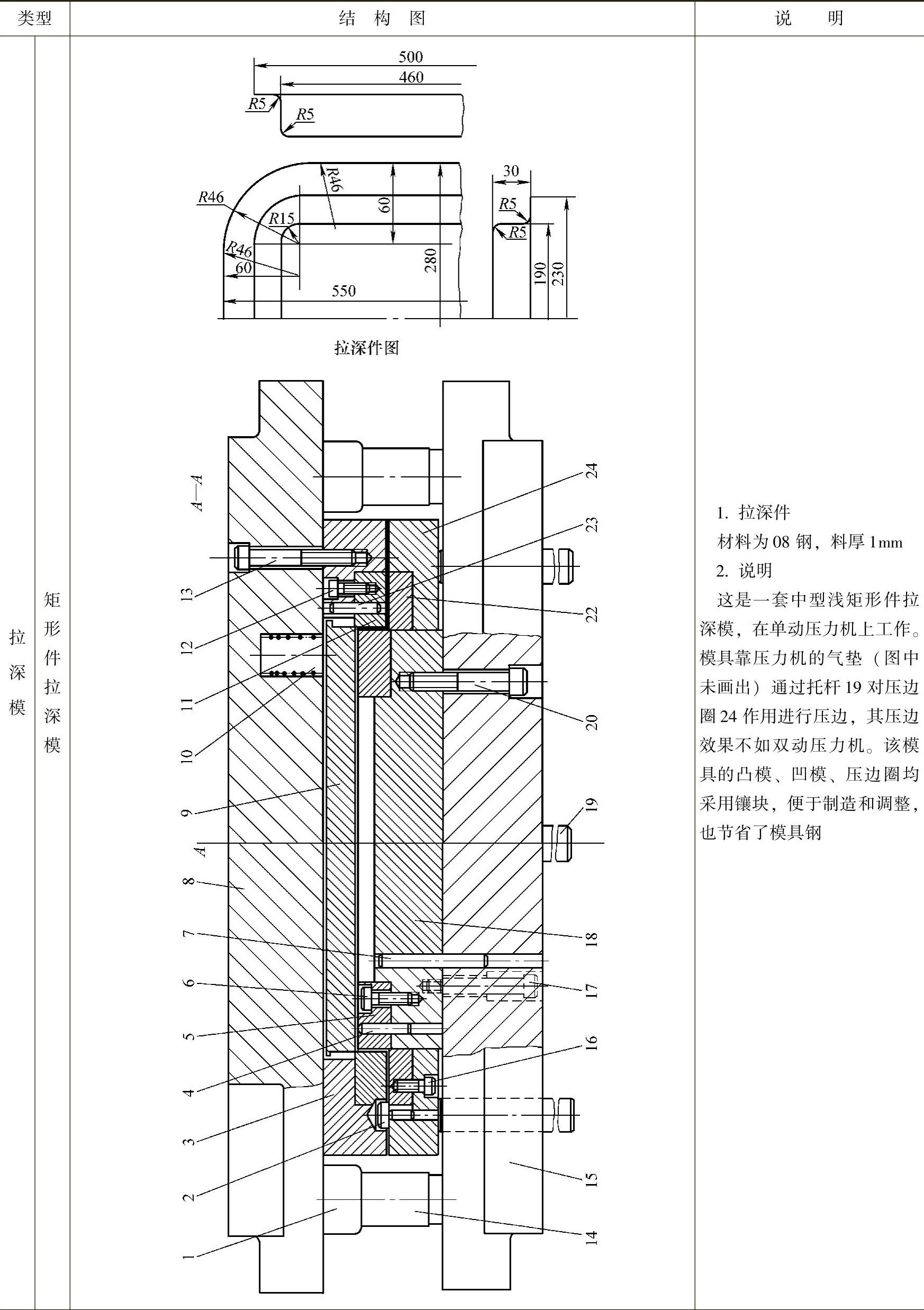
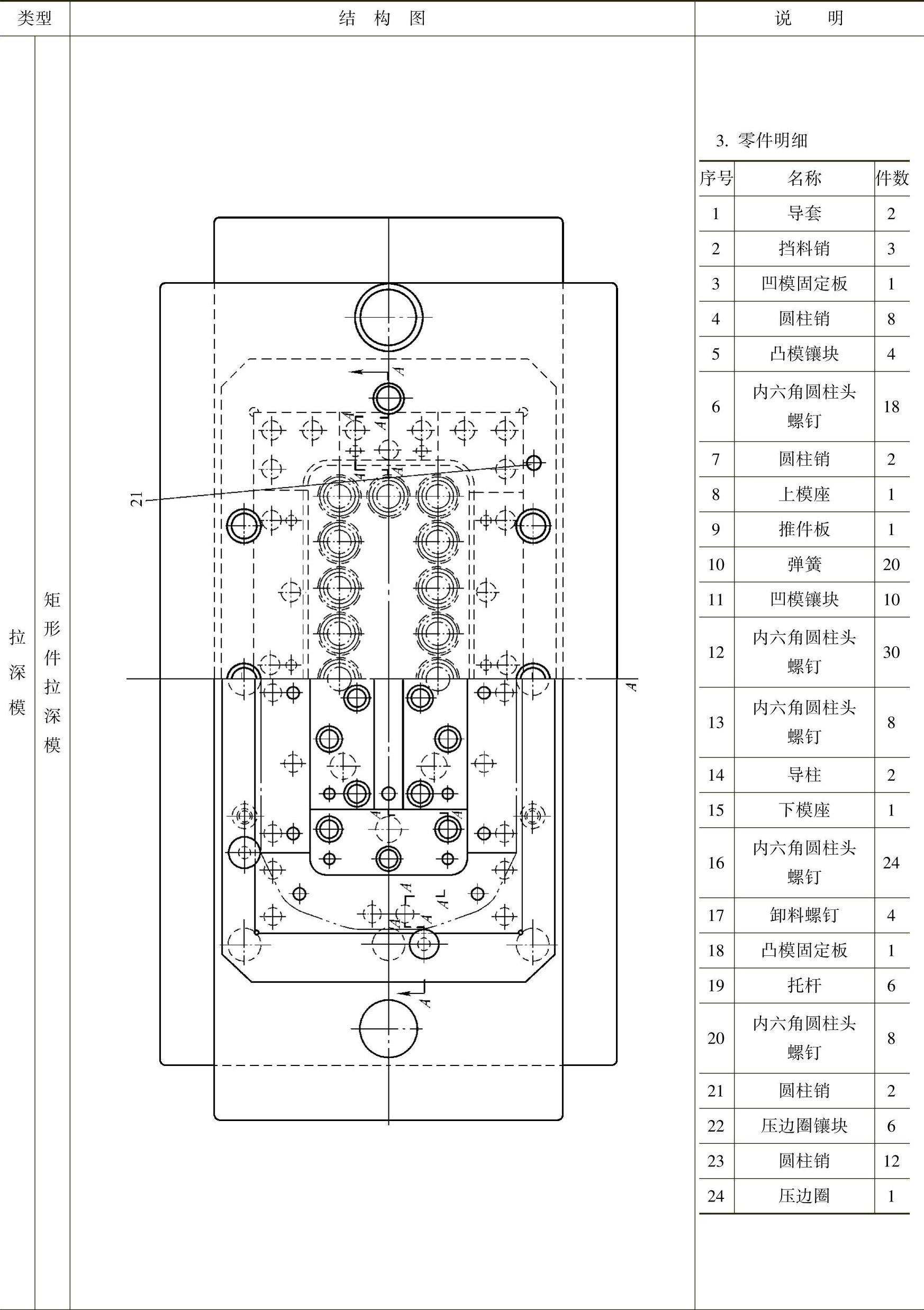
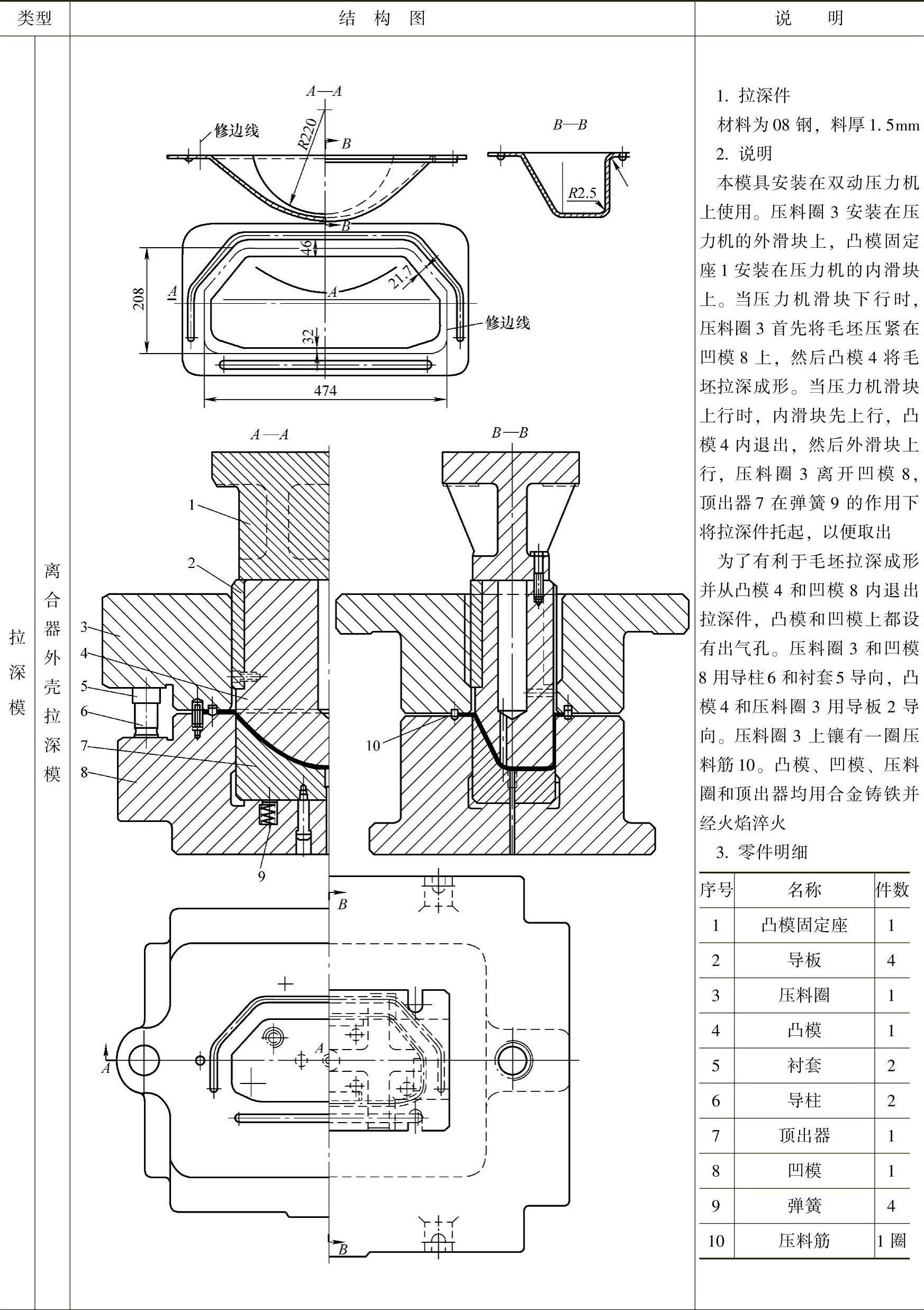
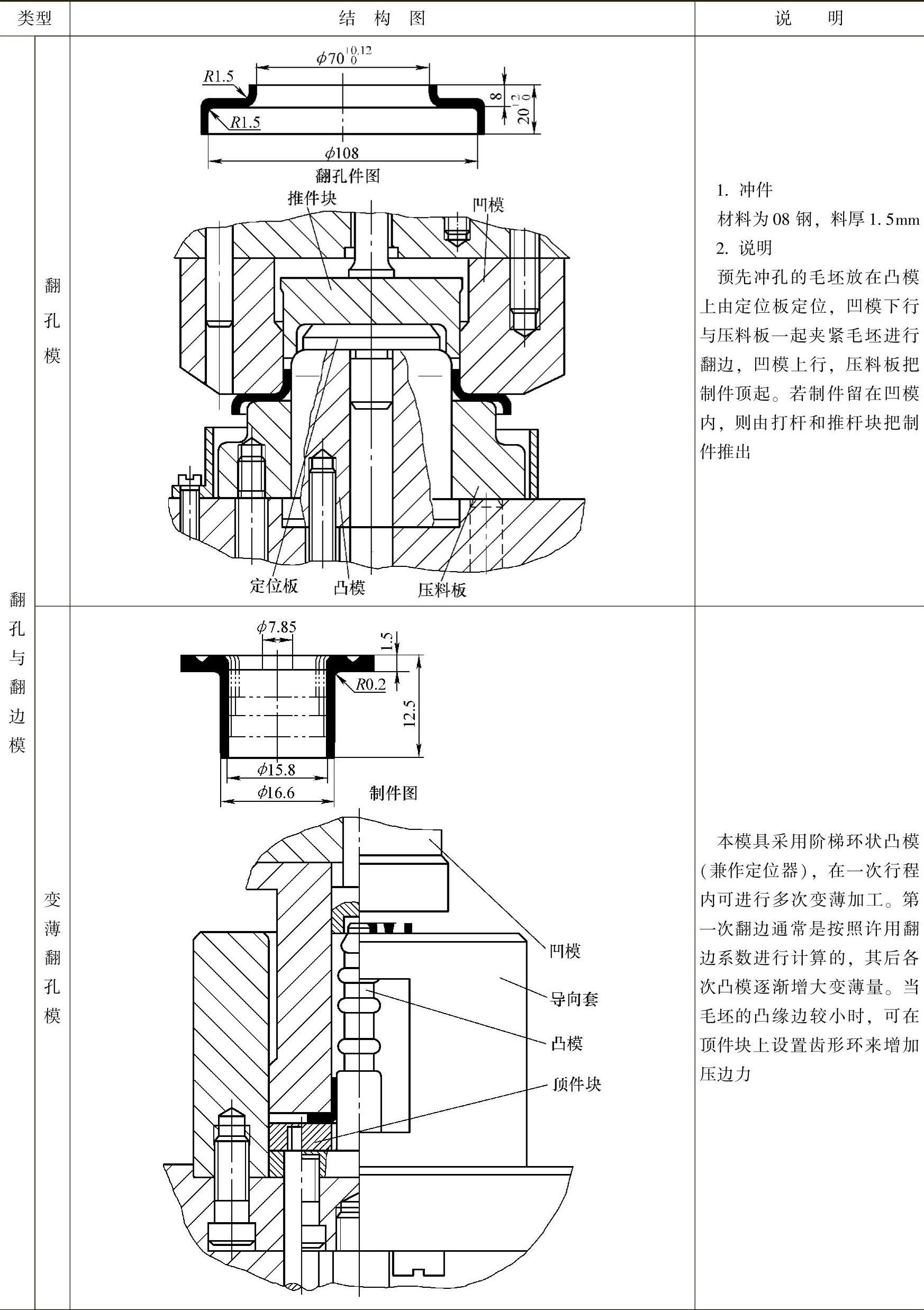
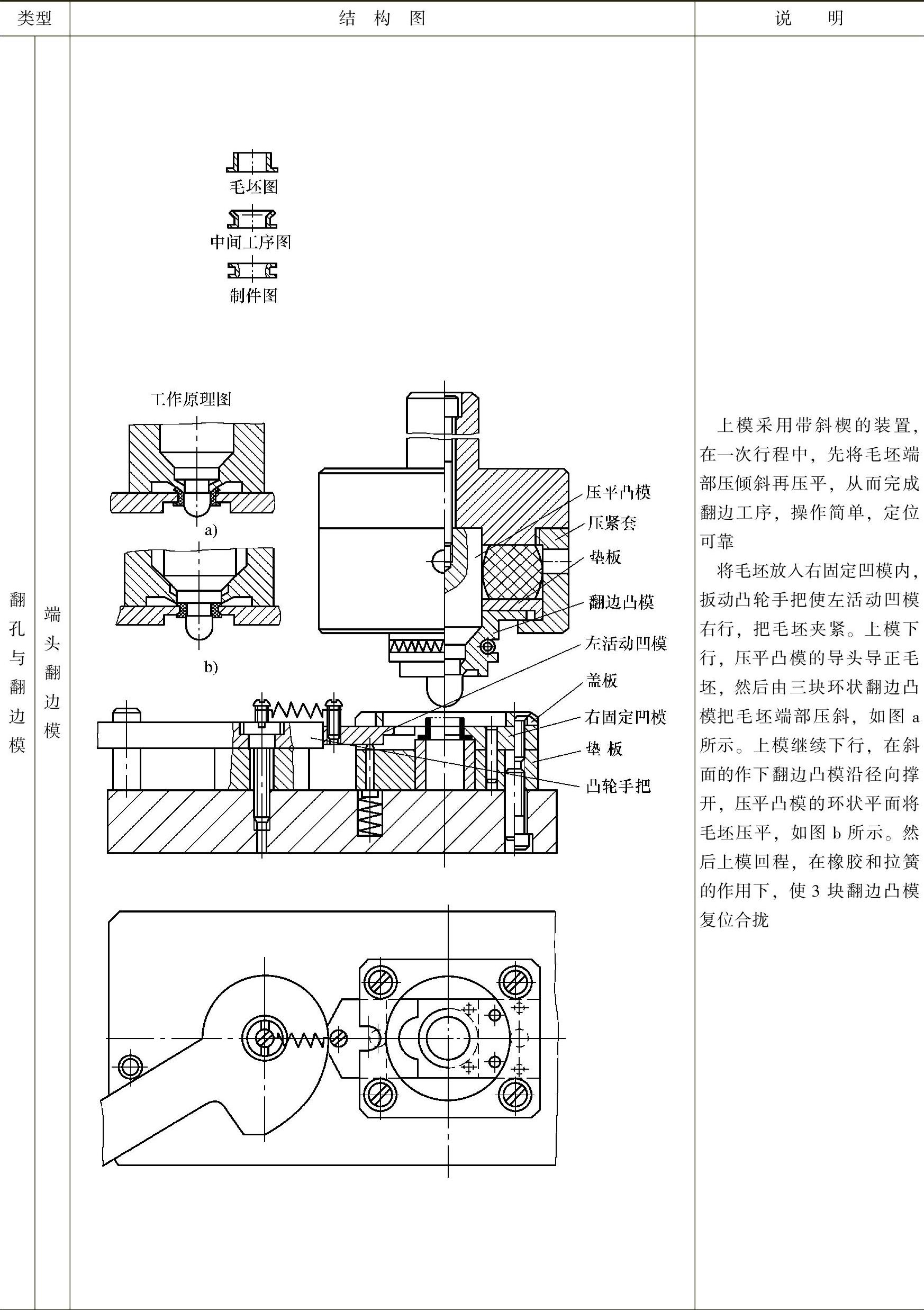
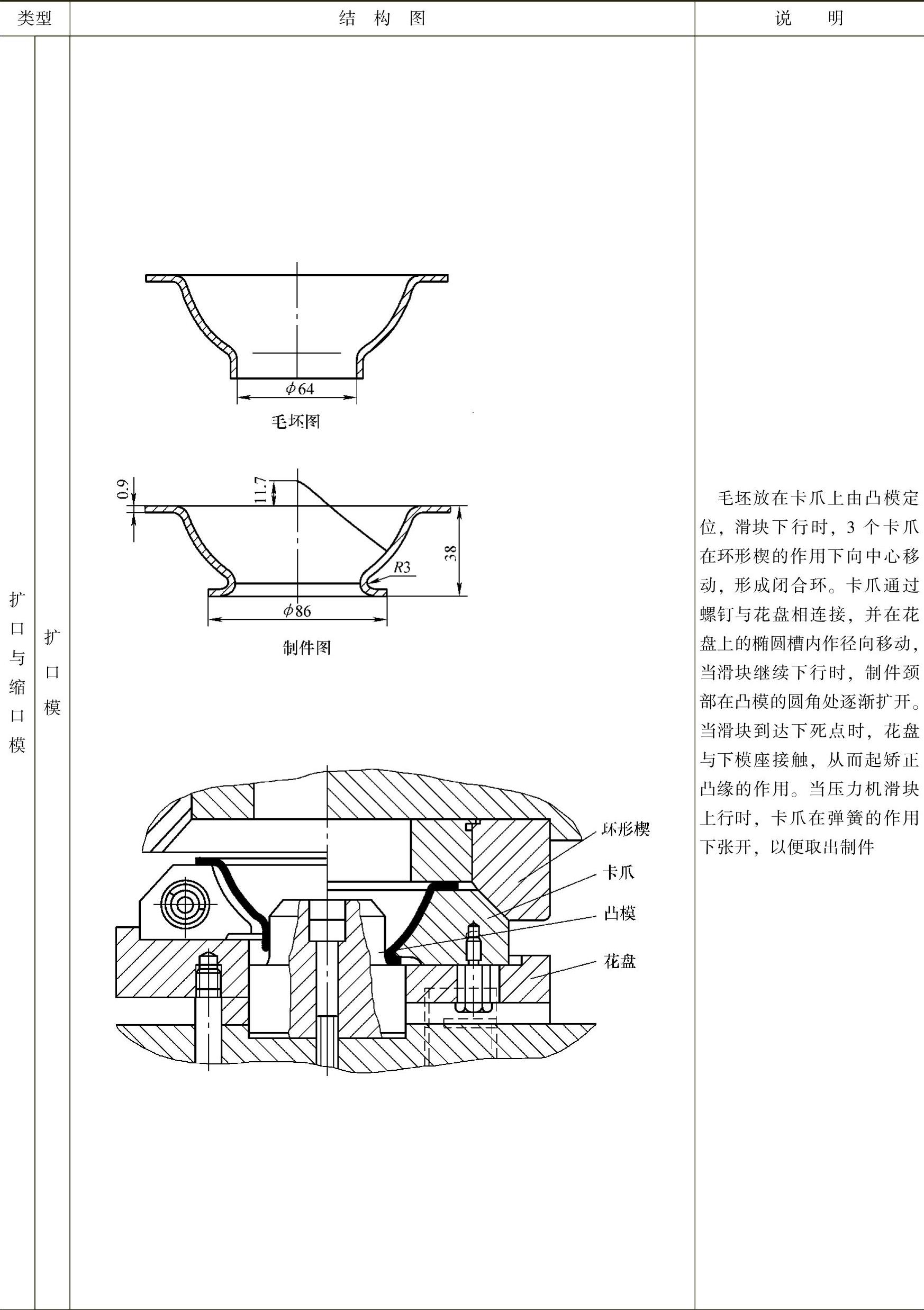
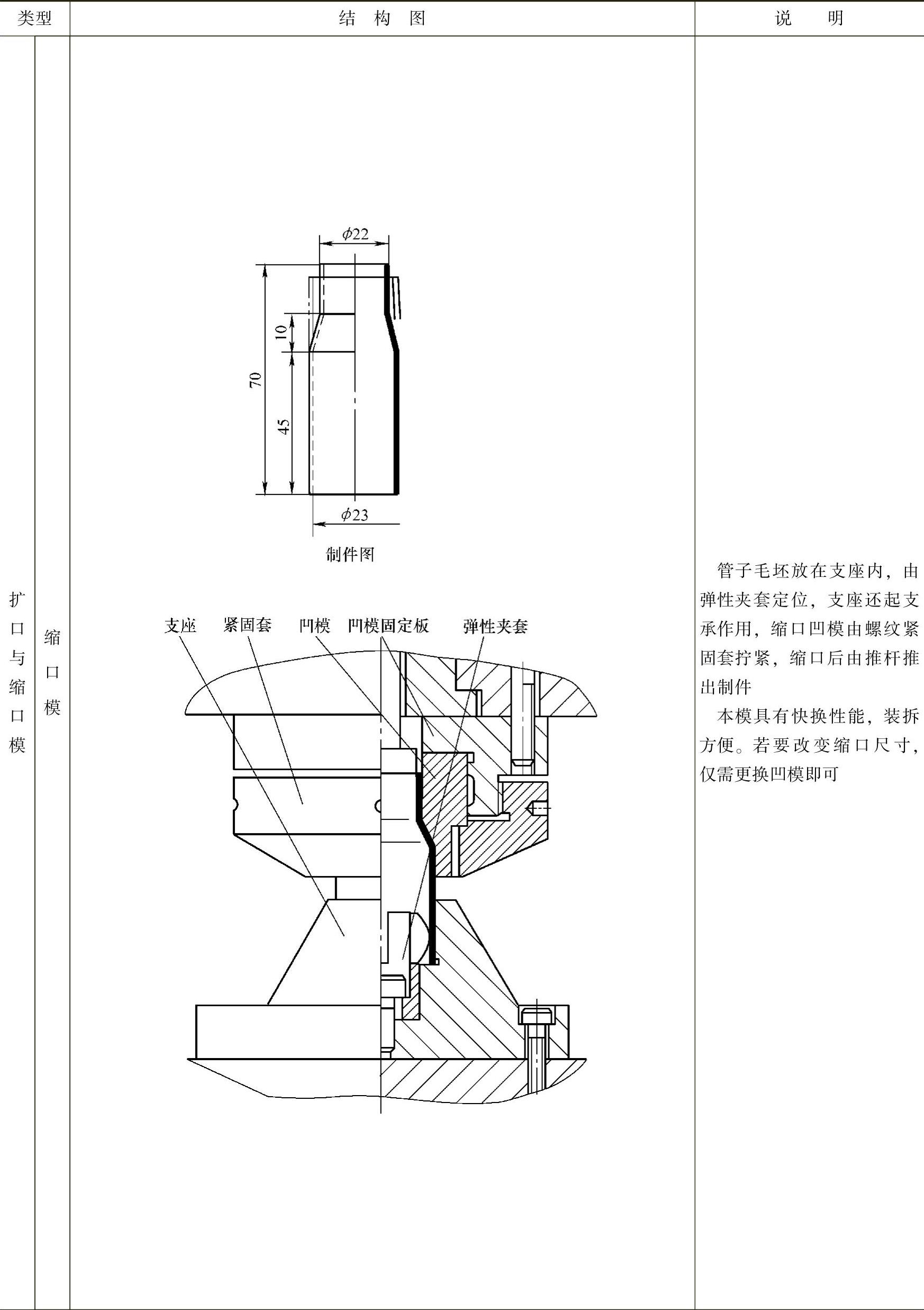
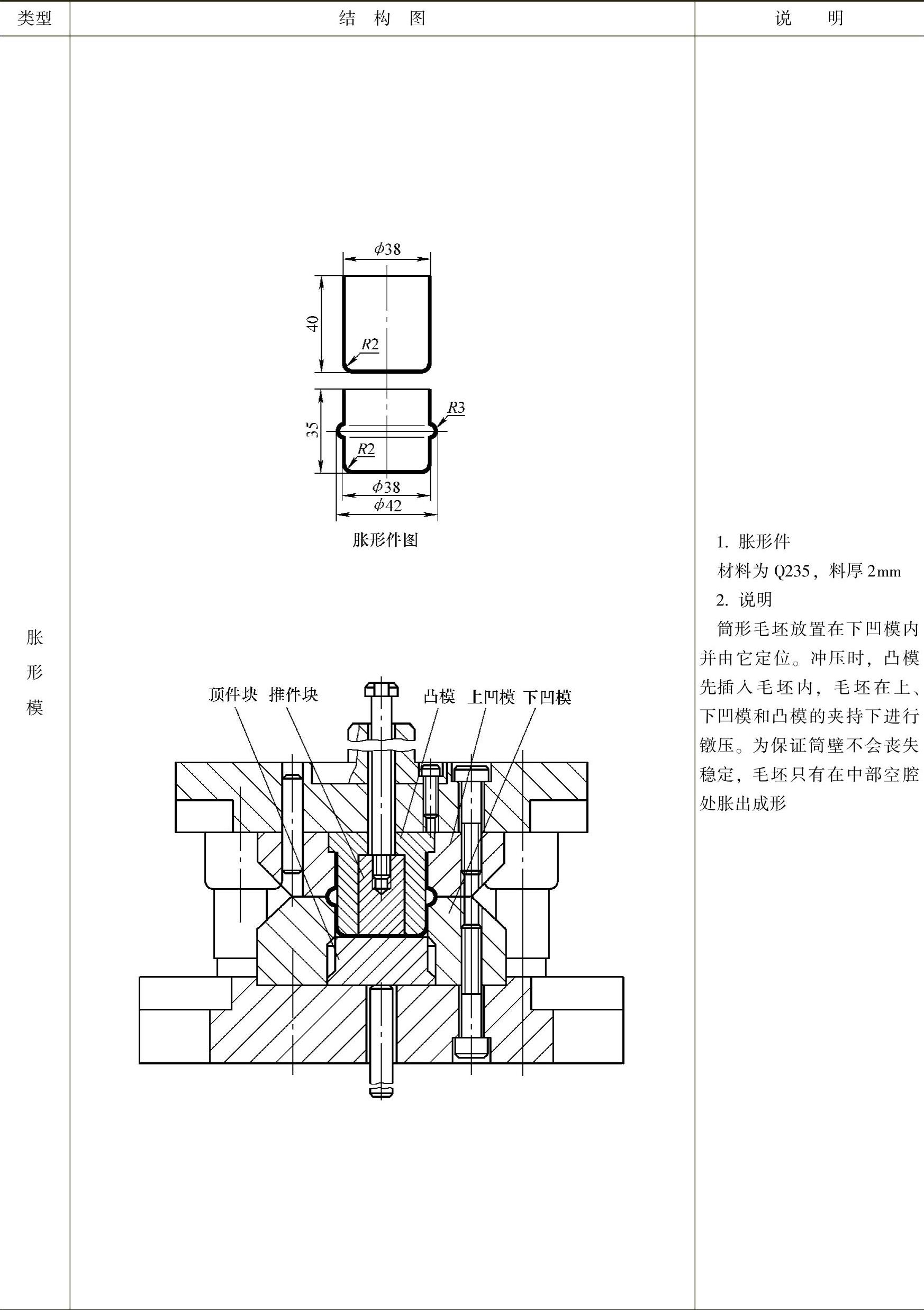
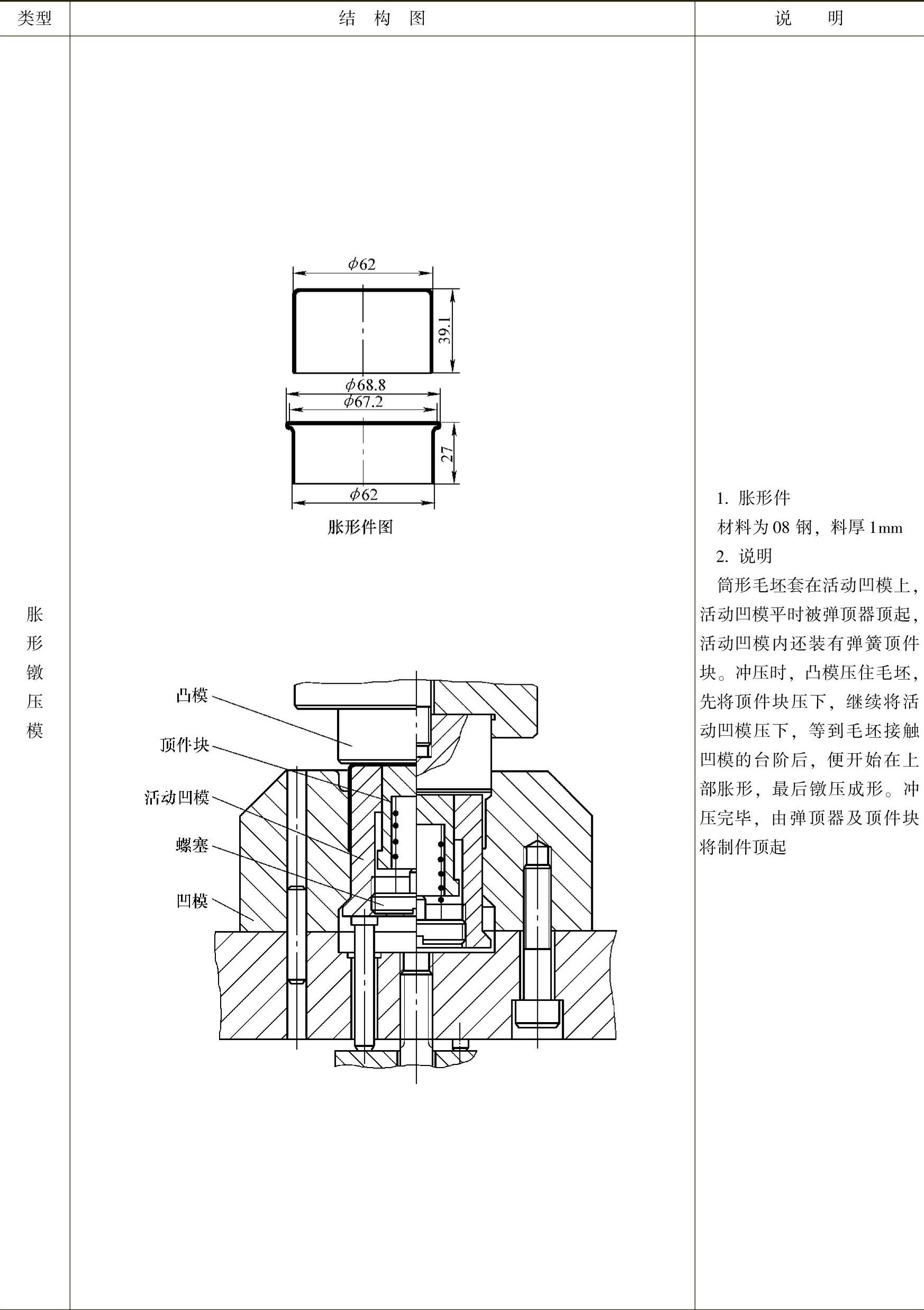
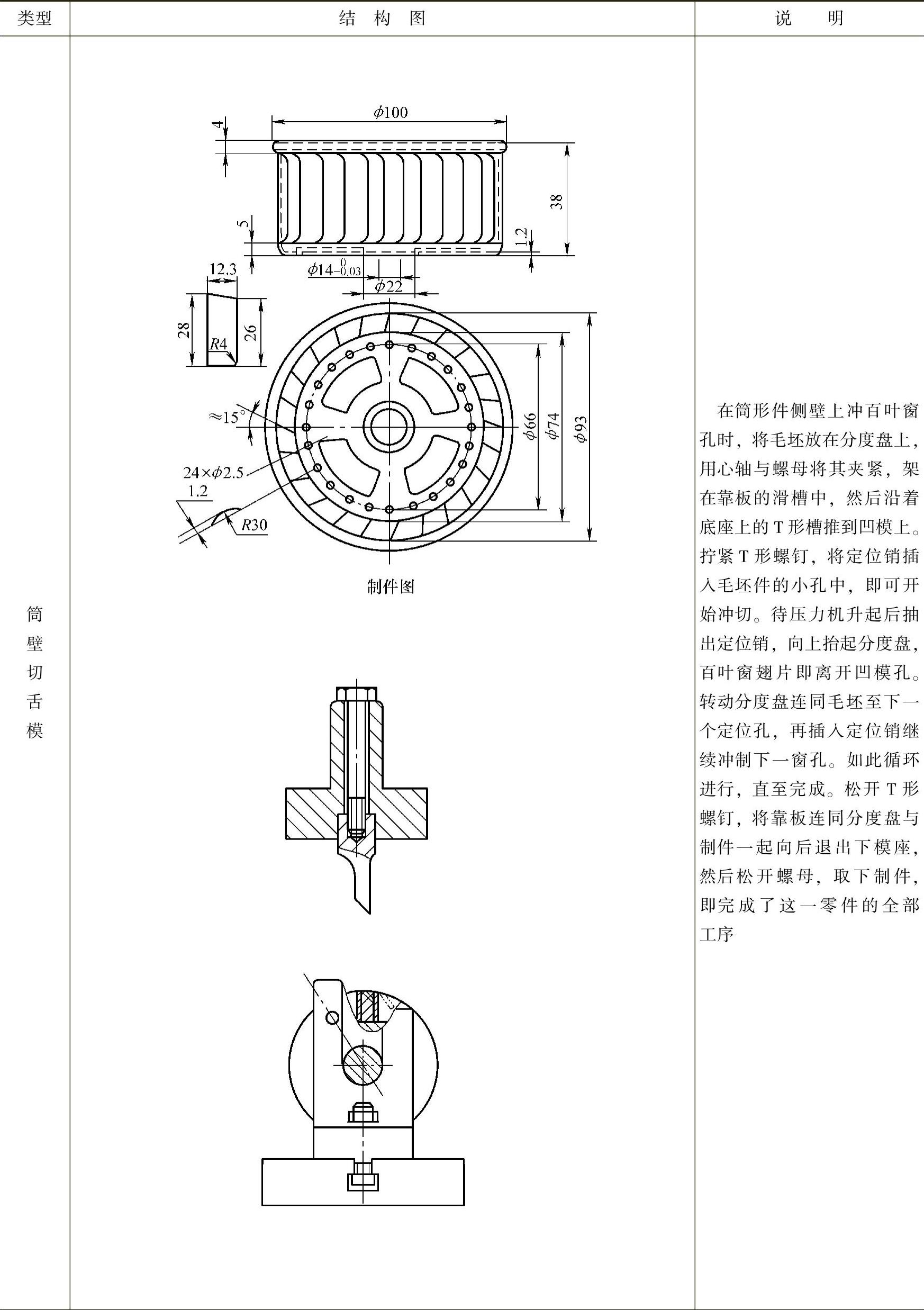
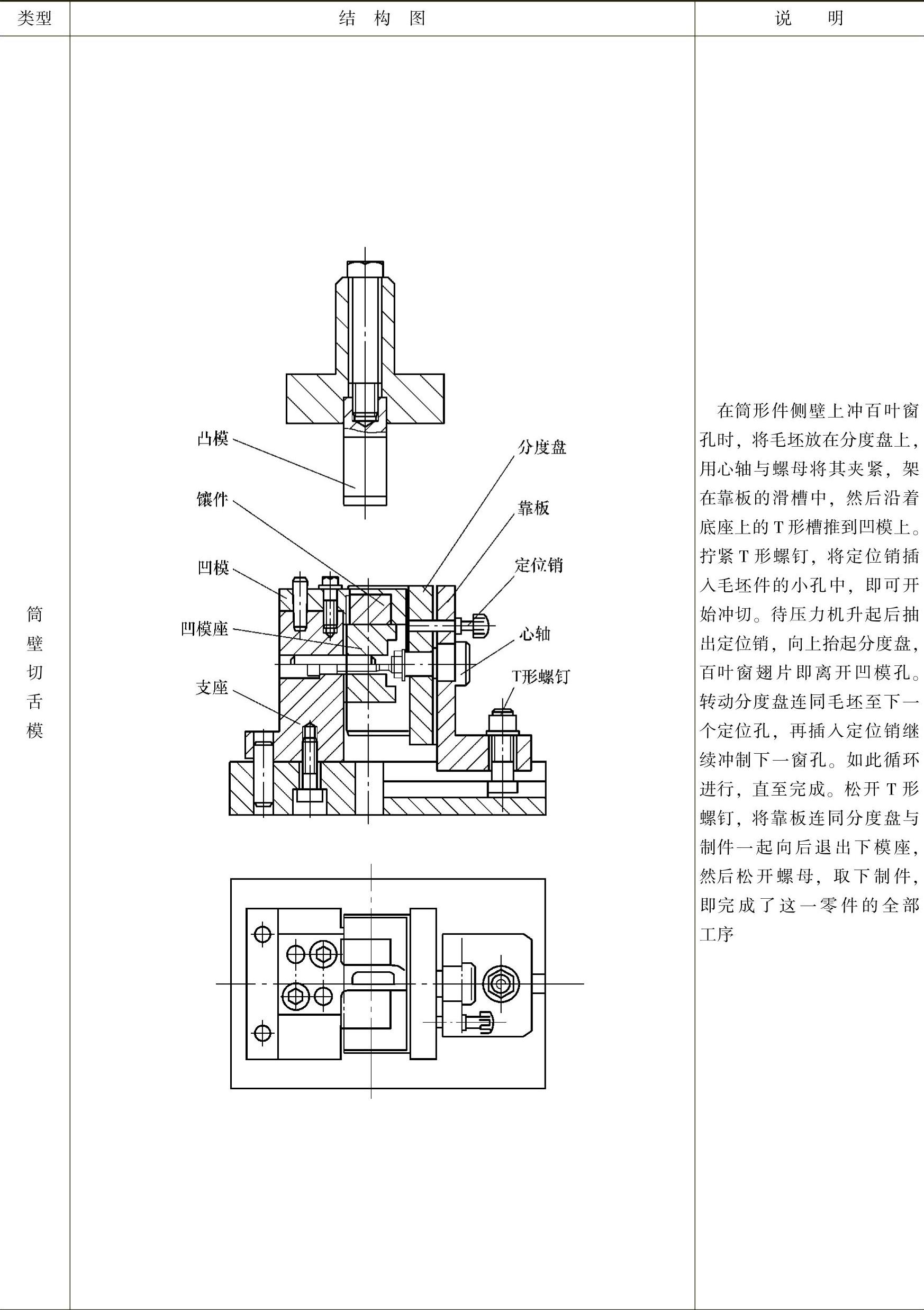
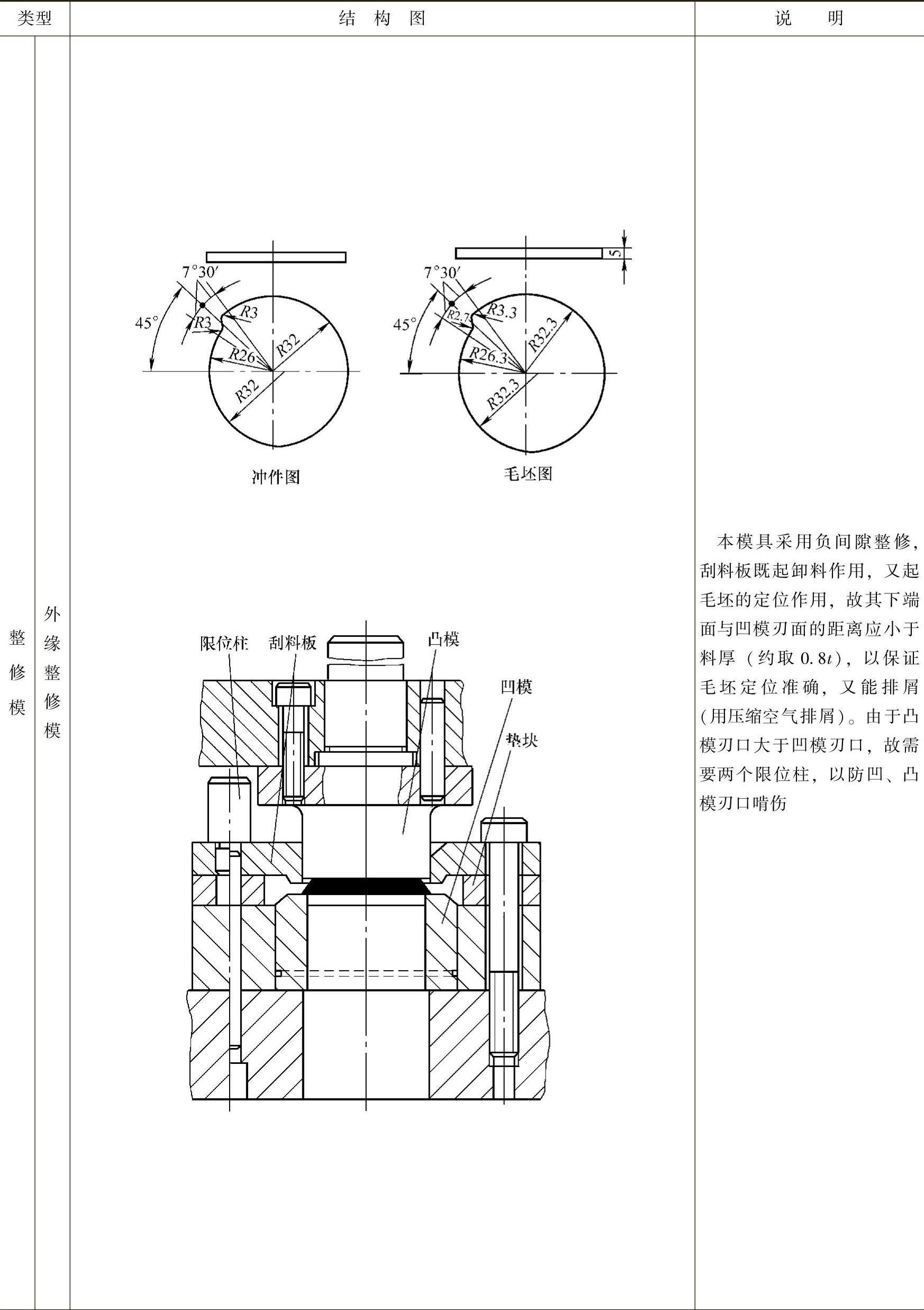
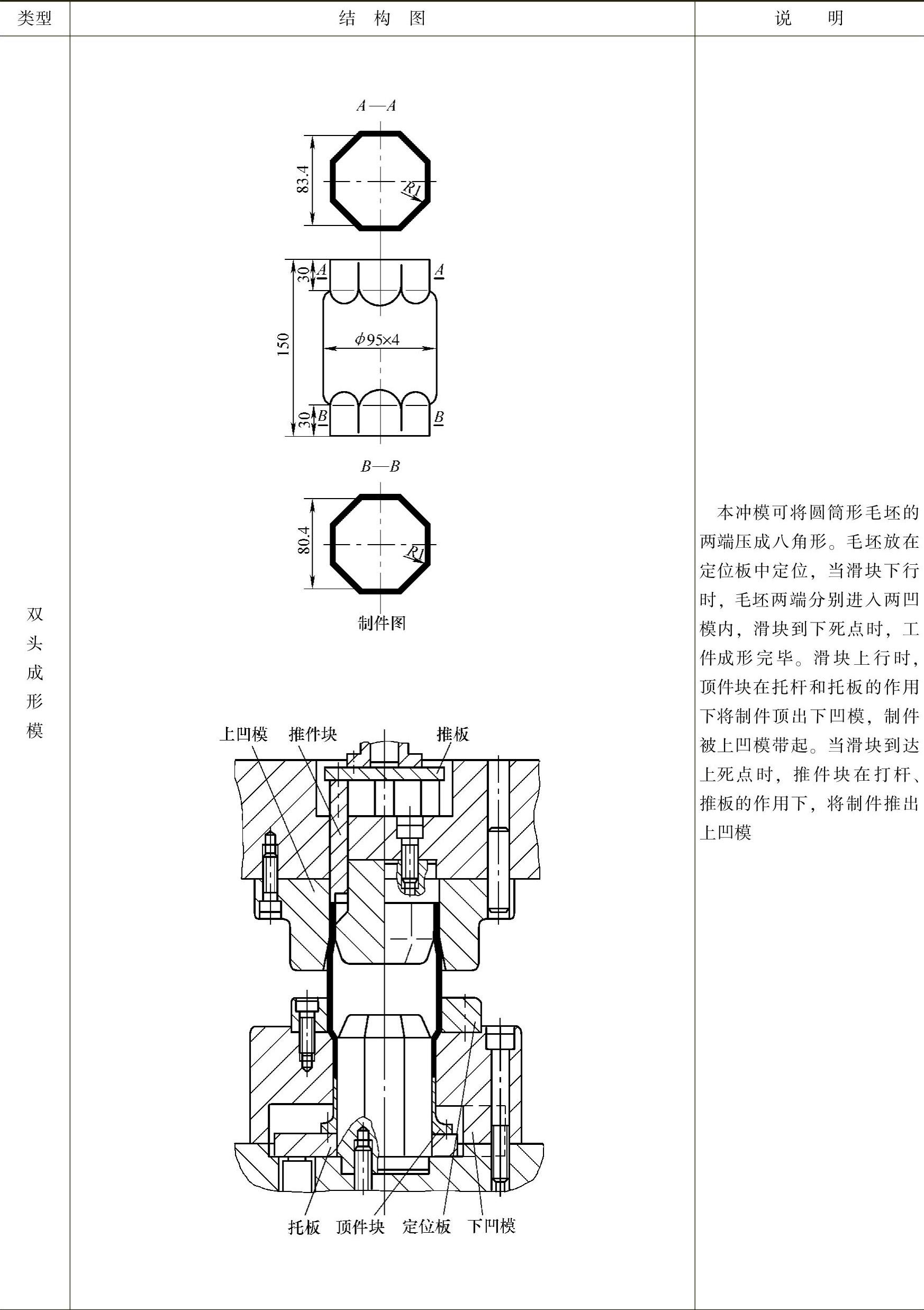
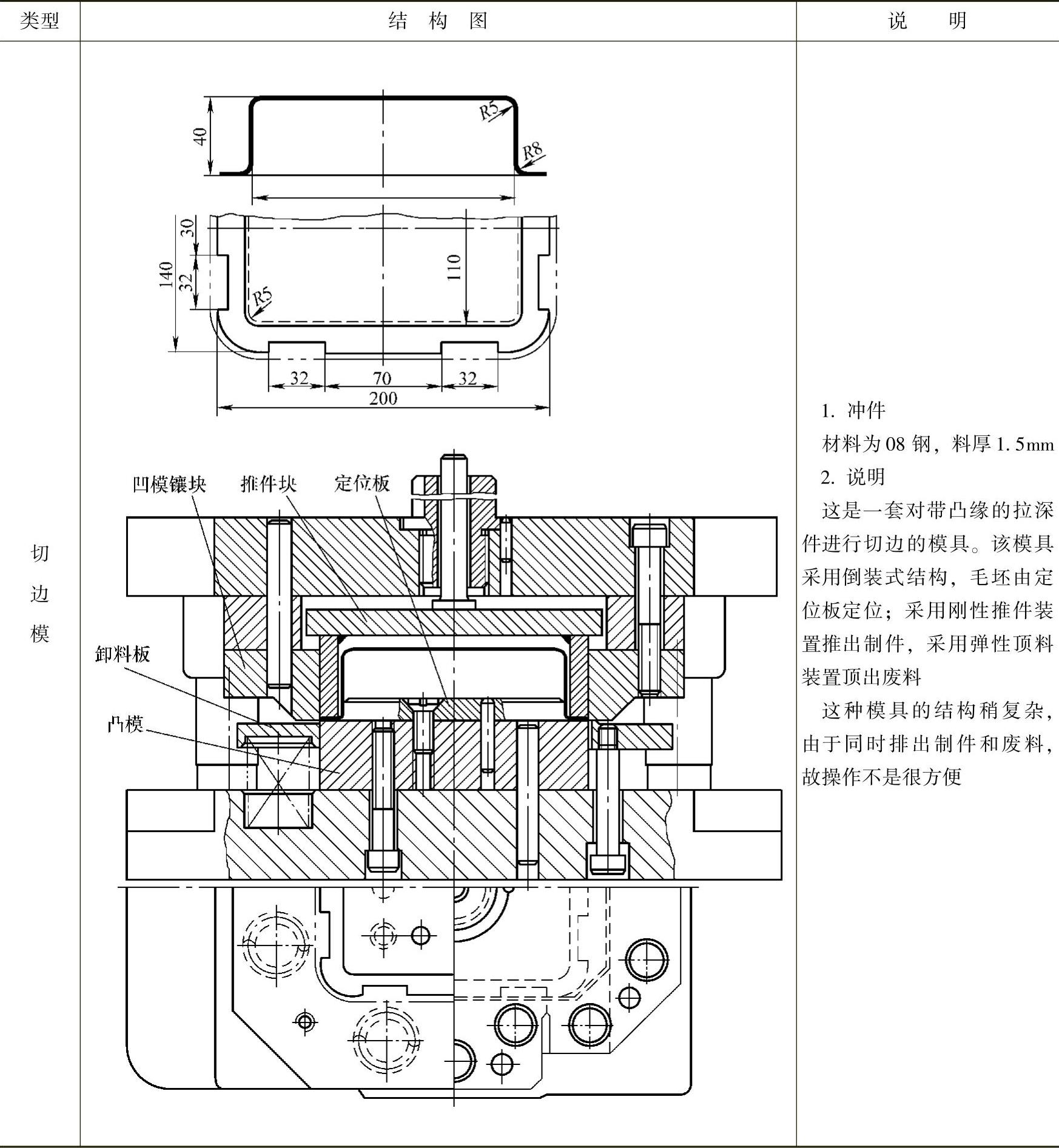
单工序冲模分为冲裁模(包括落料模与冲孔模)、弯曲模、拉深模、成形模、翻孔与翻边模、扩口与缩口模、胀形模和切边与切舌模等,它们既可以各自独立冲压加工成形零件,又可以组成多工序冲压线加工成形零件。单工序冲模的典型结构见表4-1。
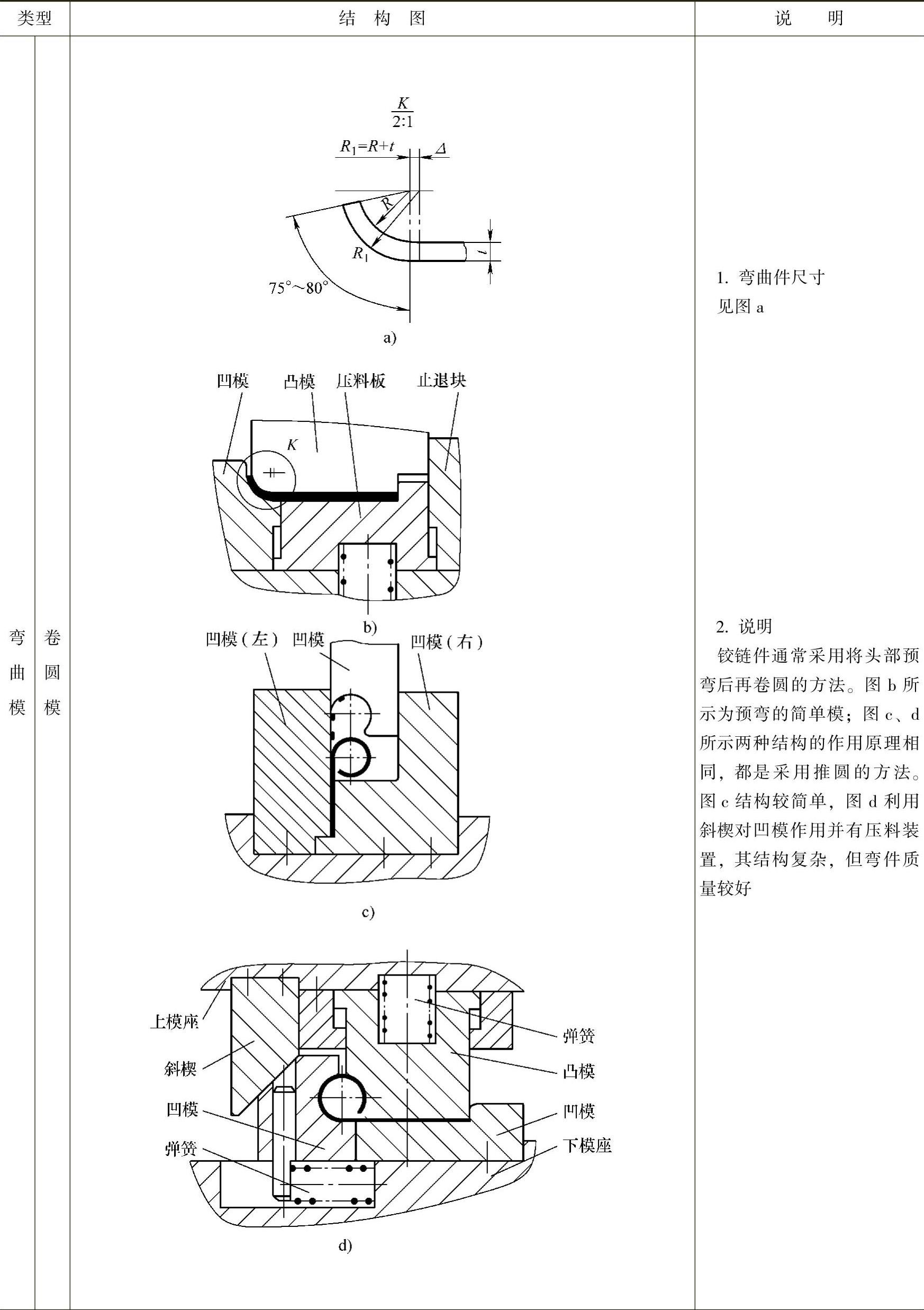
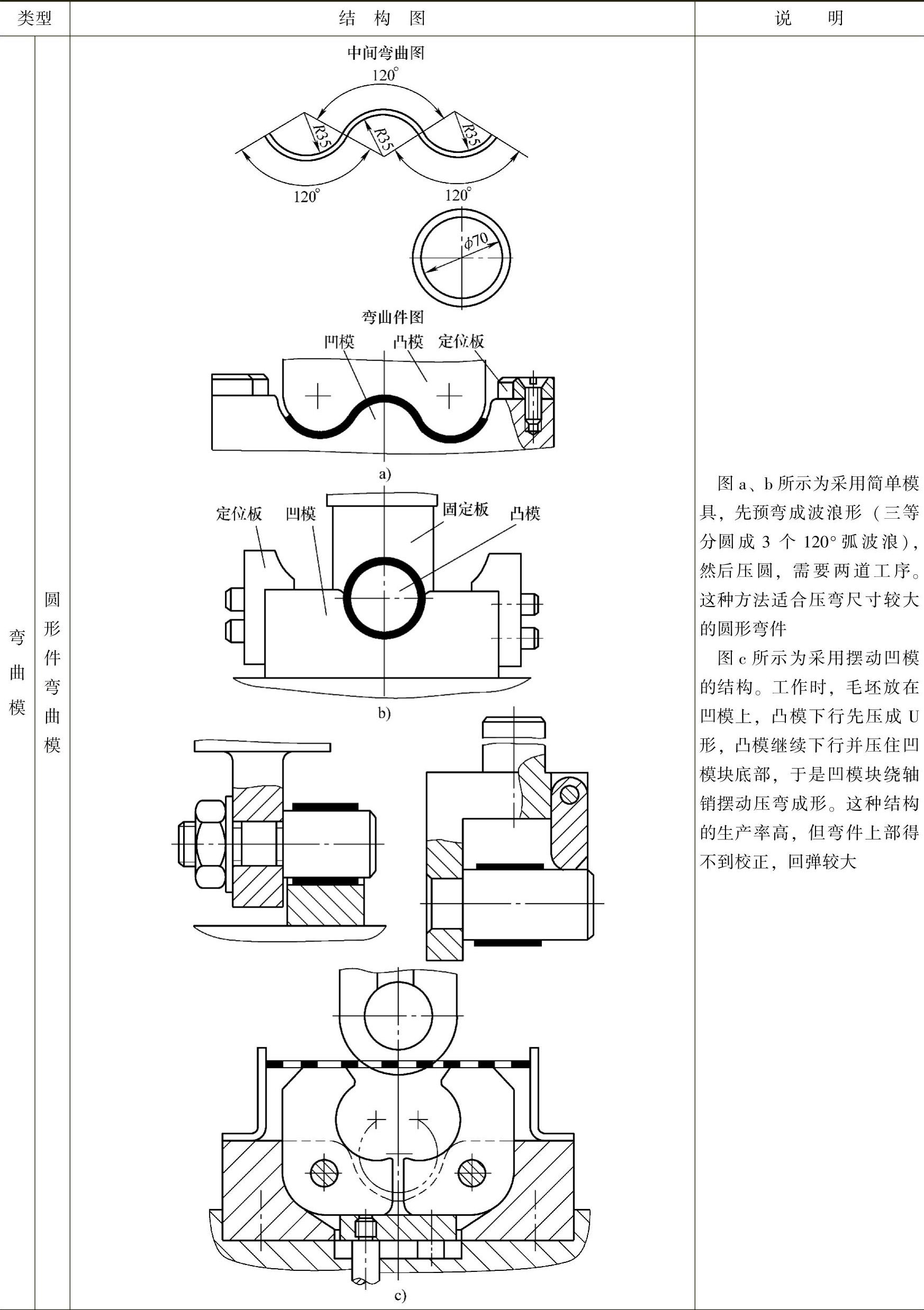
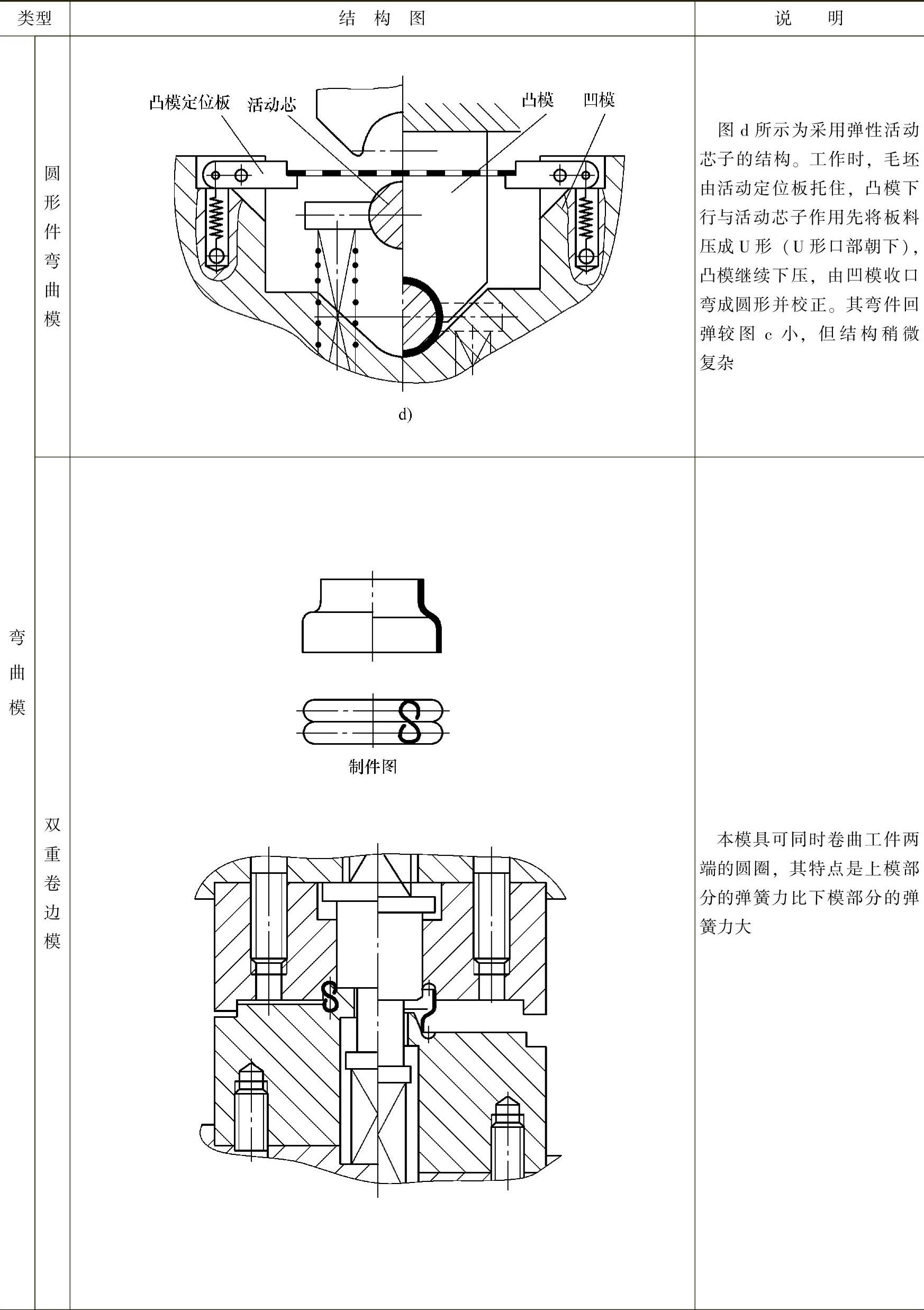
表4-1 单工序冲模的典型结构
(续)
(续)
(续)
(续)
(续)
(续)
(续)
(续)
(续)

(续)
(续)
(续)
(续)
(续)
(续)
(续)
(续)
(续)
(续)
(续)
(续)
(续)
(续)

(续)
(续)
(续)

(续)
(续)
(续)
(续)
(续)
(续)
(续)
(续)
(续)
(续)
(续)
(续)
(续)

(续)
(续)
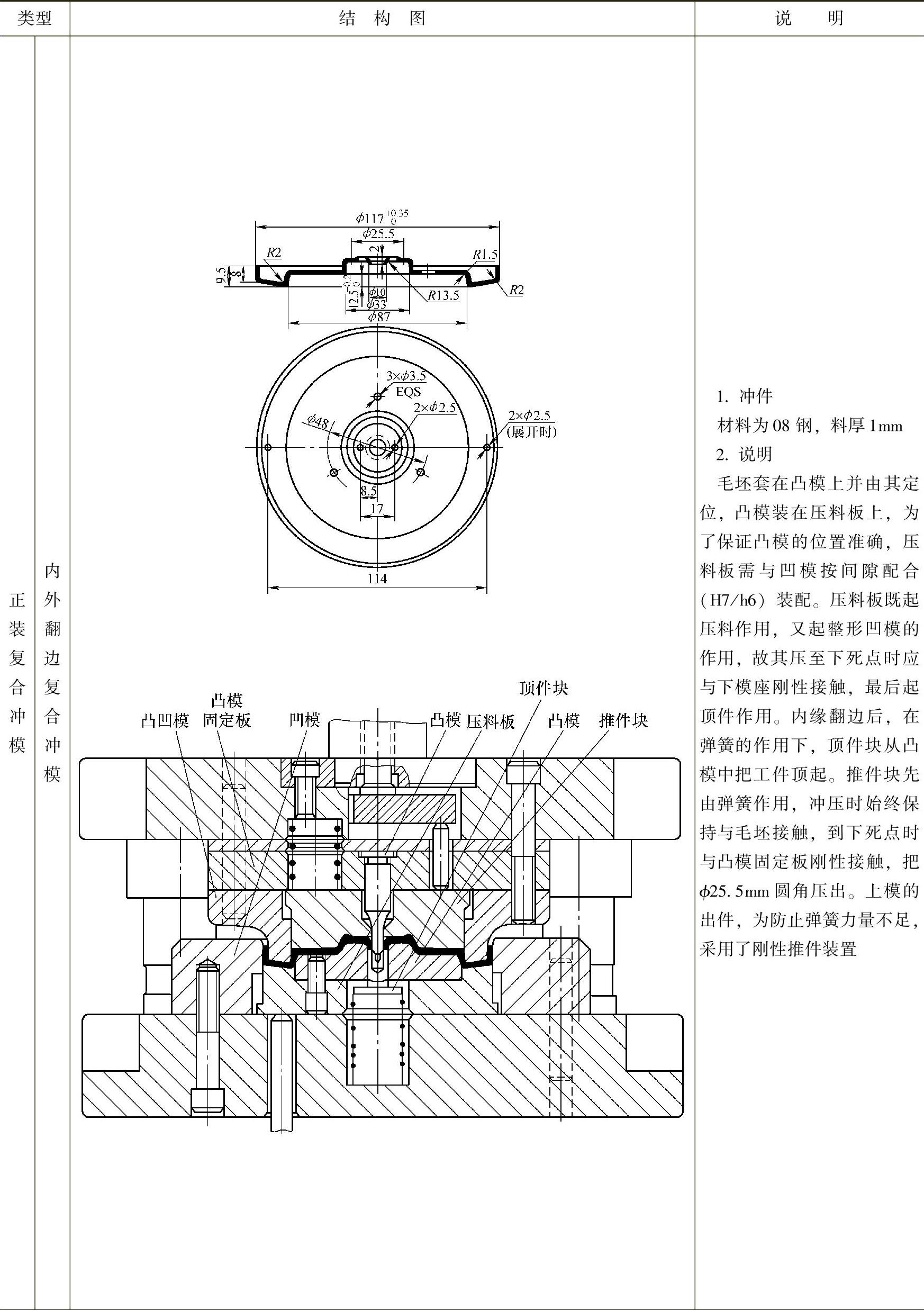
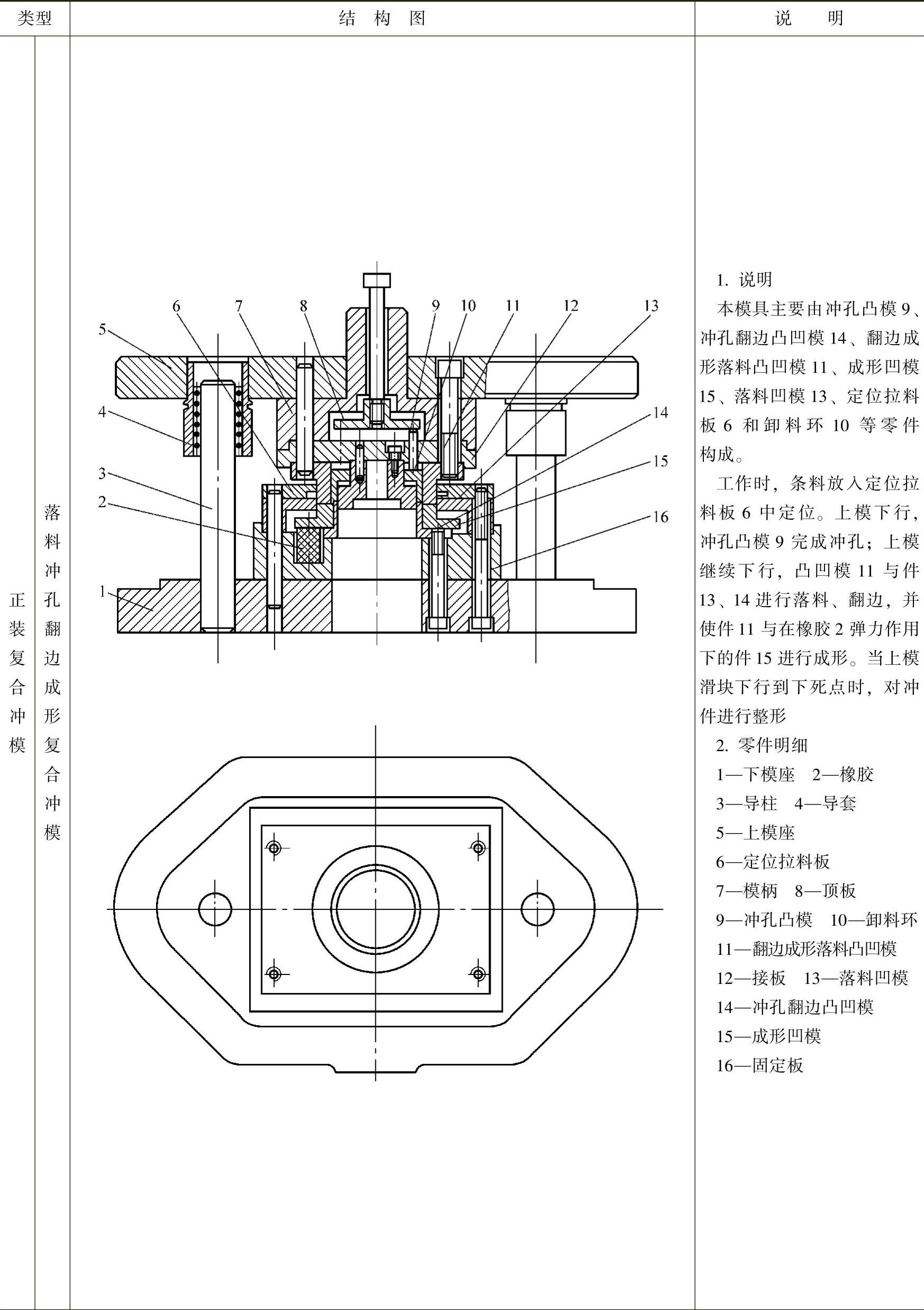
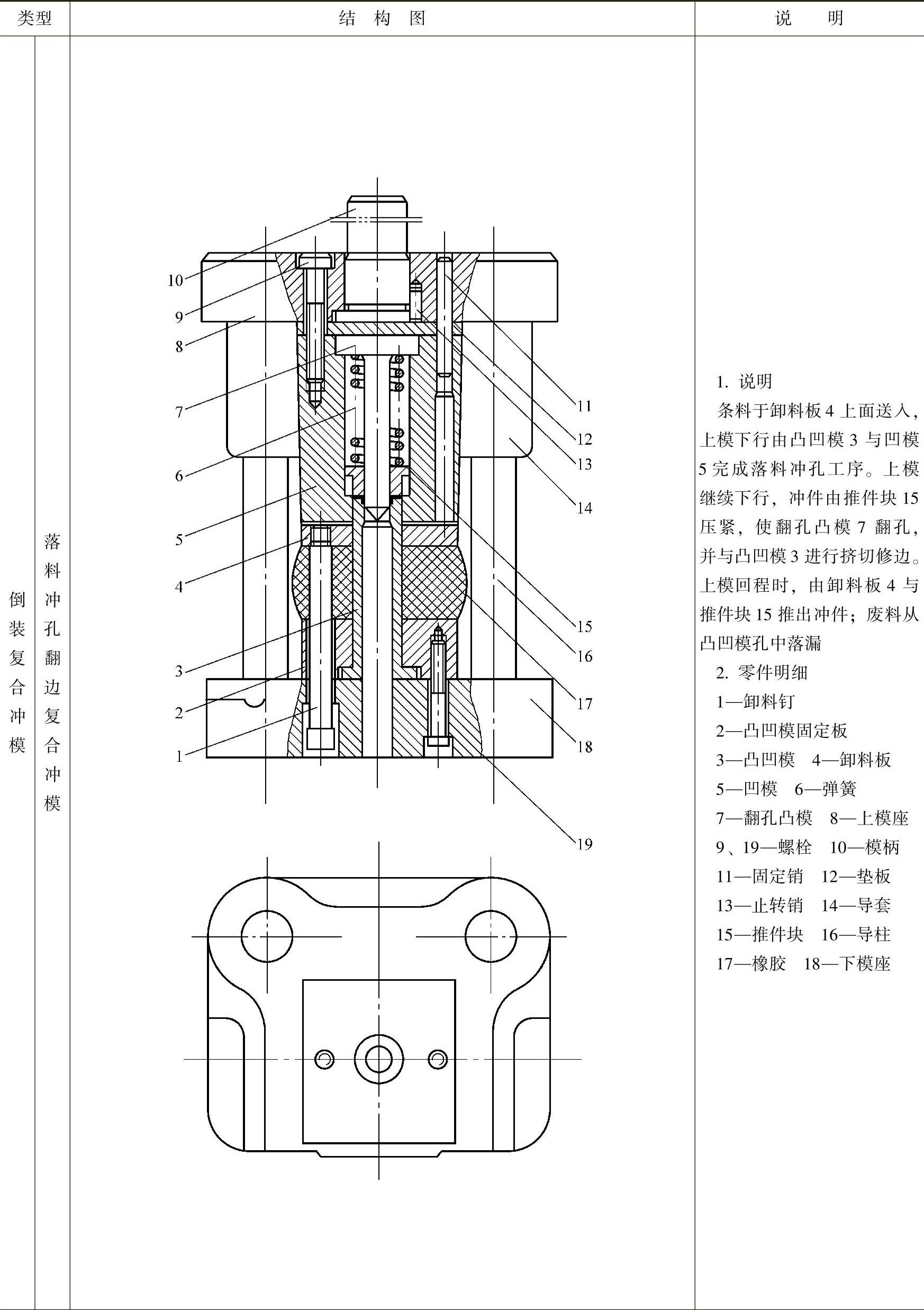
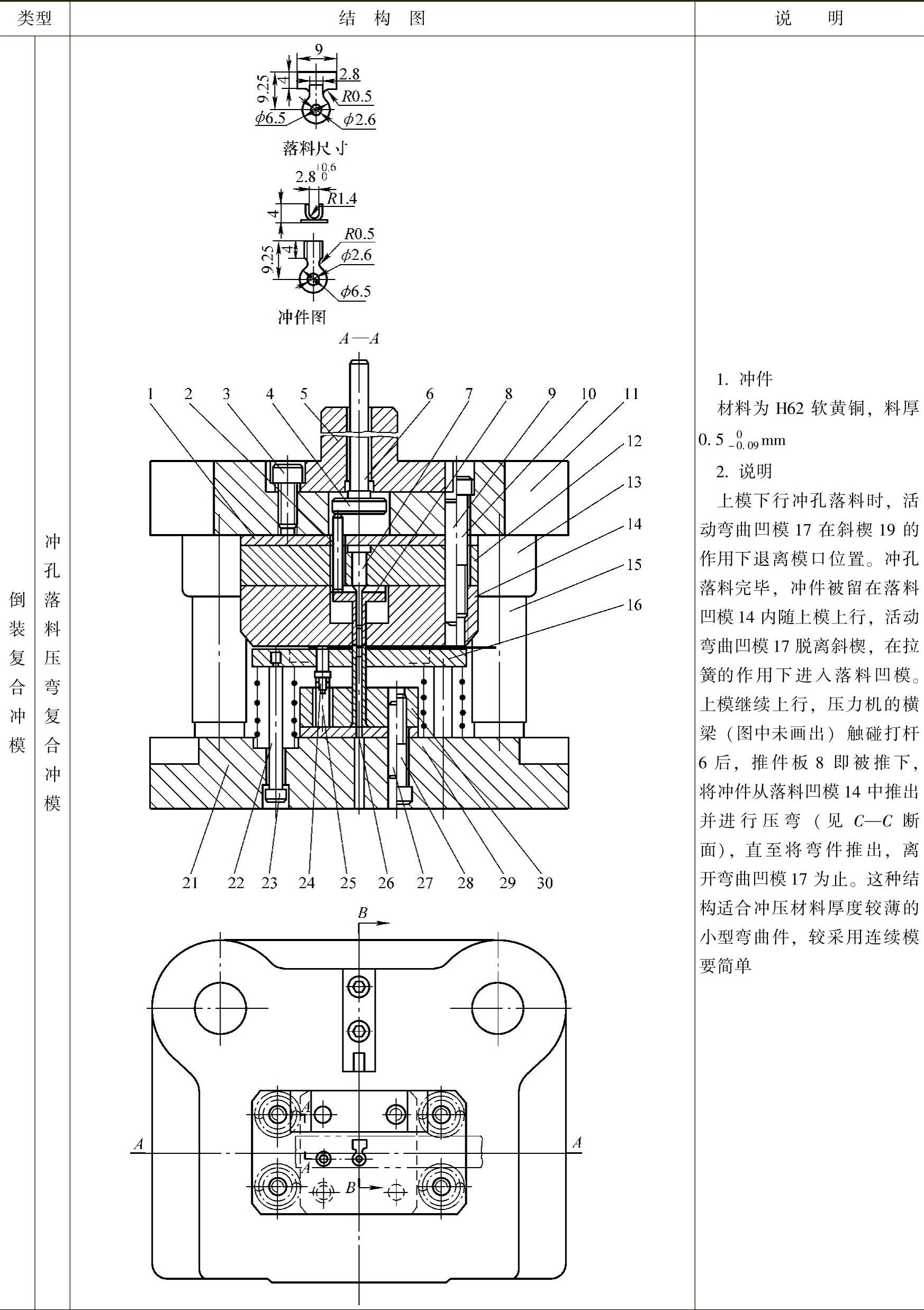
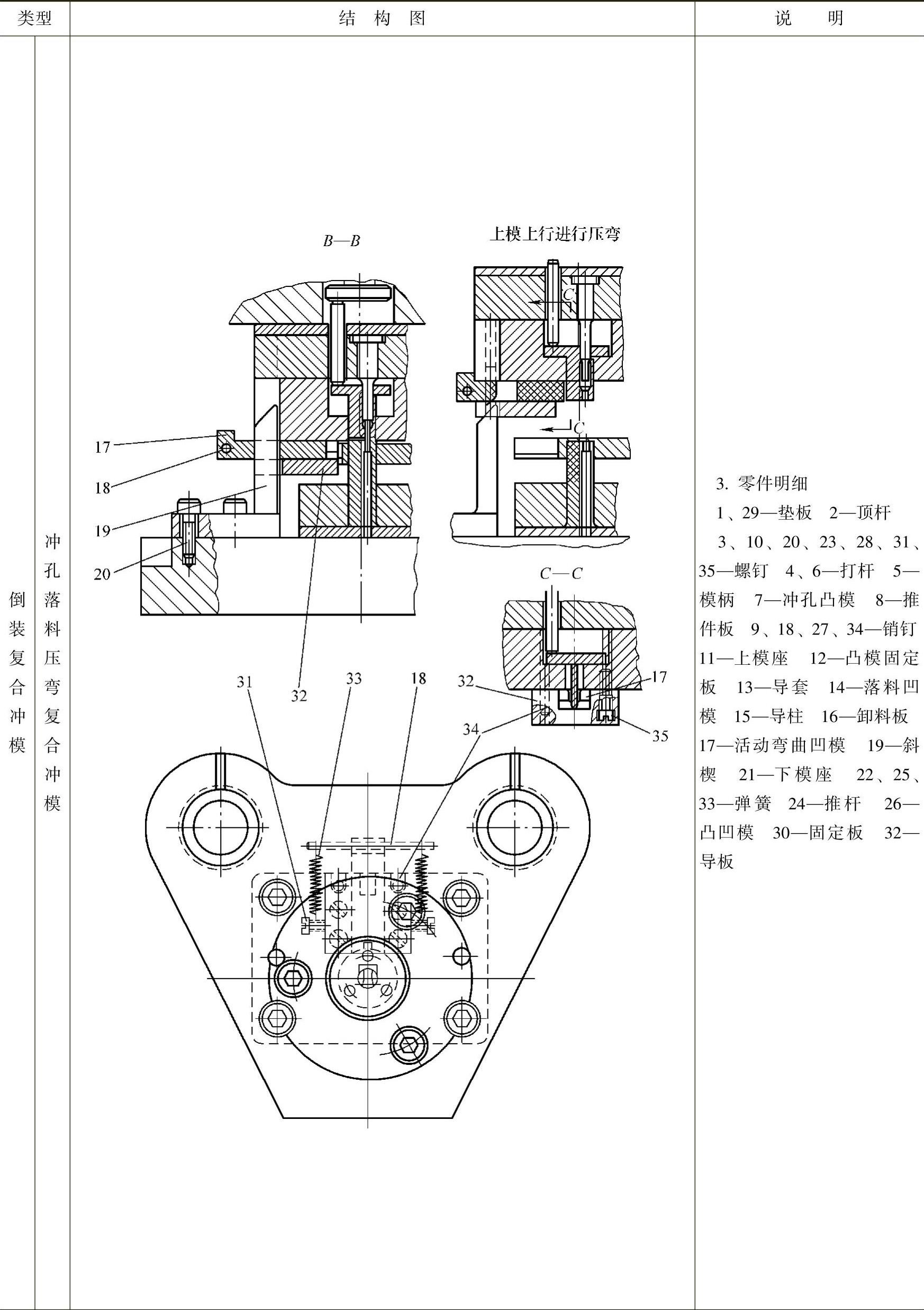
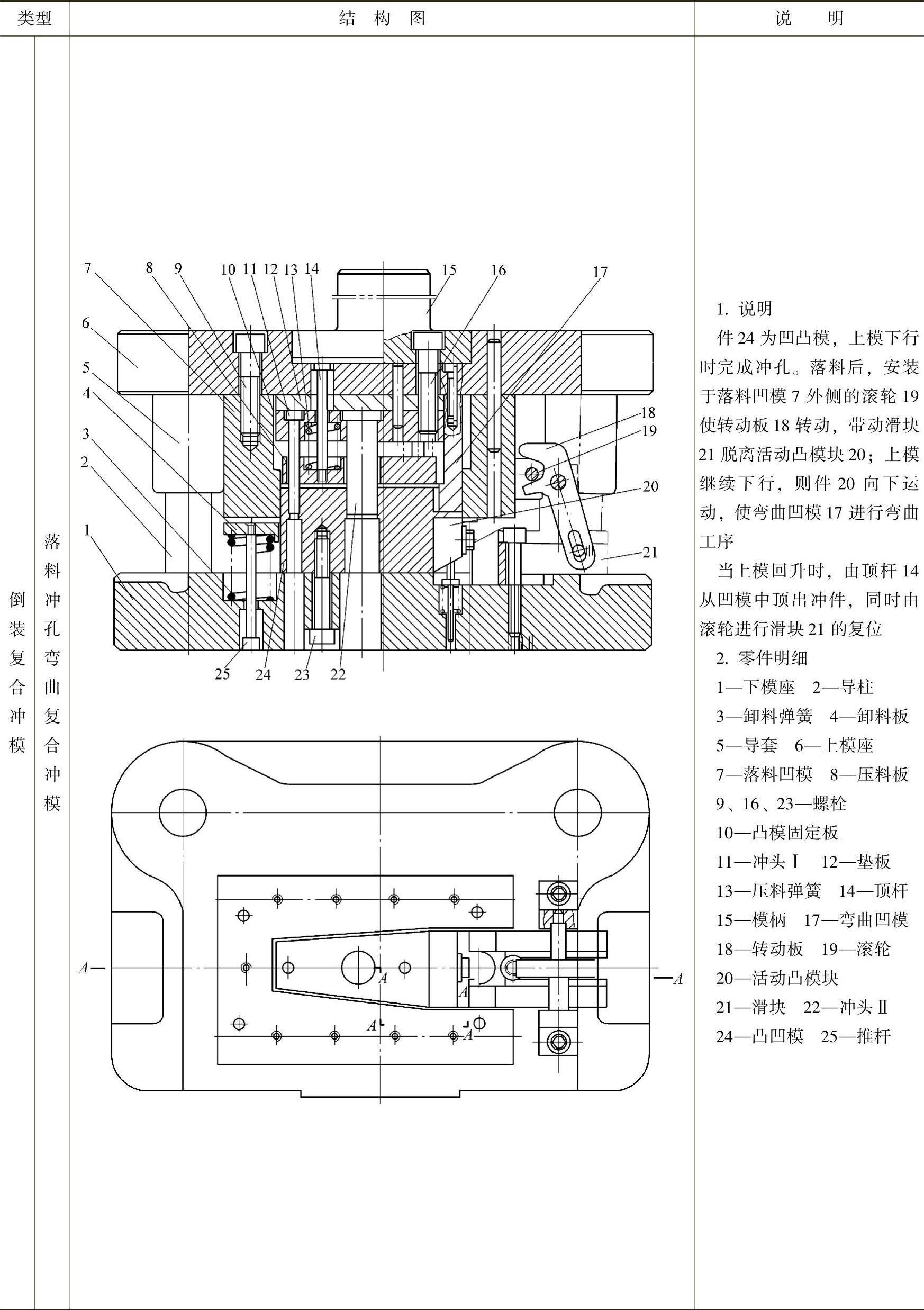
2.复合冲模及其典型结构
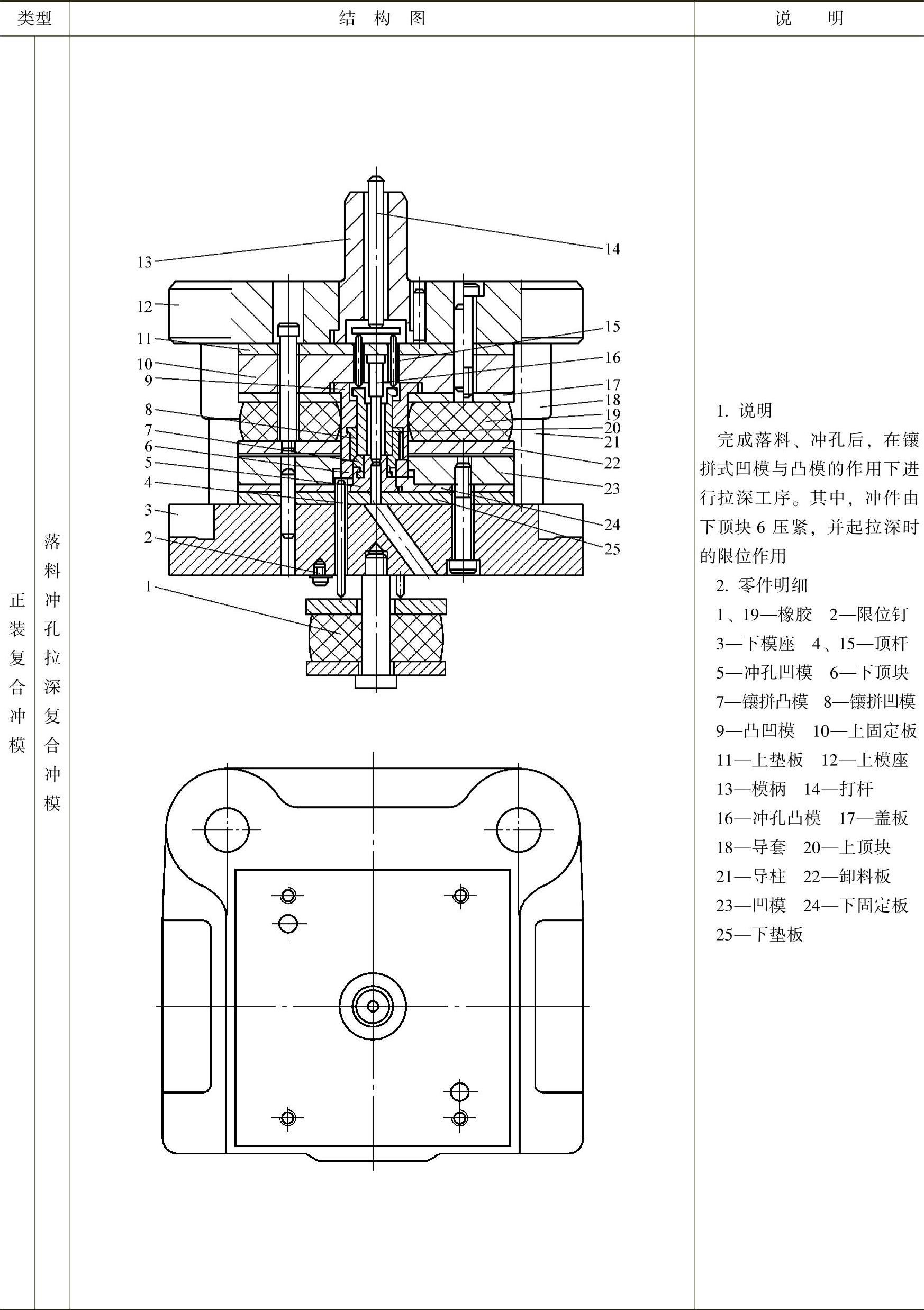
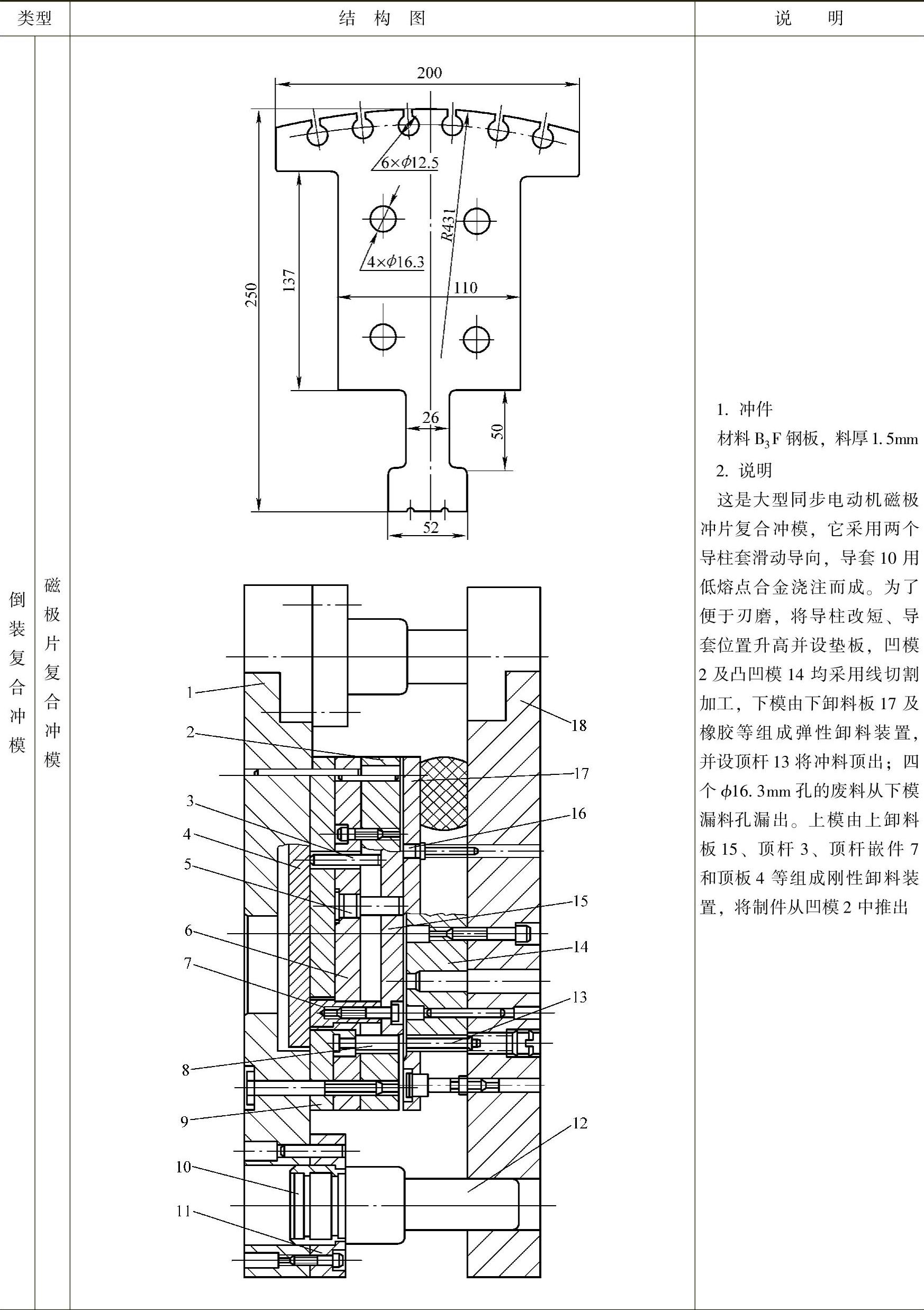
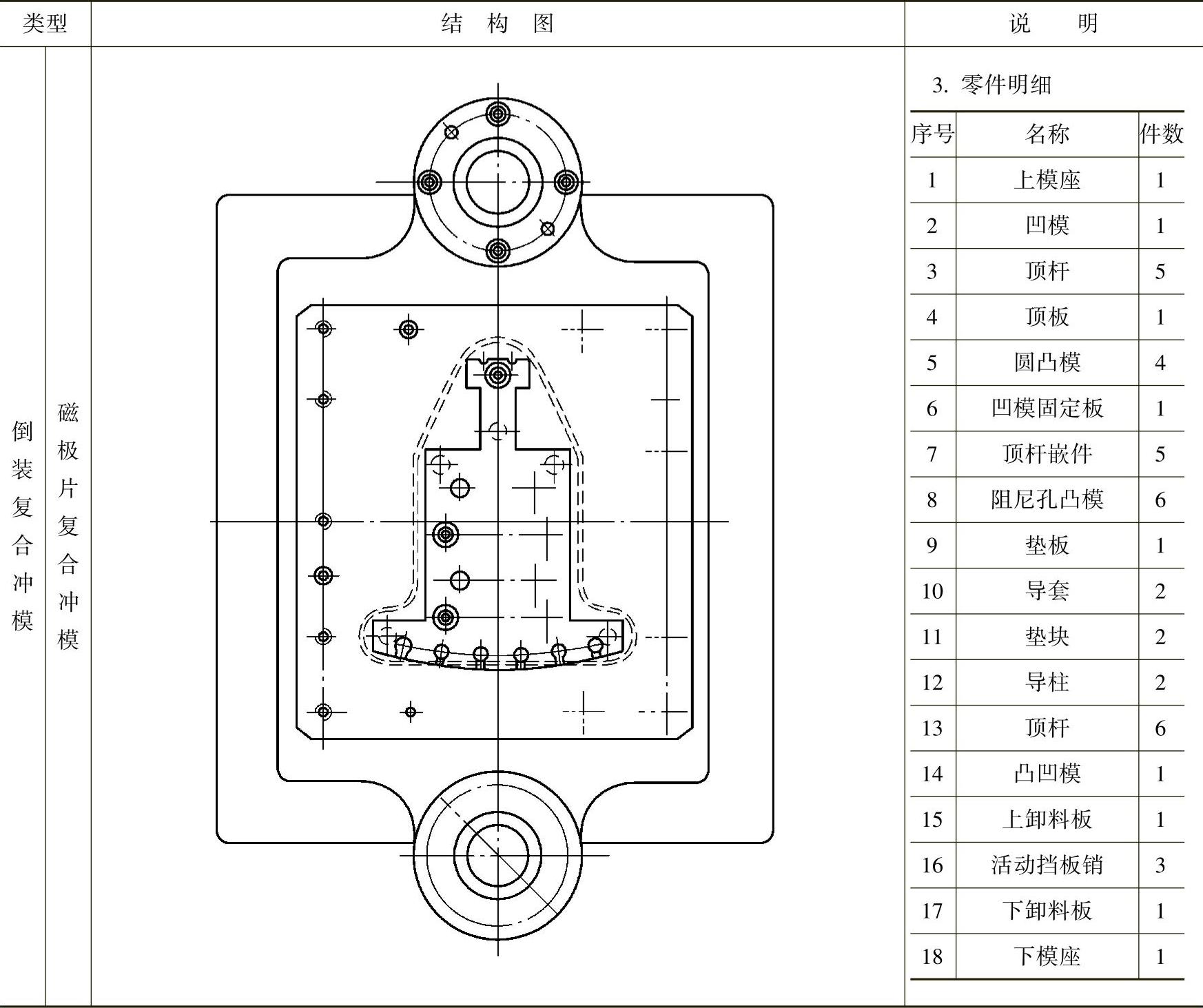
复合冲模是每副模具均能完成2~3道不同工艺性能工序的冲模,分为正装和倒装两种结构形式。
正装复合冲模是指凸凹模装于上模、落料凹模和冲孔凸模装于下模的冲模。其冲孔废料采用顶杆从凸凹模孔中顶出,并采用相应措施排出模外;冲件由下顶板顶出凸模。
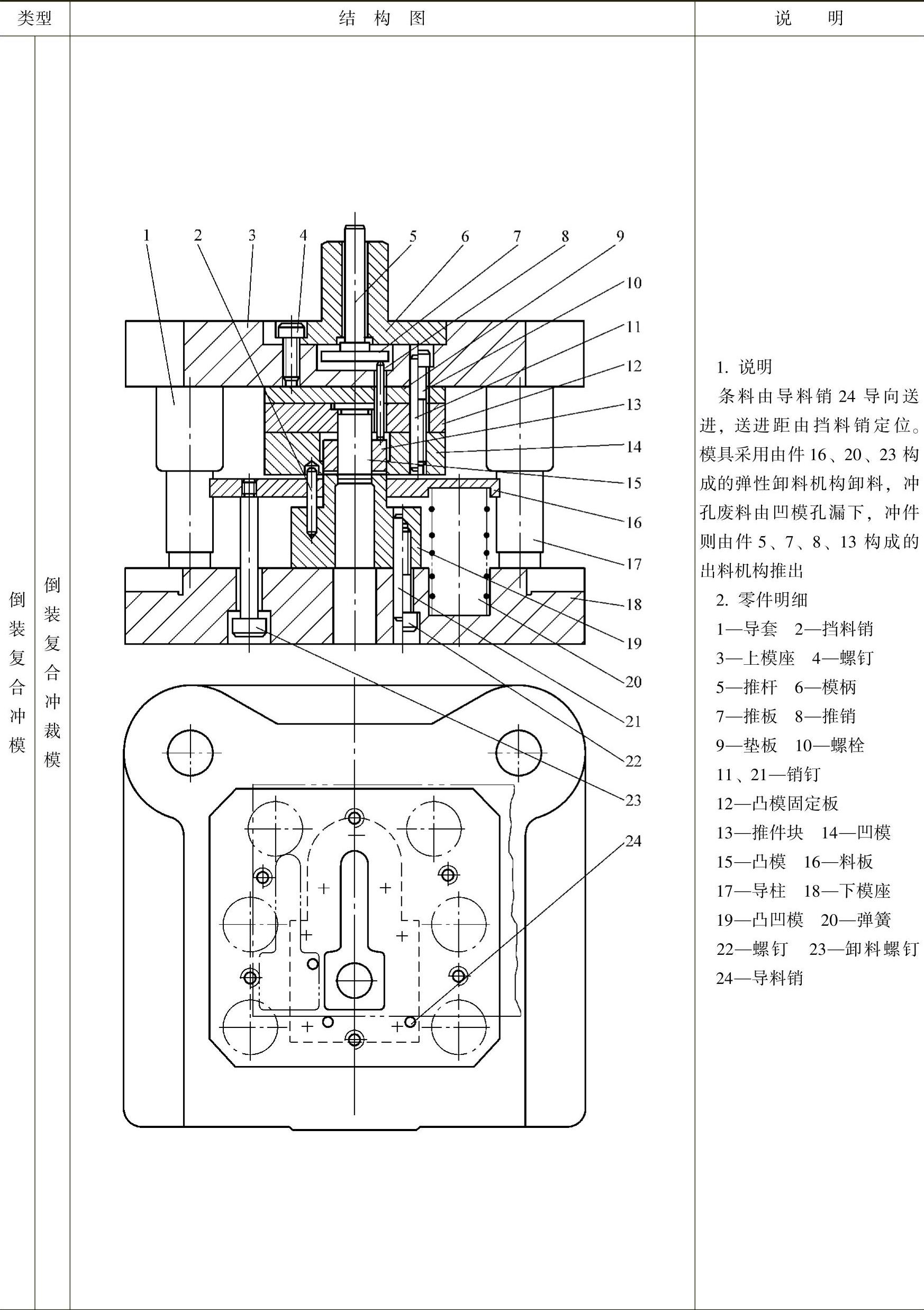
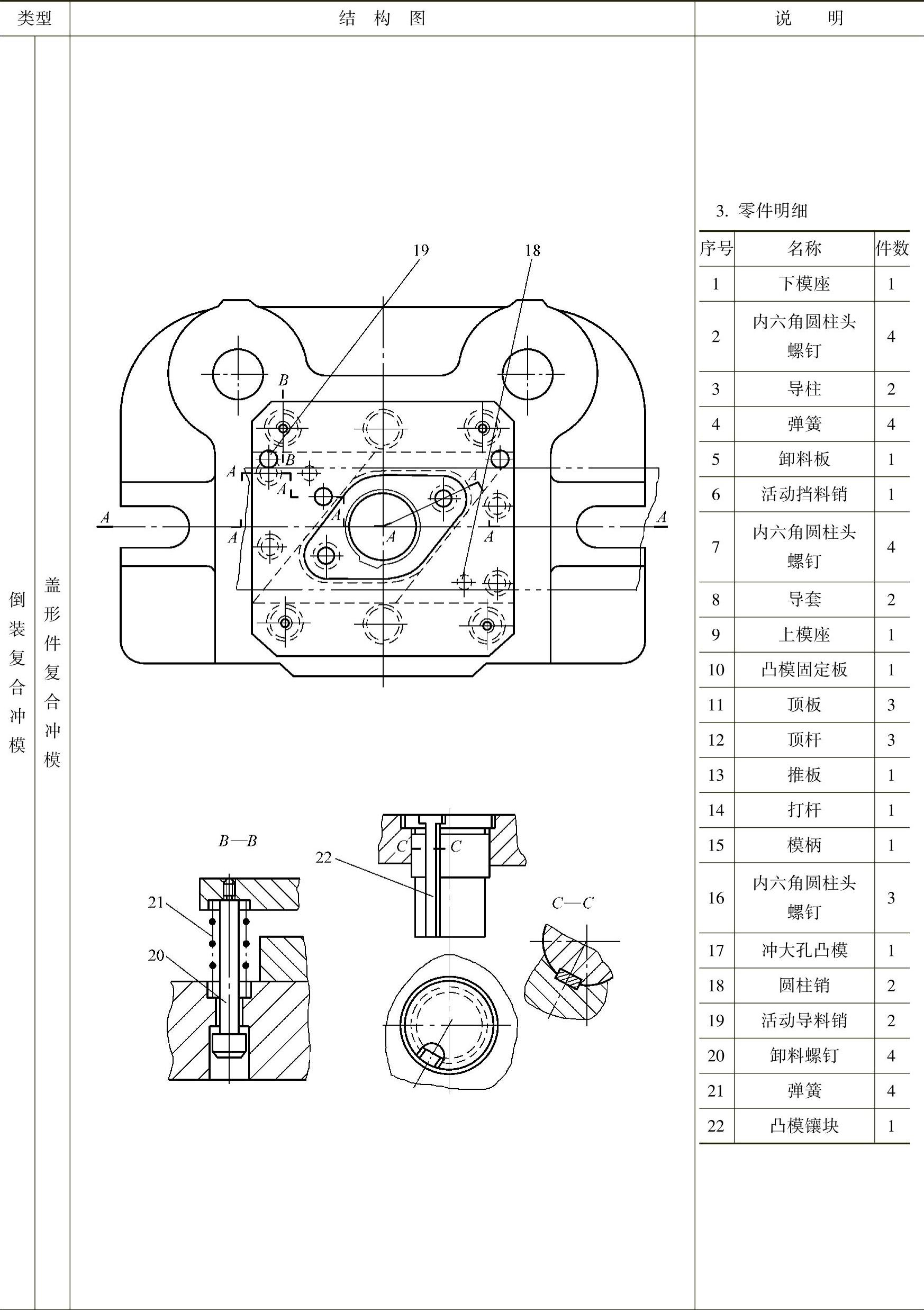
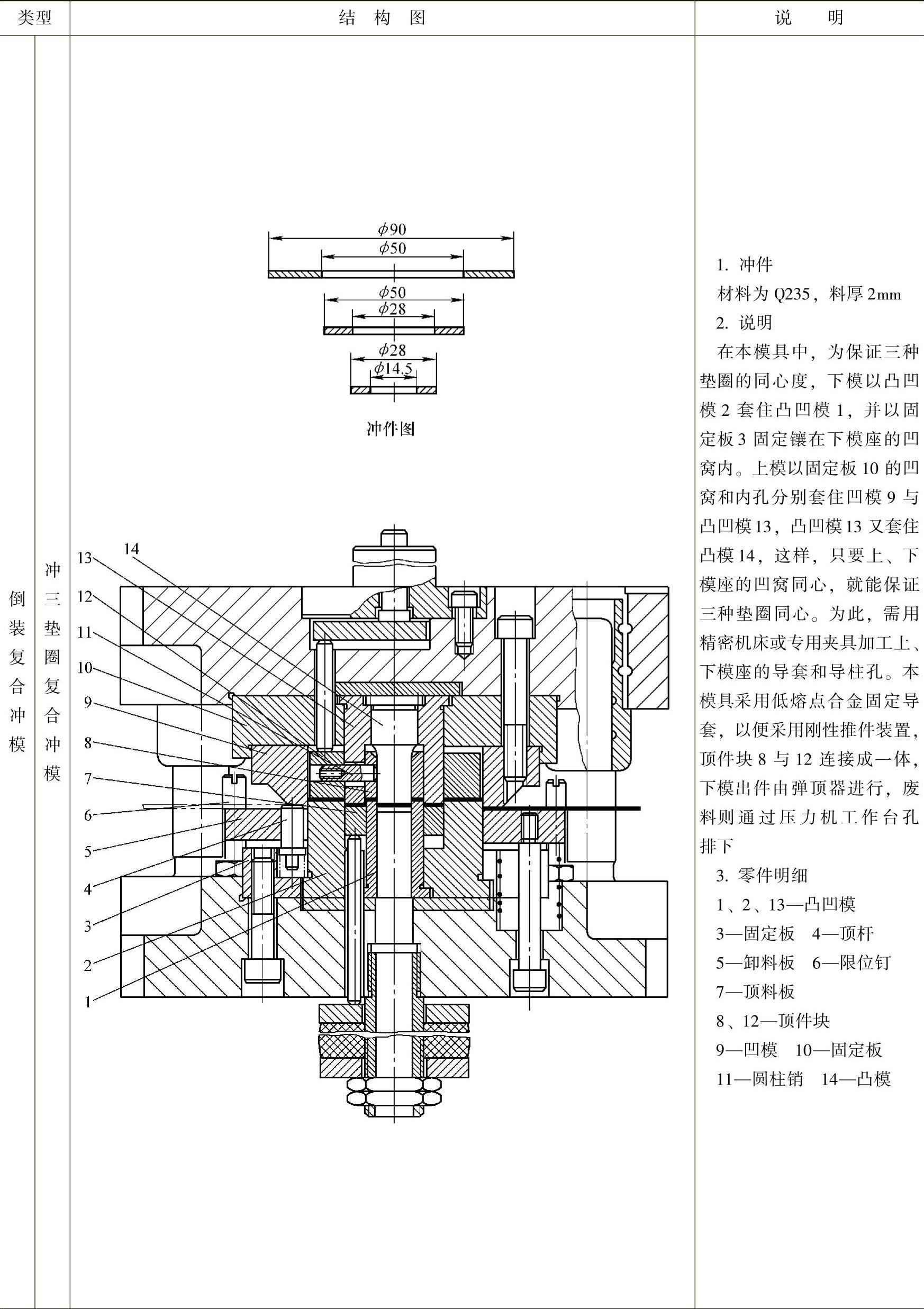
倒(反)装复合冲模是指凸凹模装于下模,落料凹模和冲孔凸模装于上模的冲模。其冲孔废料由凸凹模的凹模孔漏下排出模外,冲件则由顶料板从凹模中顶出。这种复合冲模可用于自动冲压,若装有计数装置,配用快换模架,由机械手自动更换不同模芯,则可构成多品种、少批量生产的自动冲压单元。
采用复合冲模冲出的冲件表面平整,相当于精密冲模。其凹模常采用镶拼结构,故制造精度容易得到保证。
复合冲模的典型结构形式见表4-2。
表4-2 复合冲模的典型结构形式

(续)
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
(续)
(续)

(续)
(续)
(续)
(续)
(续)
(续)
(续)
(续)
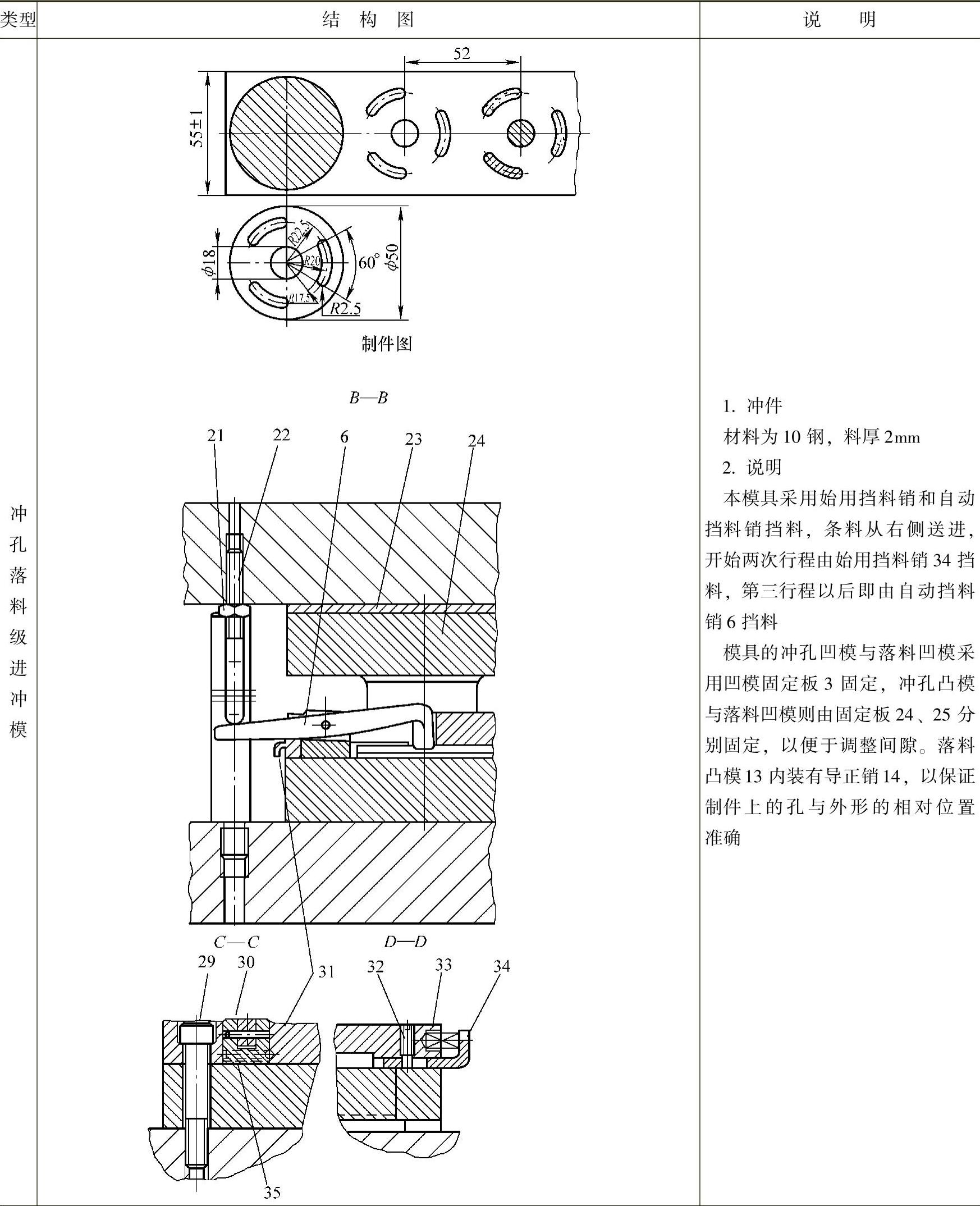
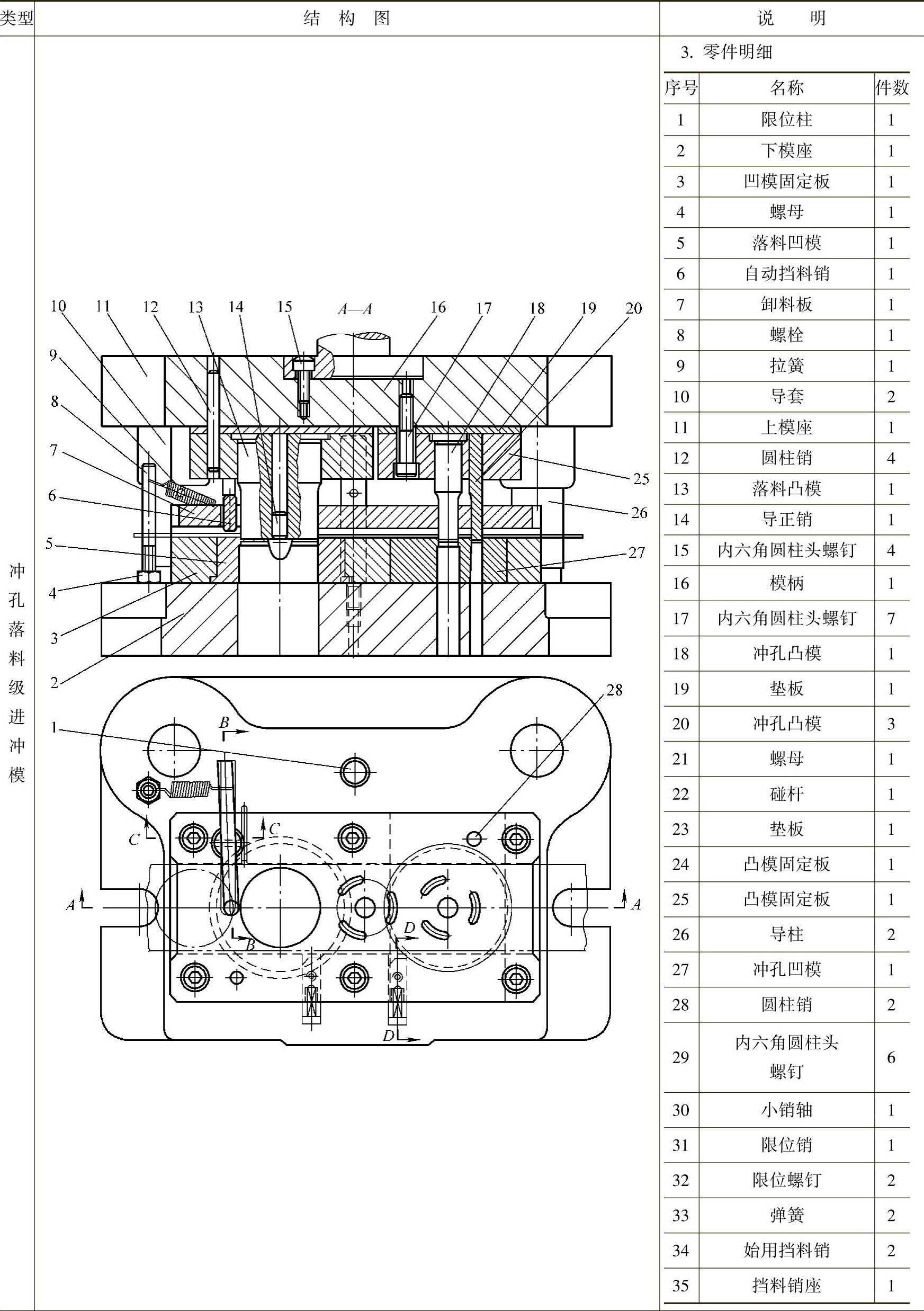
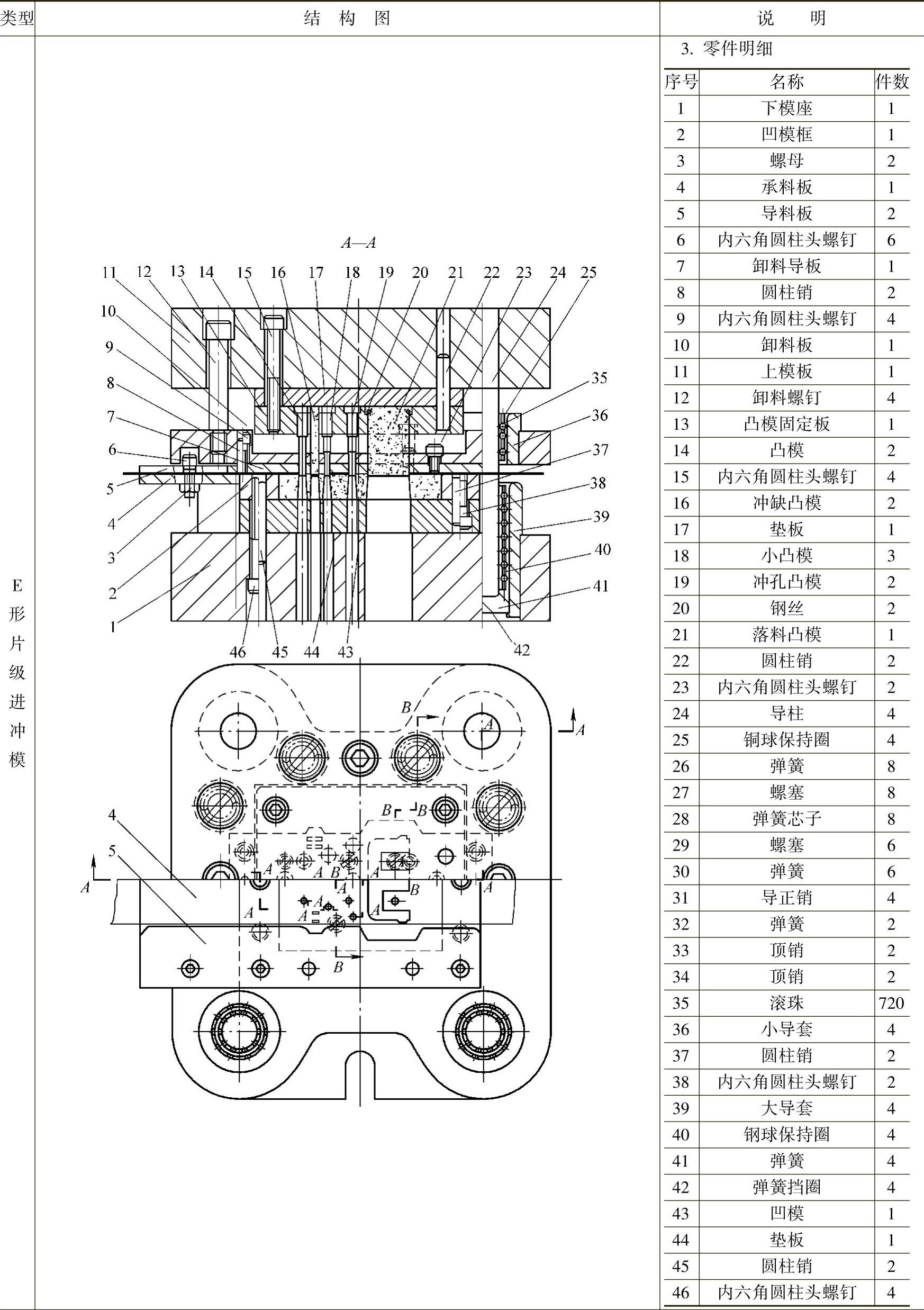
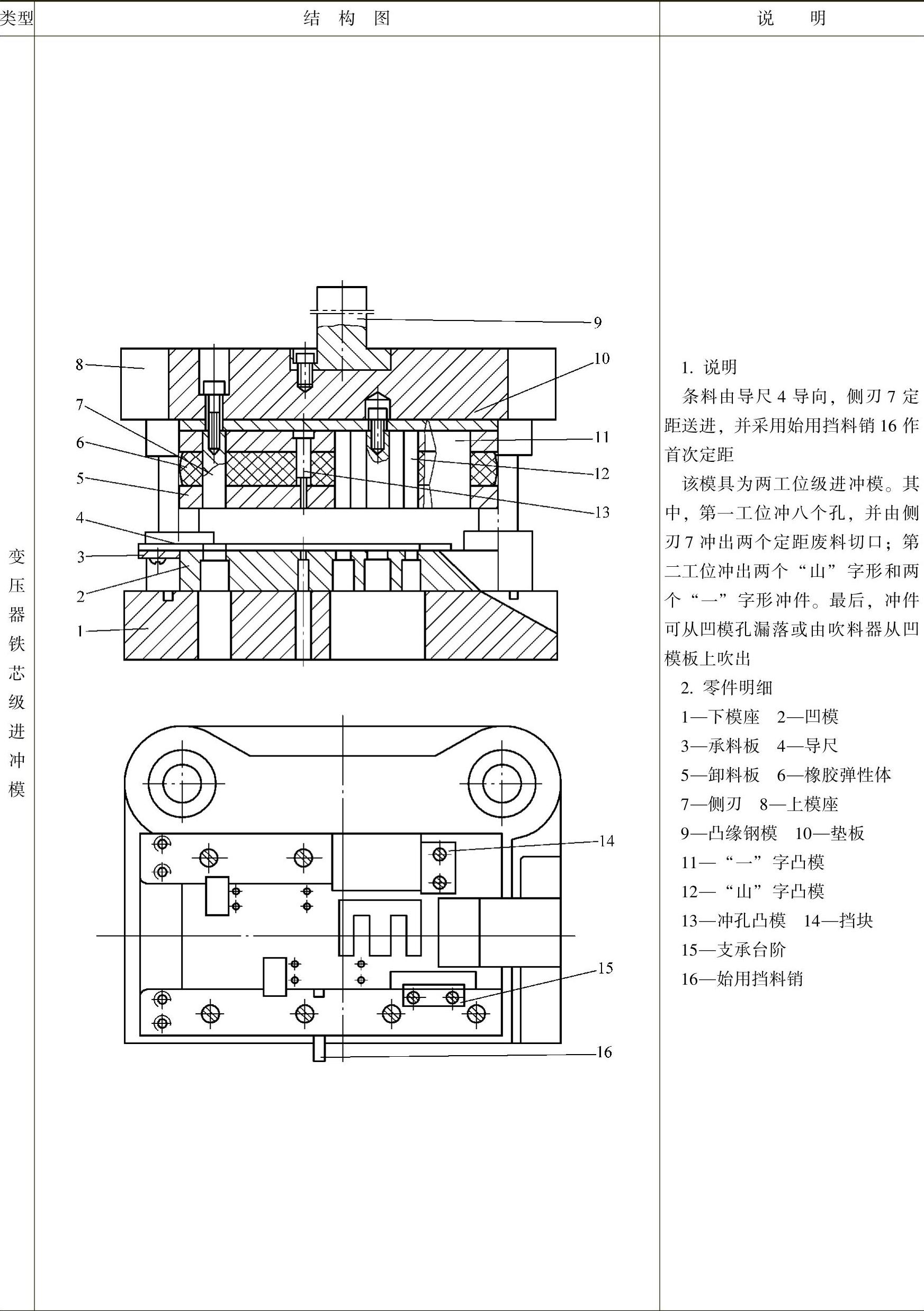
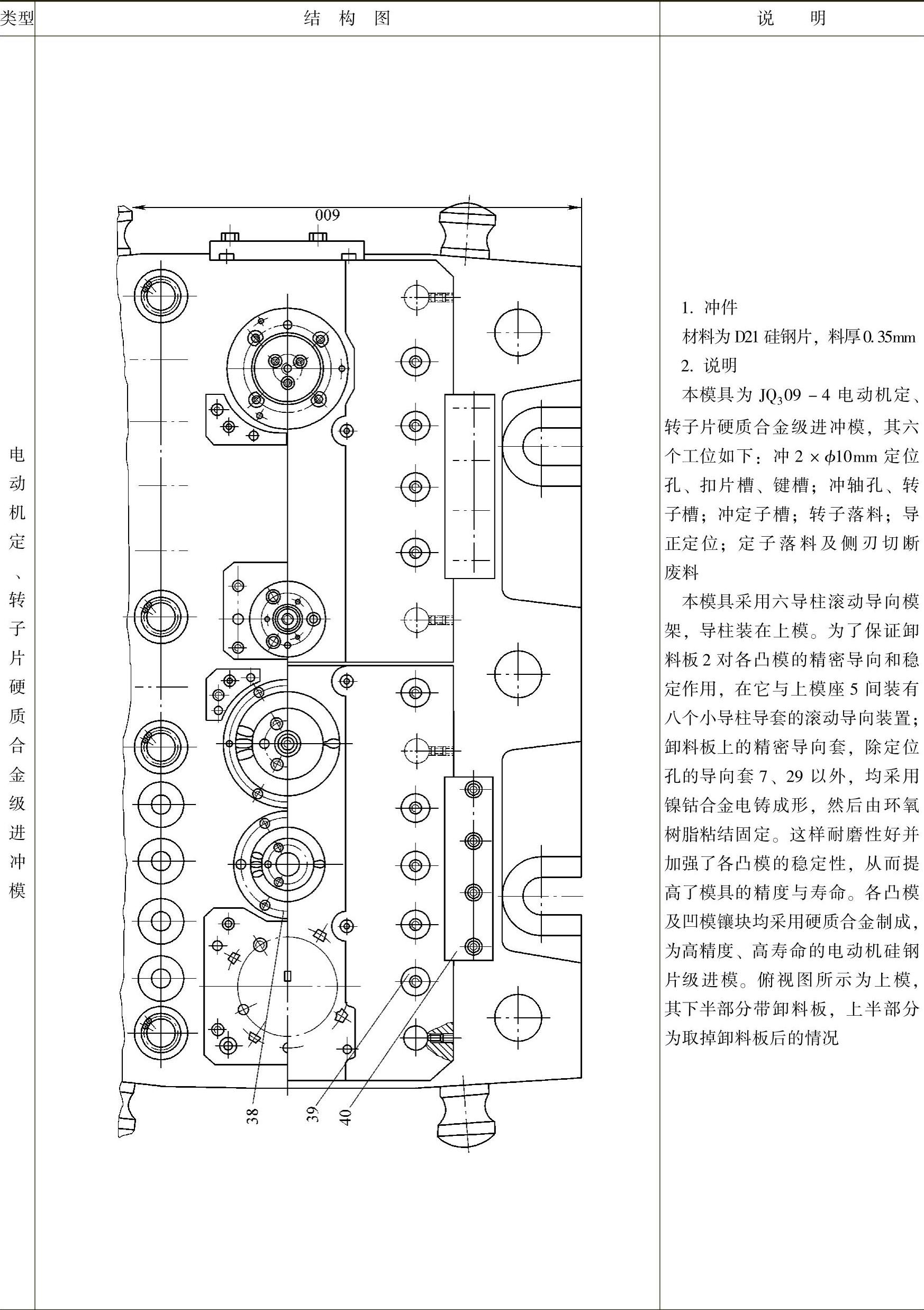
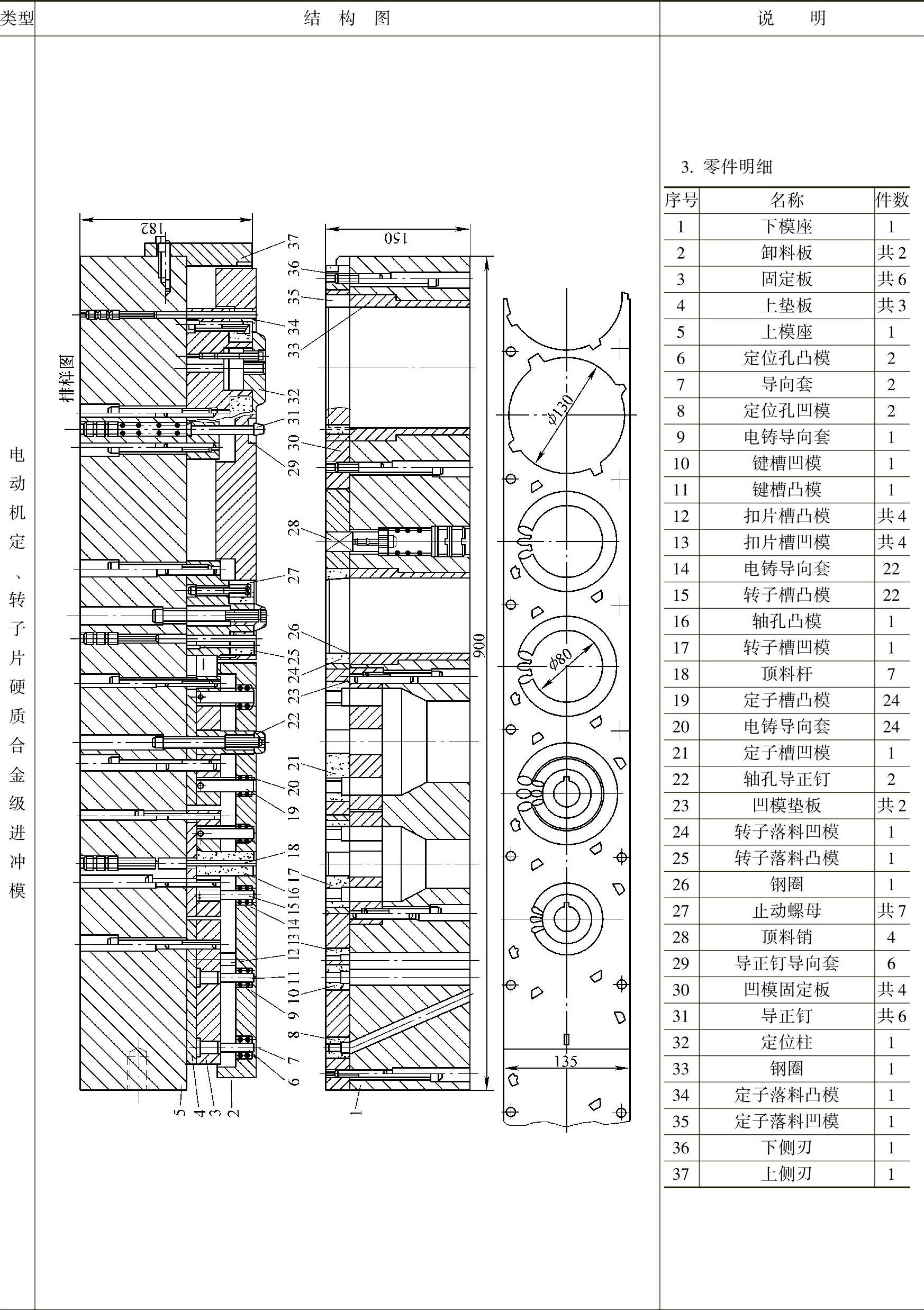
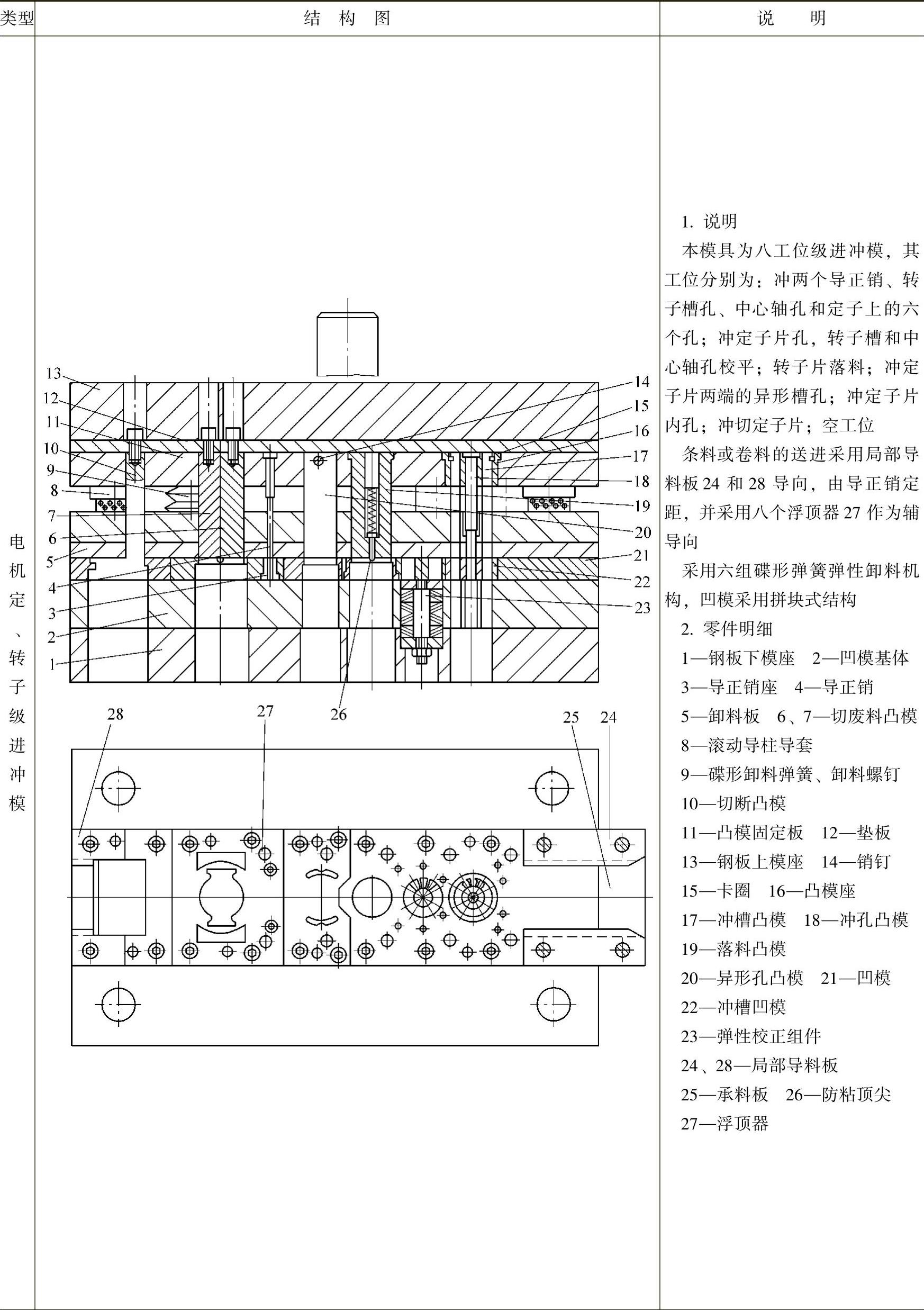
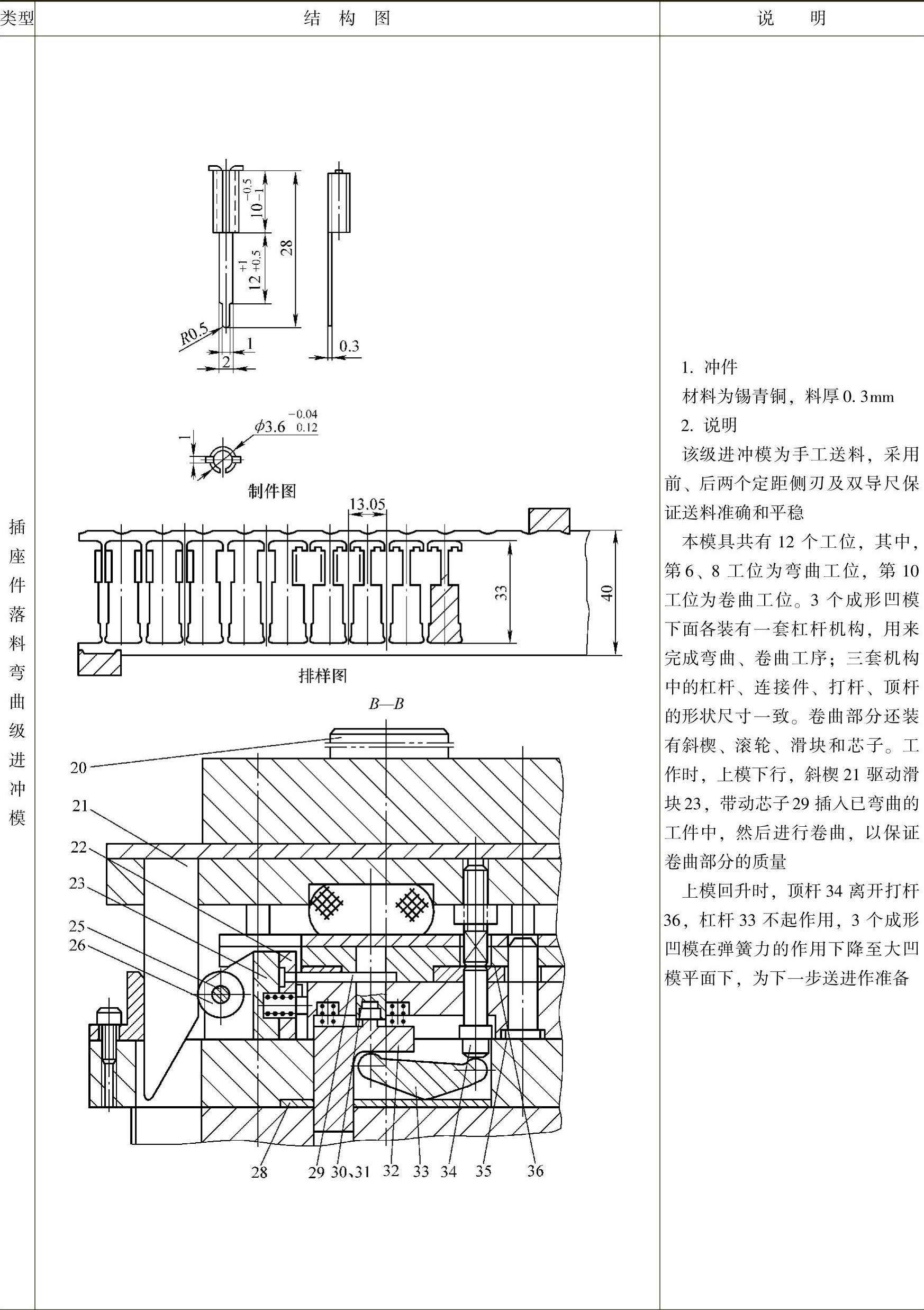
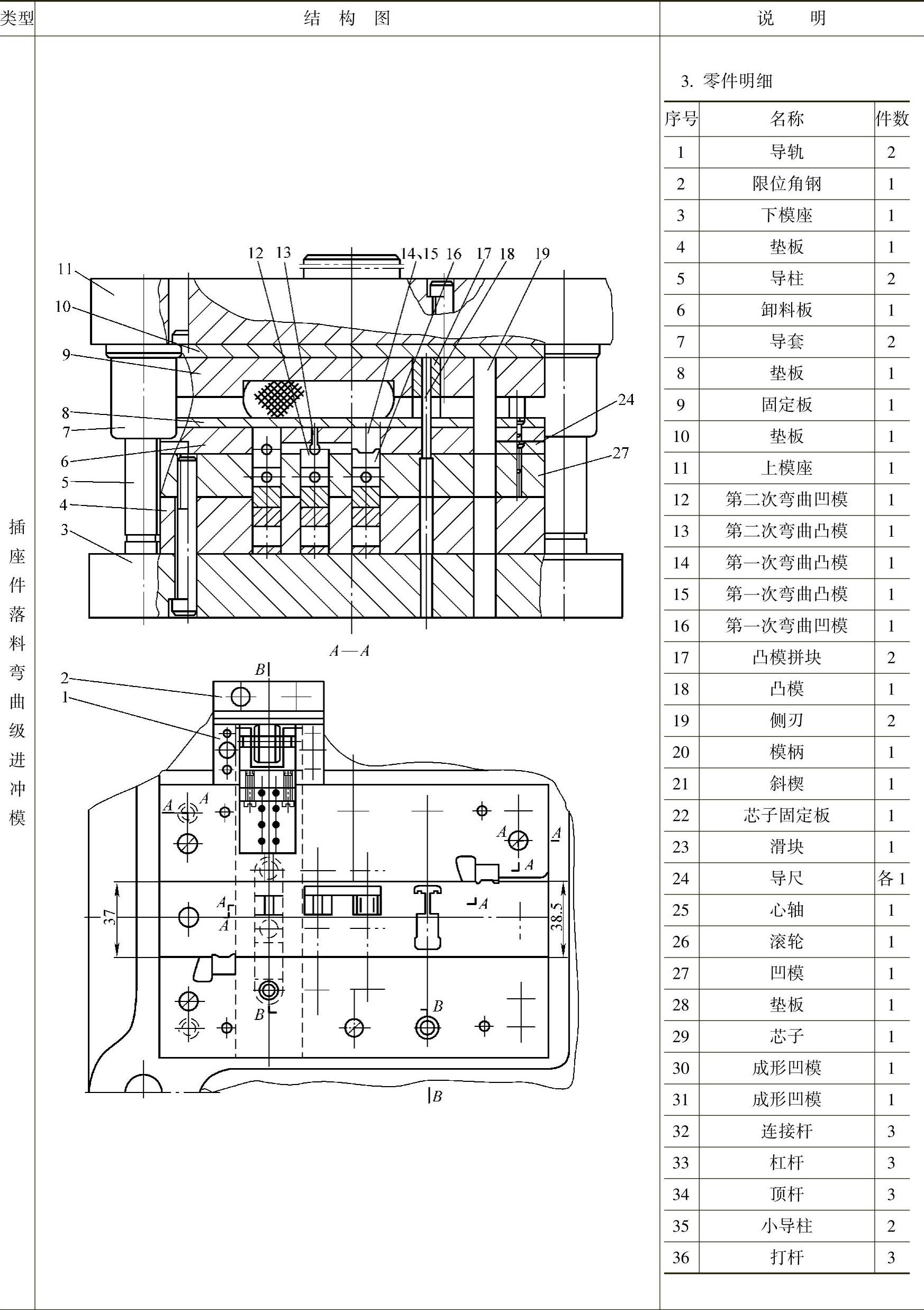
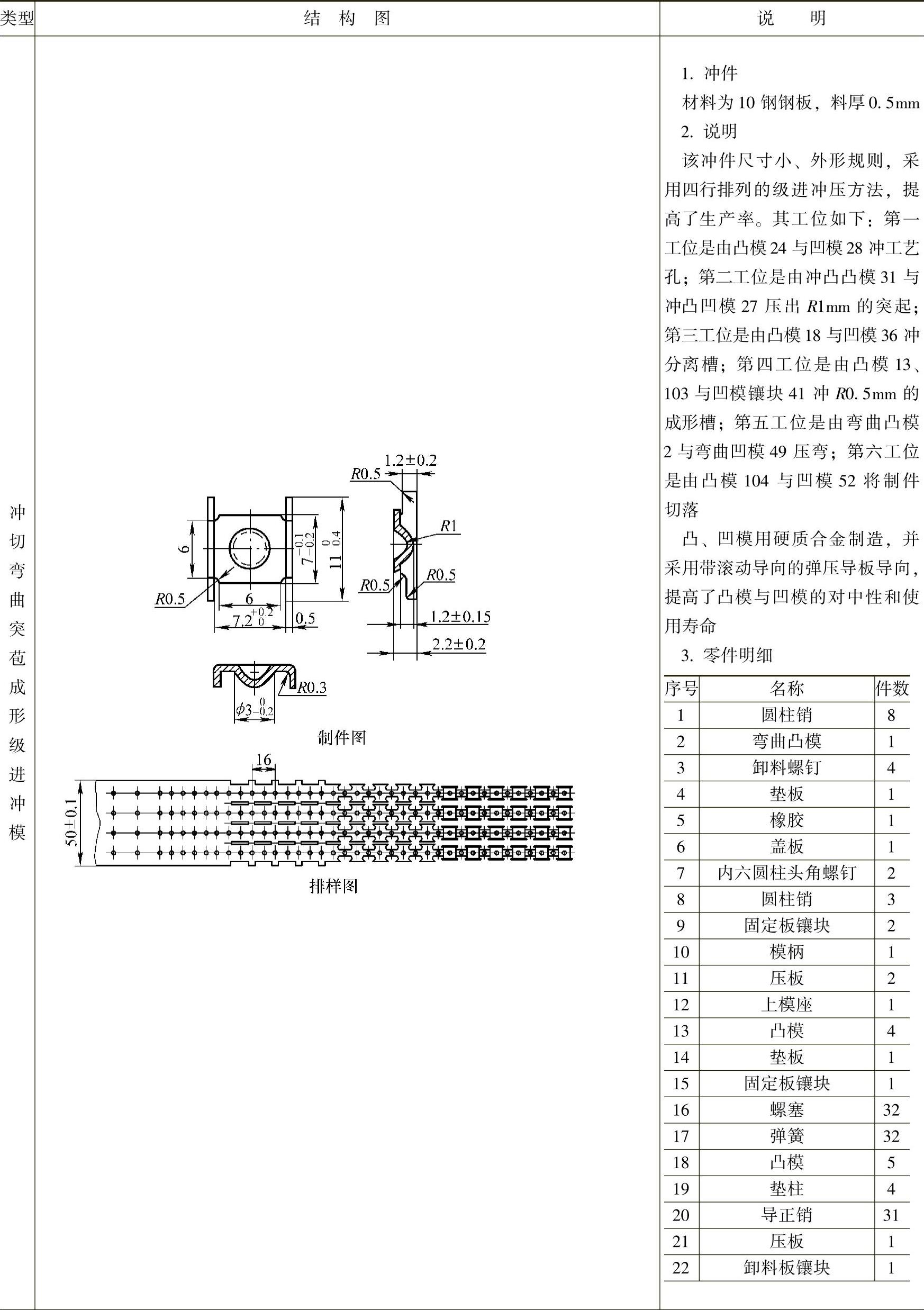
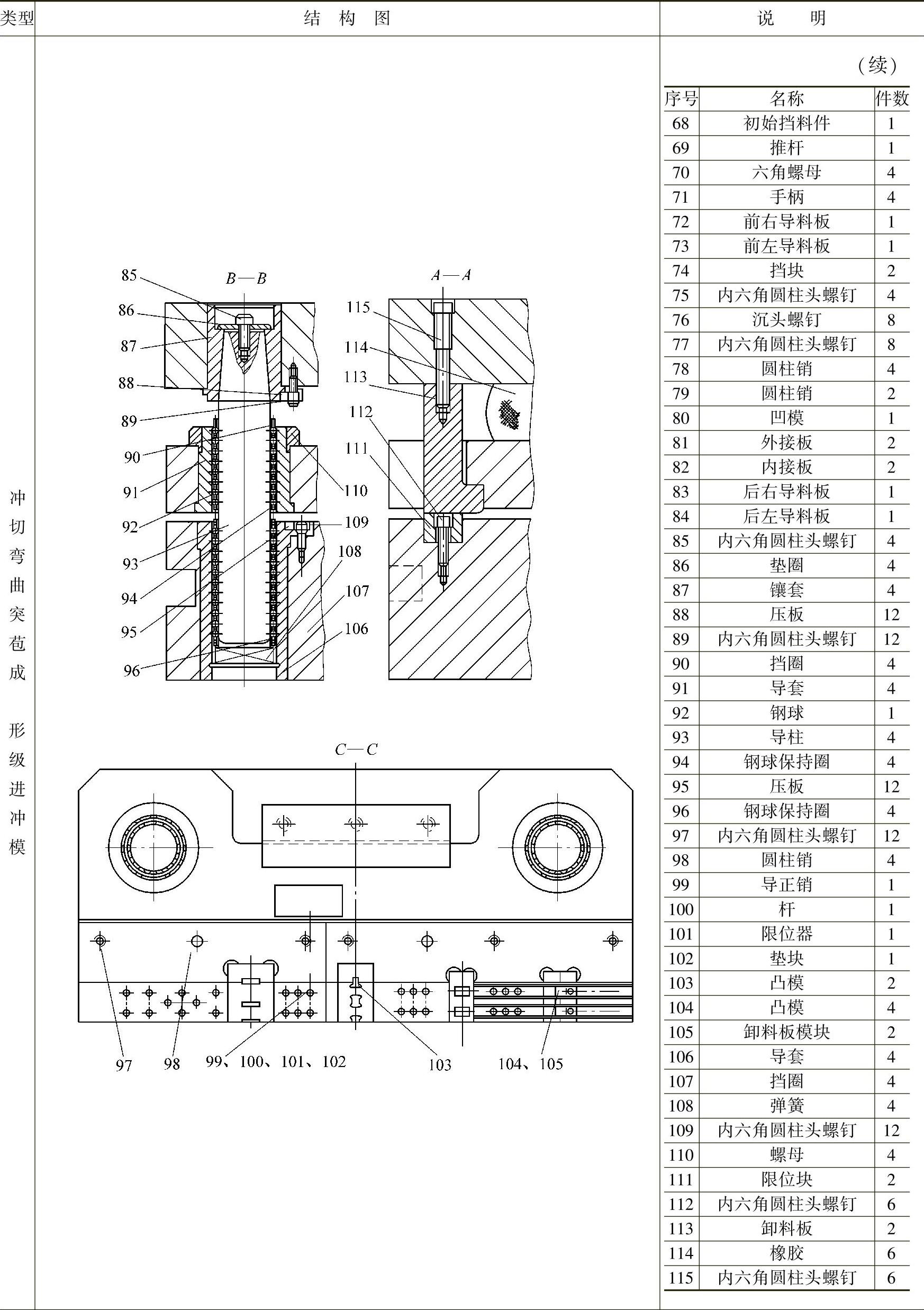
3.级进冲模及其典型结构
级进冲模的工位数可达50个以上,其工位之间的距离称为步距,步距误差控制在0.005mm以内。冲压过程中,其步距常靠内导正销和侧刃等进行控制。级进冲模主要用于大批量生产,为保证冲件的精度和质量,其凸、凹拼块制造误差的最高要求为0,即可在任何温度条件下进行完全互换。
级进冲模有五种结构形式。
(1)整体凹模式级进冲模 主要用于冲压工位少、中批量的中小型冲件。
(2)镶拼凹模式级进冲模 用于冲压形状复杂、多工位、精度与质量要求高、批量大的中小型冲件。
(3)圆凹模嵌件式级进冲模 主要用于精度与质量要求较高、形状较复杂、批量大的小型冲裁件。
(4)传递式级进冲模 主要用于冲压中大型成形冲件,其冲件坯料在工位间的传递常采用机械手完成。
(5)模块式级进冲模 用于冲压形状复杂、冲压工序多、工位数量多的中小型冲件。它按工序的工艺性质组成若干个模块,每个模块具有若干工位的结构形式,以减少步距的累积误差,保证制造与装配精度,简化制造与装配过程。
其中,整体凹模式和镶拼凹模式为我国常用的级进冲模结构形式,其典型结构见表4-3。
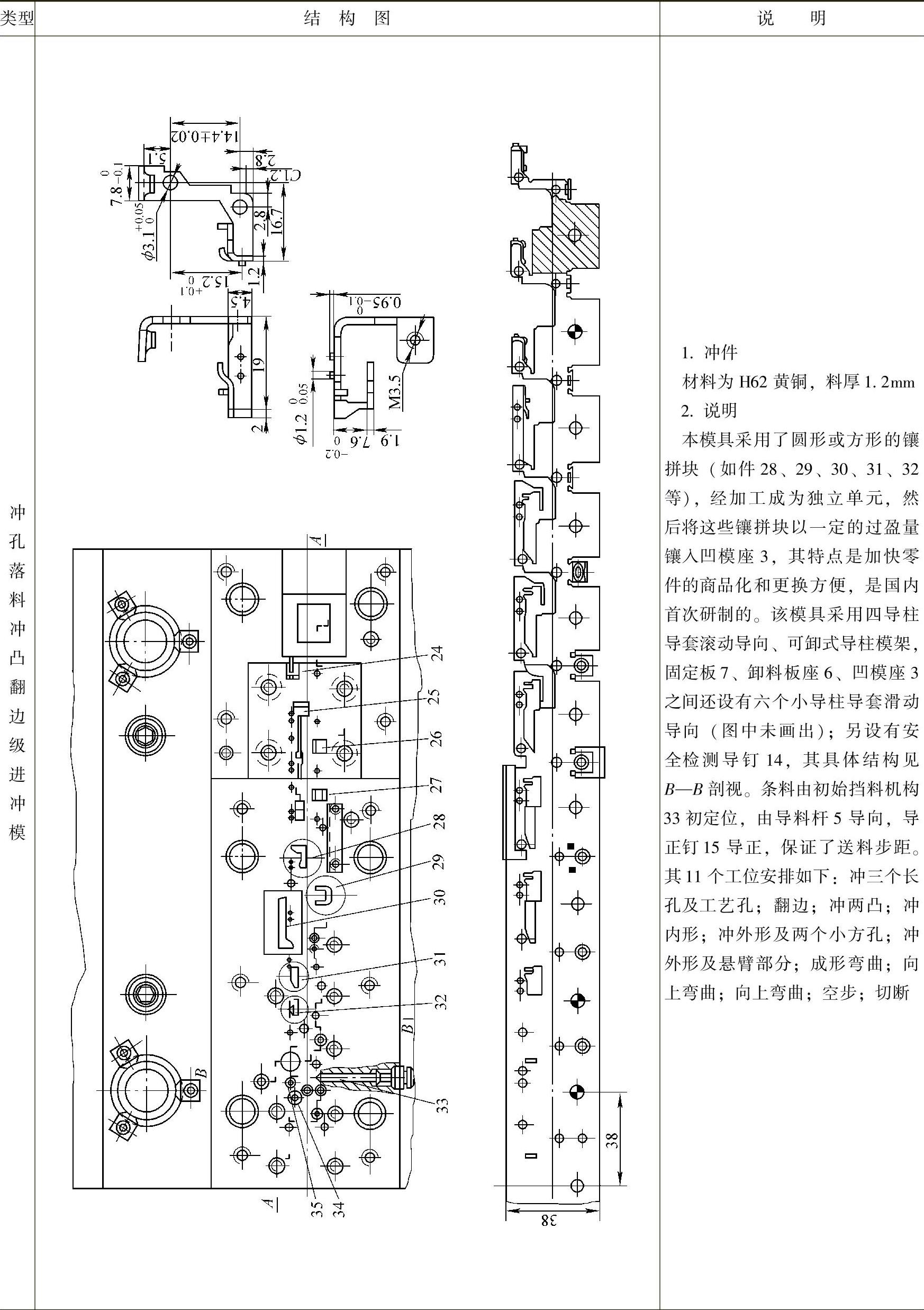
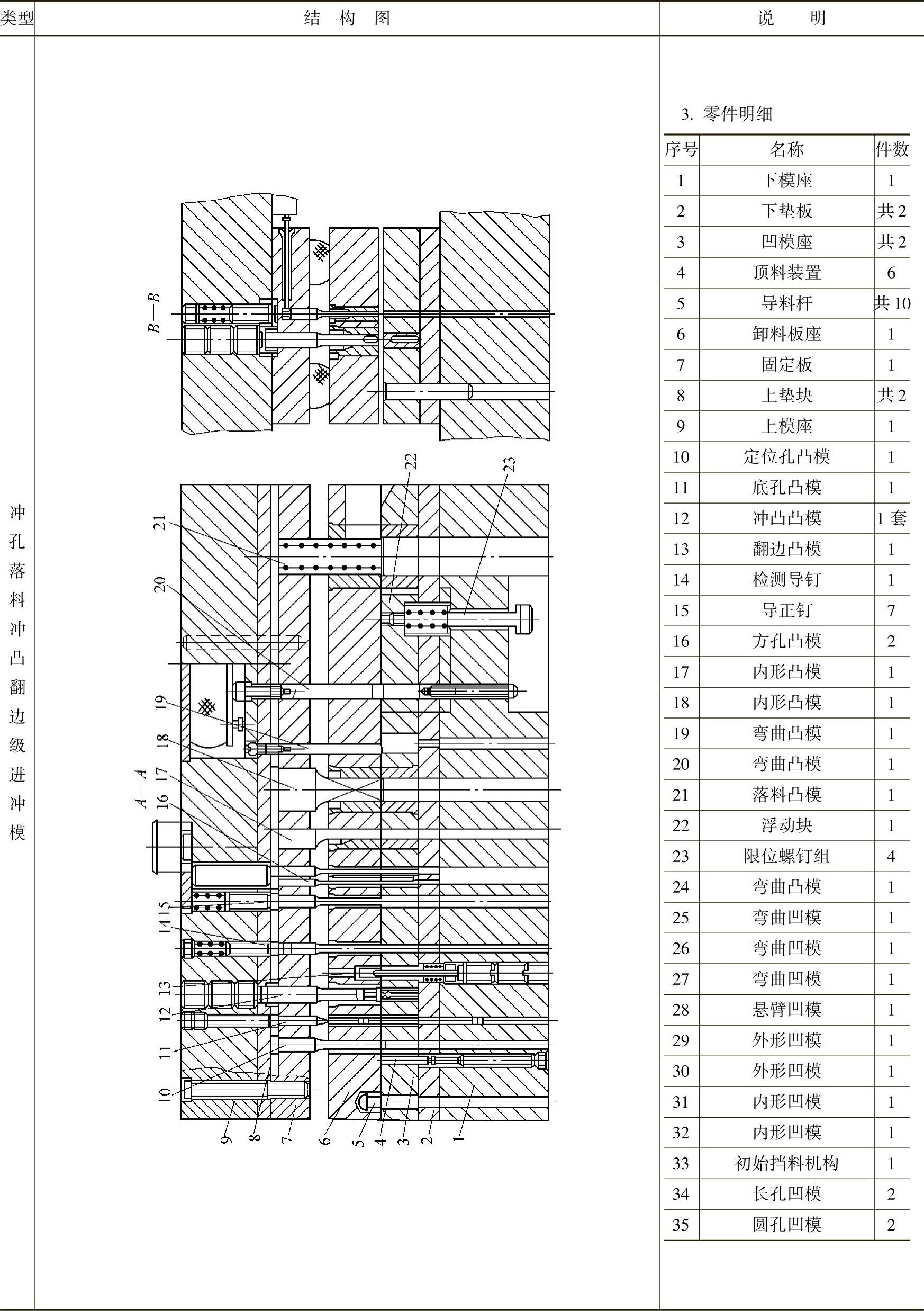
此外,按工序的工艺性质,级进冲模还可分为冲孔落料级进冲模、冲孔落料弯曲级进冲模、冲孔落料弯曲翻边级进冲模和连续拉深级进冲模等。
表4-3 整体凹模式和镶拼凹模式级进冲模的典型结构
(续)
(续)

(续)
(续)
(续)
(续)
(续)
(续)
(续)
(续)
(续)

(续)
(续)
(续)
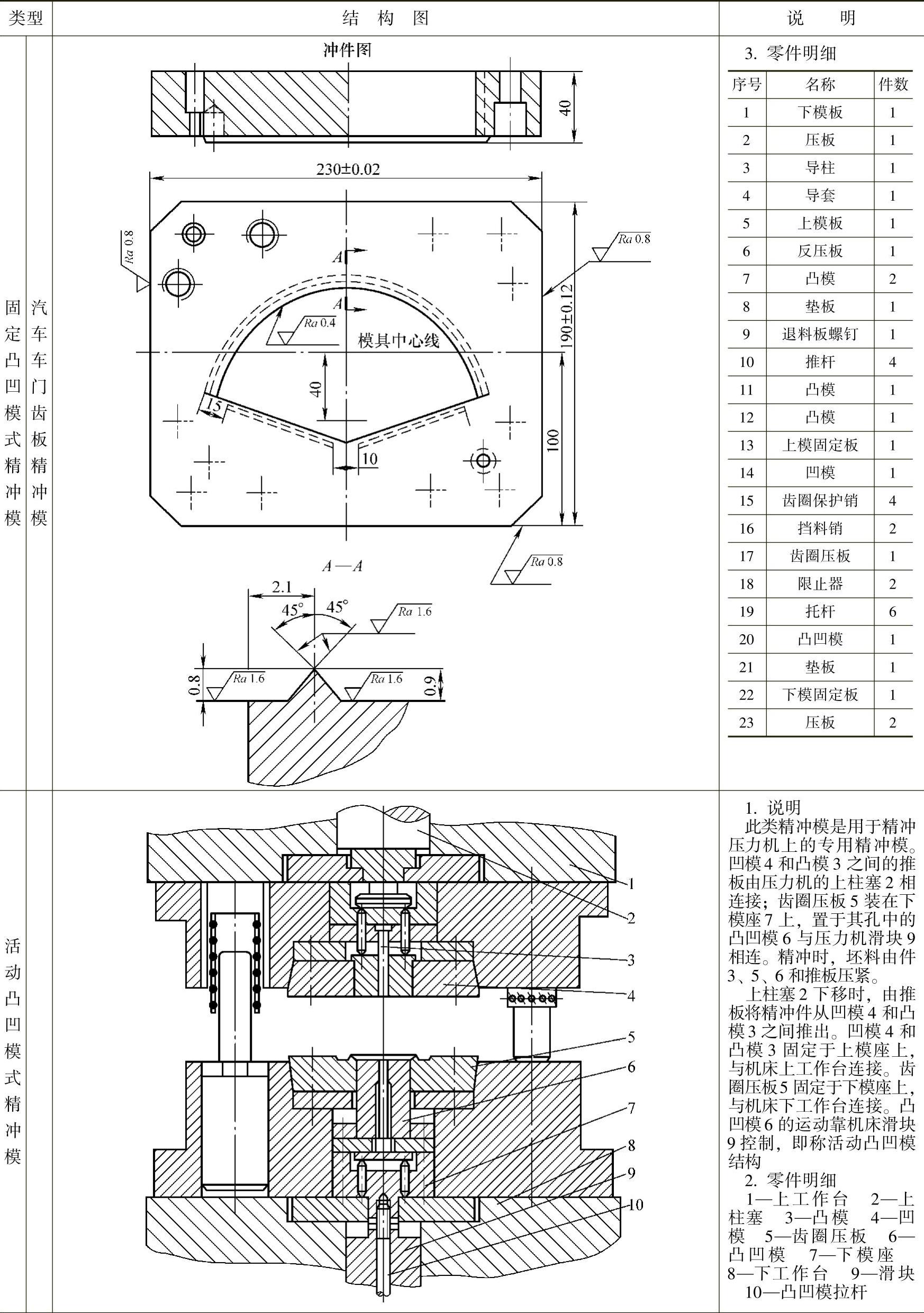
4.精冲模及其典型结构
精冲是指在模具强力压板的作用下,冲件位于凸、凹模刃口附近的材料将承受接近其屈服极限的单位压力,呈三向压应力状态,形成纯塑性条件下的剪切分离,即使材料始终处于纯塑性剪切变形的冲裁过程中,从而获得尺寸精度和表面质量很高的精冲件。强力压板式精冲的冲裁间隙取冲件材料厚度的1%~1.5%,凸、凹模刃口的圆角取冲件材料厚度的1%~2%,以防在冲裁过程中产生拉应力撕裂,造成冲切截面的撕裂带过大。
为此,精冲模须满足以下技术要求:
1)精冲模须具有高的刚度,以保证其在精冲过程中的稳定性,模座常采用45钢或碳素工具钢制造。
2)精冲模中上、下模的导向精度要高,以保证其冲裁间隙的正确性和均匀性,滑动导向副的配合间隙取0.002~0.005mm。
3)强力压板(常用的是齿圈压板)的尺寸公差等级要求为IT8~IT6级,表面粗糙度值为Ra0.8~0.4μm。其他构件均须保证具有相应的精度和刚度,且变形要小,以保证精冲模的刚度和使用性能的稳定性。
4)精冲模中配用的顶(推)板(杆),其位置应正确,且受力均衡、刚性强,以防偏载。
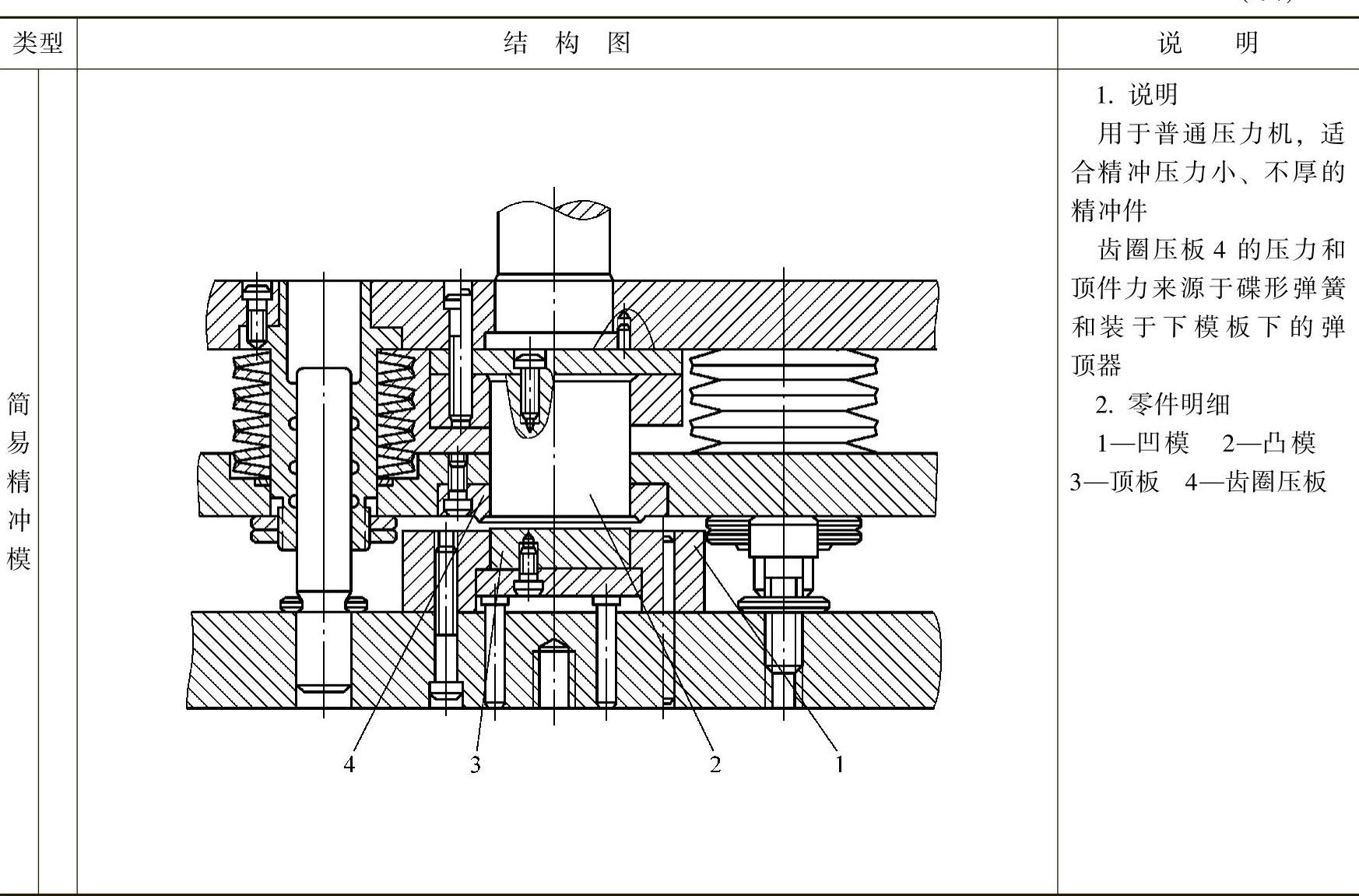
精冲模分为活动凸模(凸凹模)和固定凸模(凸凹模)两类,如图4-1所示;也可分为单工序、复合式和级进式三种结构形式。
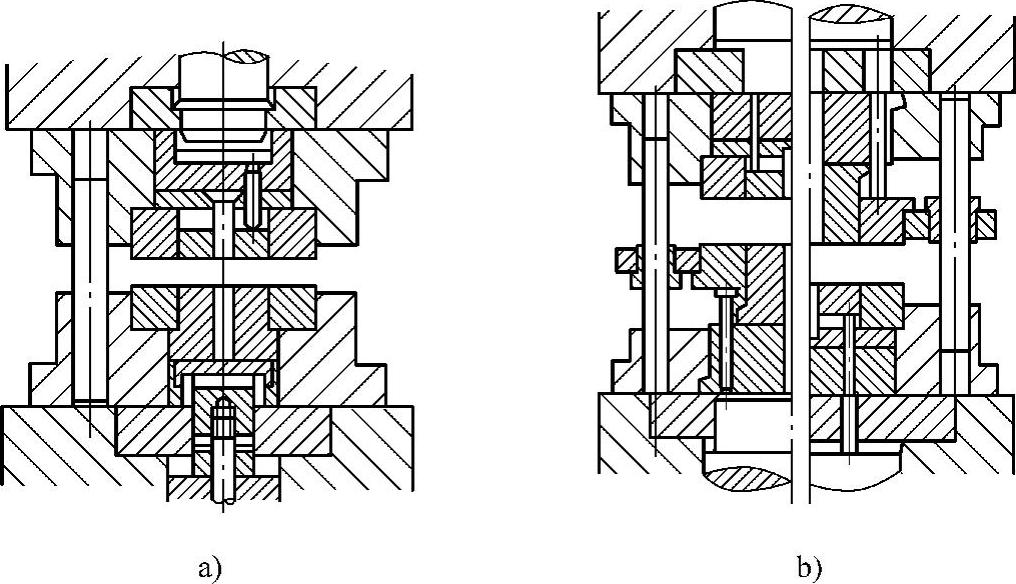
图4-1 精冲模的类型
a)活动凸模式精冲模 b)固定凸模式精冲模
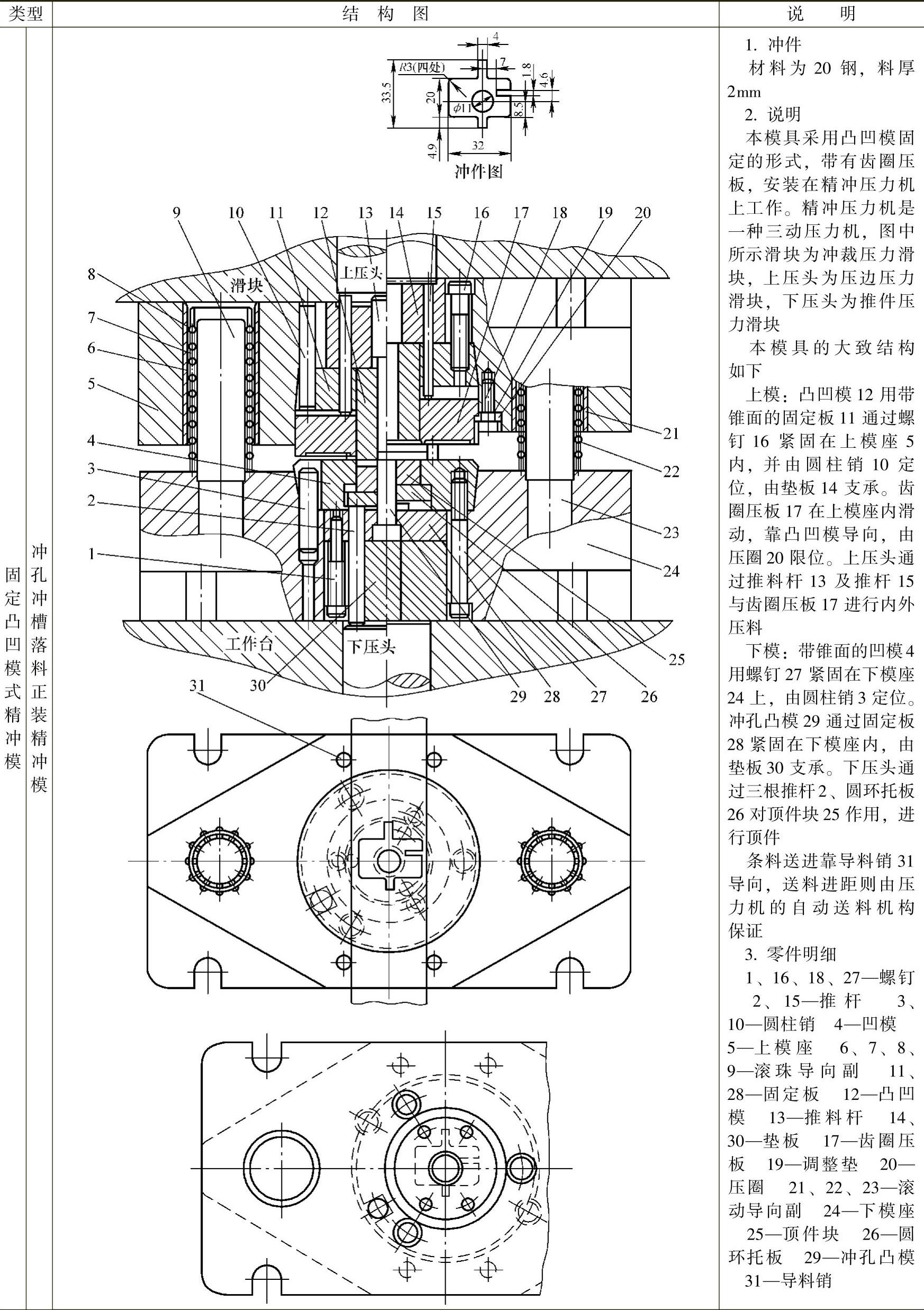
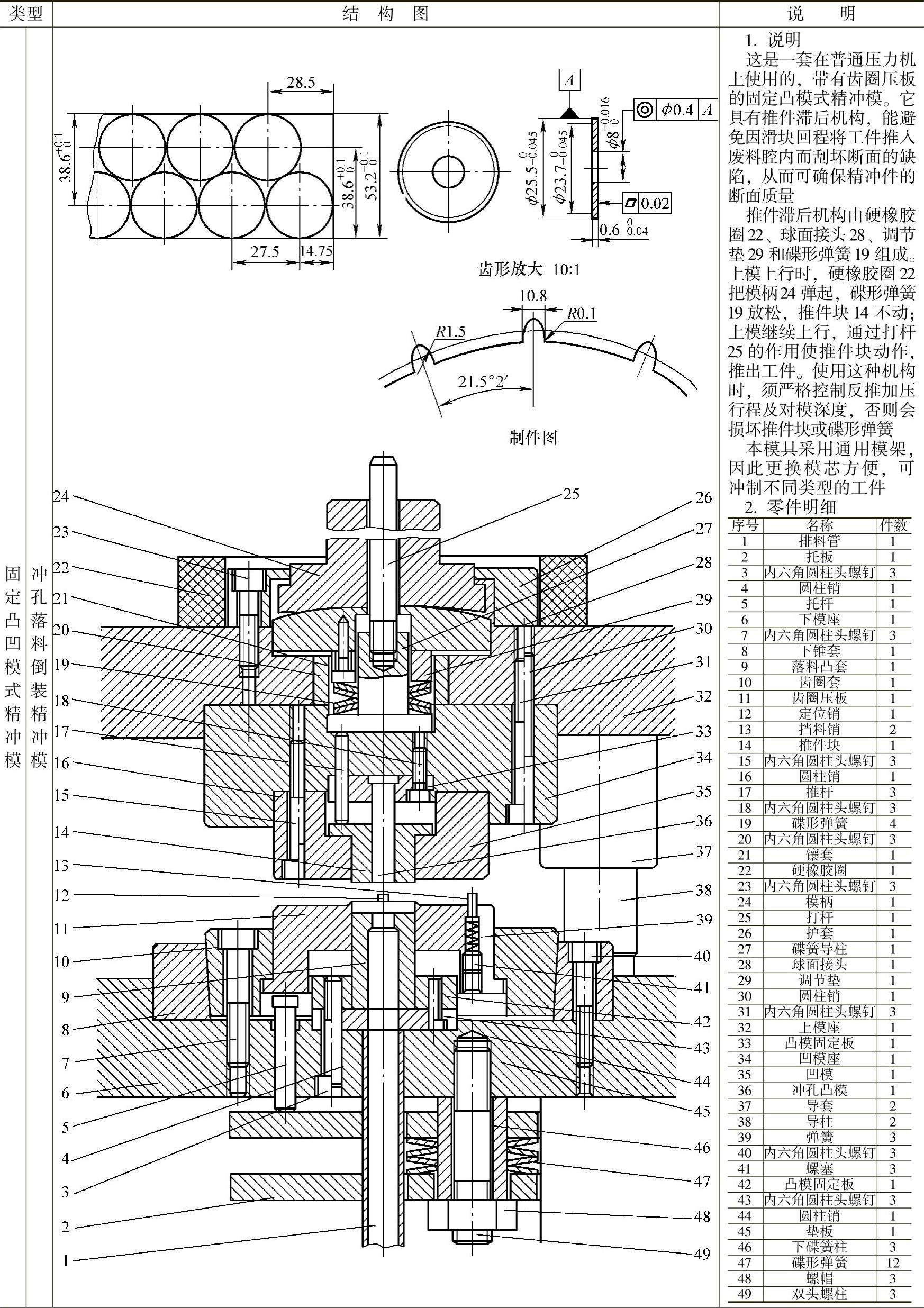
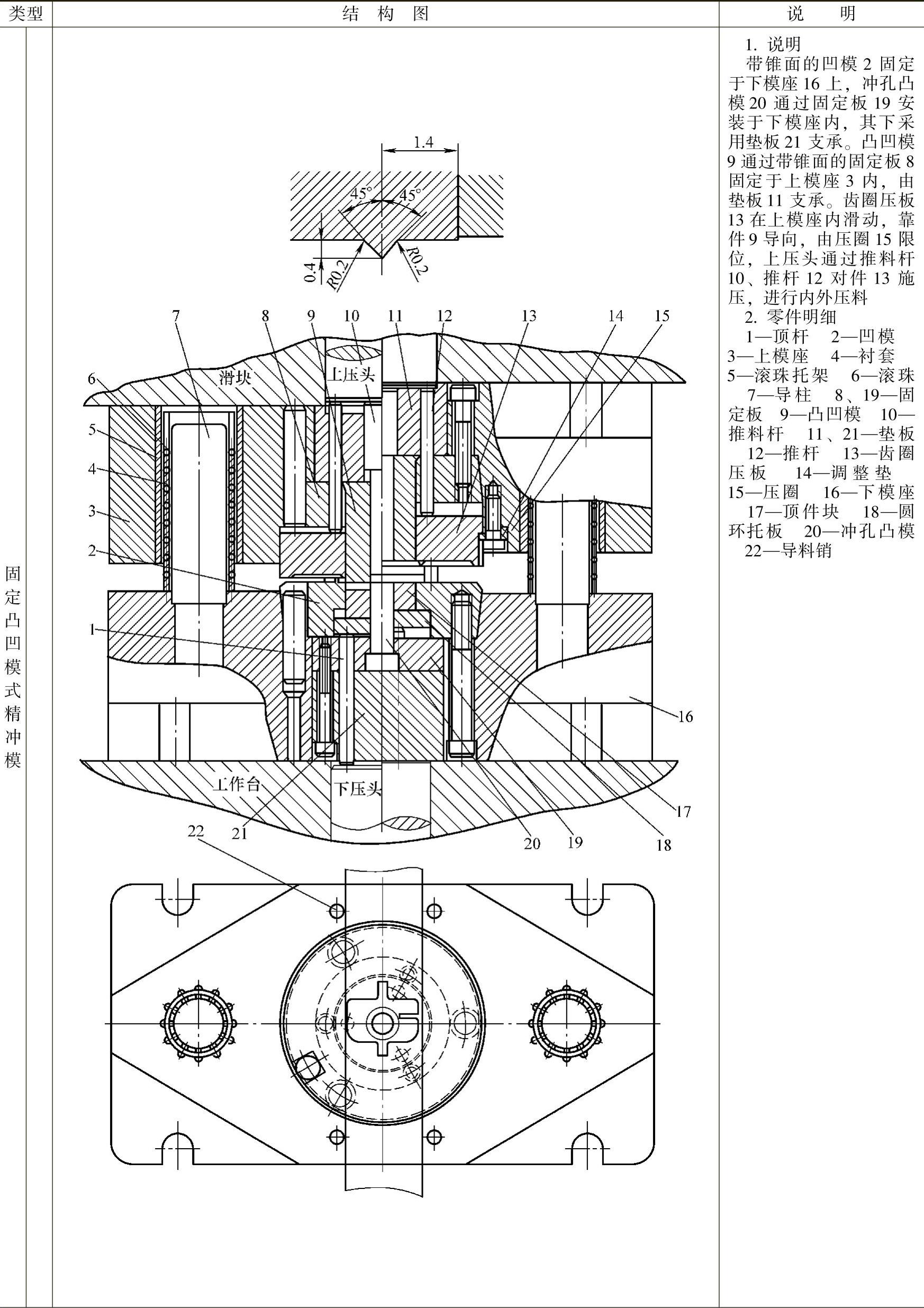
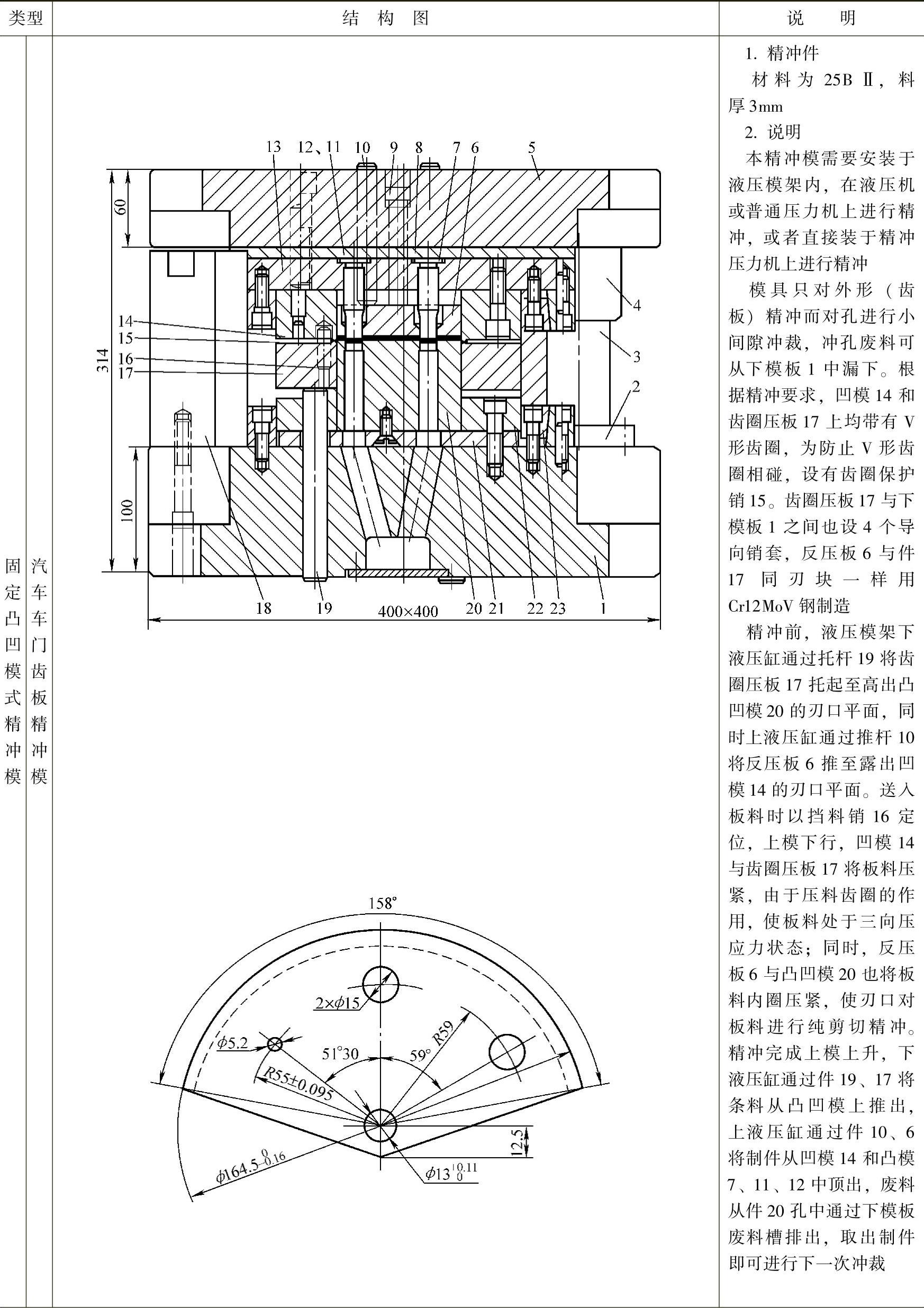
常见的精冲模多为复合式结构,其典型结构形式见表4-4。
表4-4 复合式精冲模的典型结构
(续)
(续)
(续)
(续)
(续)
5.其他类型冲模及其应用
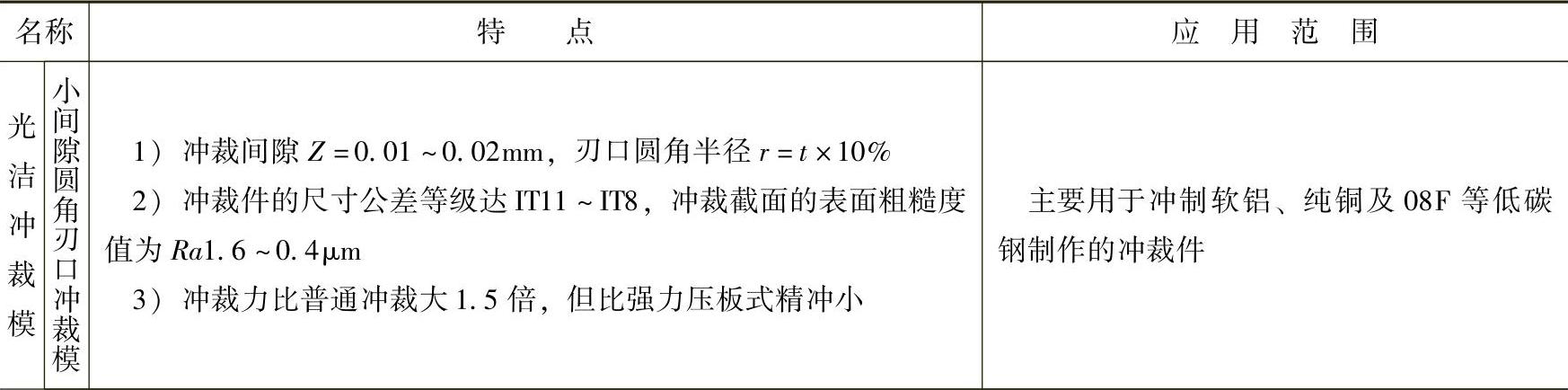
(1)光洁冲裁模 为提高冲裁件的尺寸精度和表面质量而创制并成功应用的精密冲裁模,称为光洁冲裁模。
(2)经济冲模 用于制造业产品更新、新产品试制的简易冲模称为经济冲模。其作用是以缩短制模、供模时间,大幅节省产品试制投资。
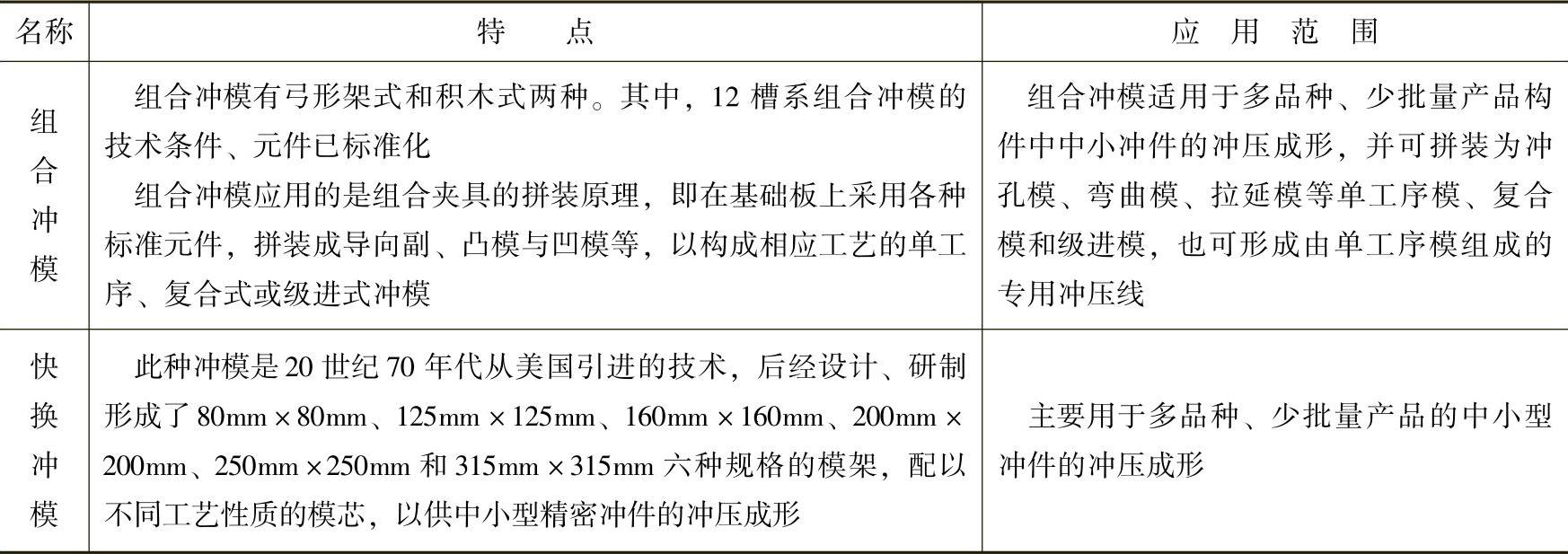
(3)快换冲模 采用快换模架,配装相应工序所要求的模芯,构成不同工艺性质的冲模,称为快换冲模(QDC)。根据冲件尺寸与冲压成形工序,快换冲模有两种冲压生产方式。一种是采用相应规格的快换模架,配用复合或级进冲压模芯,构成柔性冲压单元;另一种是配装与冲压工序数相应的单工序模芯,构成柔性冲压单元。另外,采用机械手更换模芯,并装备冲压技术装置,则可构成自动柔性冲压单元或生产线。
此外,还有钢板叠层冲模和用于新产品试制的多品种、少批量生产的组合冲模等。
上述各类冲模的特点和应用范围见表4-5。
表4-5 其他类型冲模的特点与应用范围
(续)

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。