



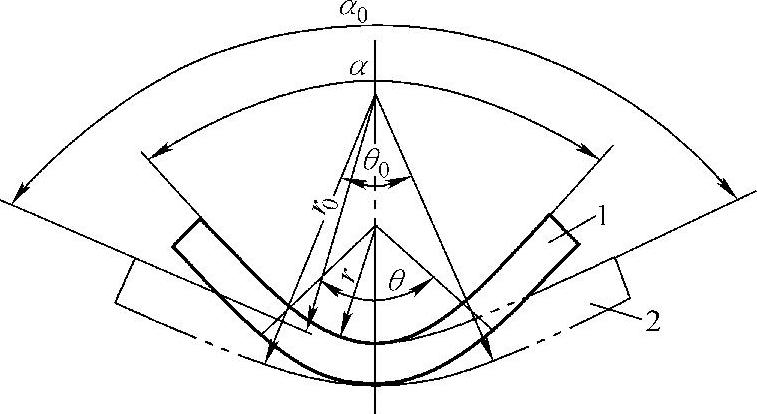
图4-23 回弹引起弯曲角和弯曲半径的变化
1—回弹前的弯曲件 2—回弹后的弯曲件
1.回弹及其防止措施
弯曲变形是指板料通过凸模在弯曲力的作用下,产生弹性变形和塑性变形的过程。当变形过程完成、去除弯曲力等载荷后,其弹性变形将立即回复,称为回弹,从而使弯曲角、弯曲半径发生变化,导致弯曲件的形状与尺寸不正确,如图4-23所示。
(1)回弹值的确定 在正确、合理地设计弯曲模结构的基础上,还应准确地控制弯曲成形条件,即成形工艺参数,以克服和防止回弹,控制回弹值,达到控制弯曲半径和弯曲角的目的。回弹值的表达式如下:
弯曲半径的回弹值ΔR=R0-R
弯曲角的回弹值Δα=α0-α
式中 R0——回弹后的弯曲半径(mm);
α0——回弹后的弯曲角(°)。
当R/t<;5~8时,弯曲半径变化很小,可查表4-65~表4-67确定回弹角。
表4-65 90°单角自由弯曲的回弹角Δα
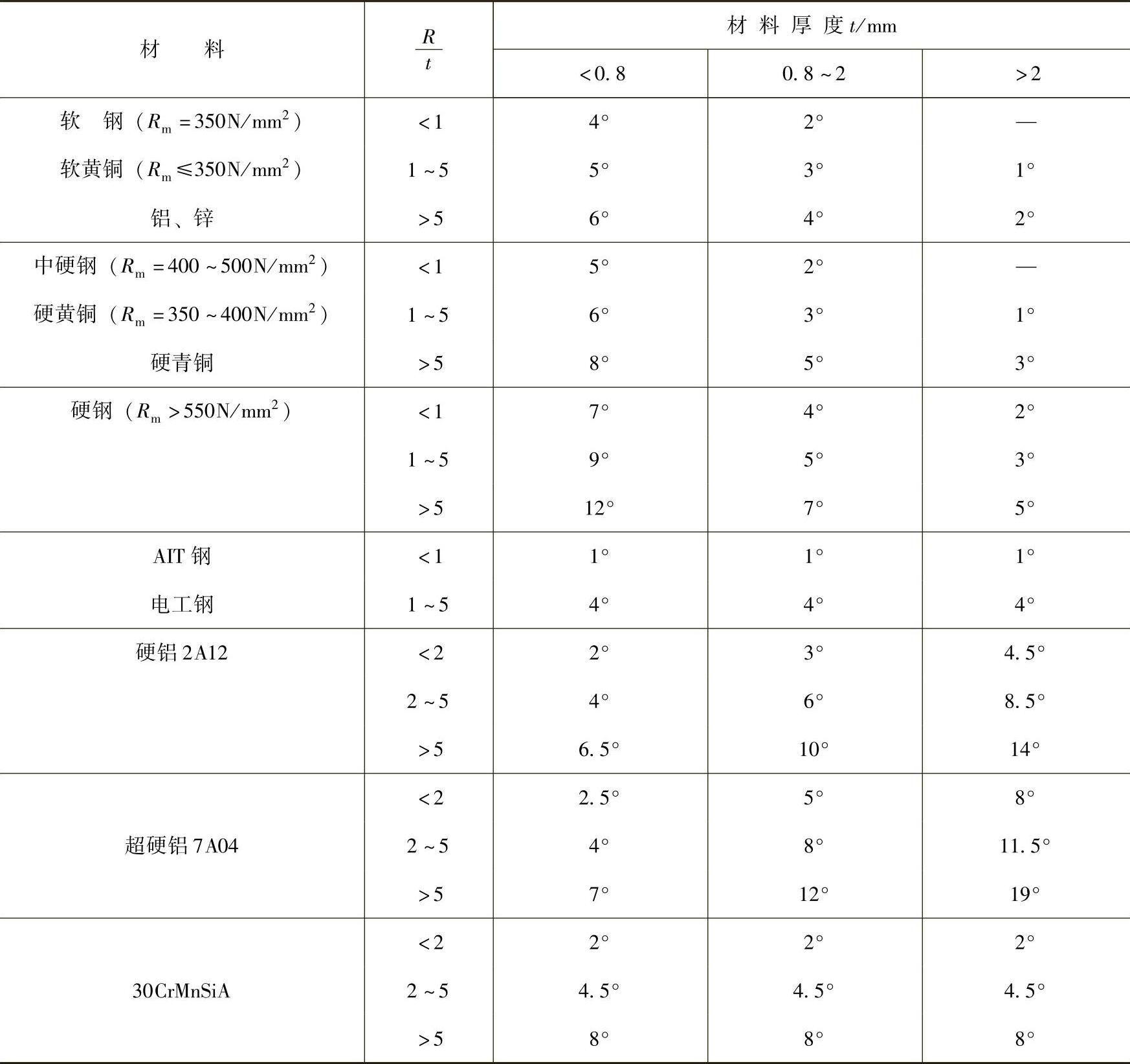
注:表中回弹角为试验数据,使用时应加以修正。
表4-66 90°单角校正弯曲时的回弹角Δα

注:1.表中回弹角为试验数据,使用时应加以修正。
2.校正弯曲回弹角是指弯曲过程弯成时,再加载附加压力,以减小的回弹角。
表4-67 U形件弯曲时的回弹角Δα
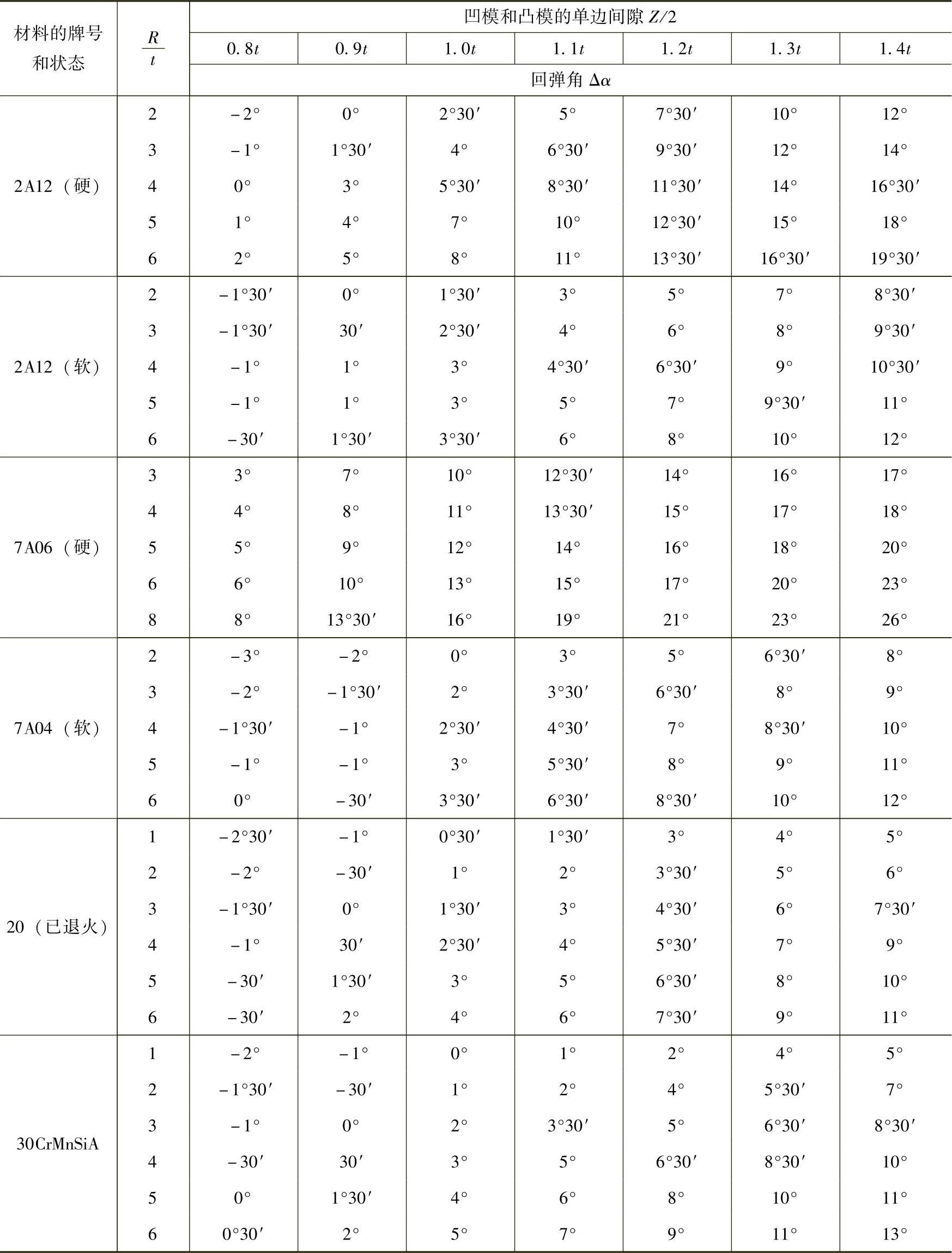
注:表中回弹角为试验数据,使用时应按要求进行修正。
当R/t>5~8时,其弯曲半径较大,回弹量也大,其R和α均有较大变化。因此,按纯塑性弯曲弯形进行计算,如图4-24所示,计算公式为
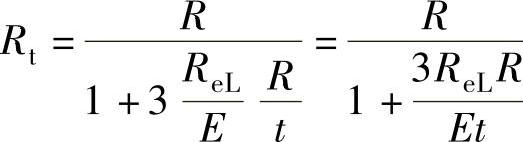
设K=3ReL/E
则
式中 R——弯曲件要求的圆角半径(mm);
Rt——可补偿回弹的凸模圆角半径(mm);
t——板料的厚度(mm);
ReL——板材的下屈服强度(N/mm2);
E——板材的弹性模数(N/mm2);
K——相应板料性能系数,见表4-68。

图4-24 V形弯曲件的回弹
表4-68 系数K值

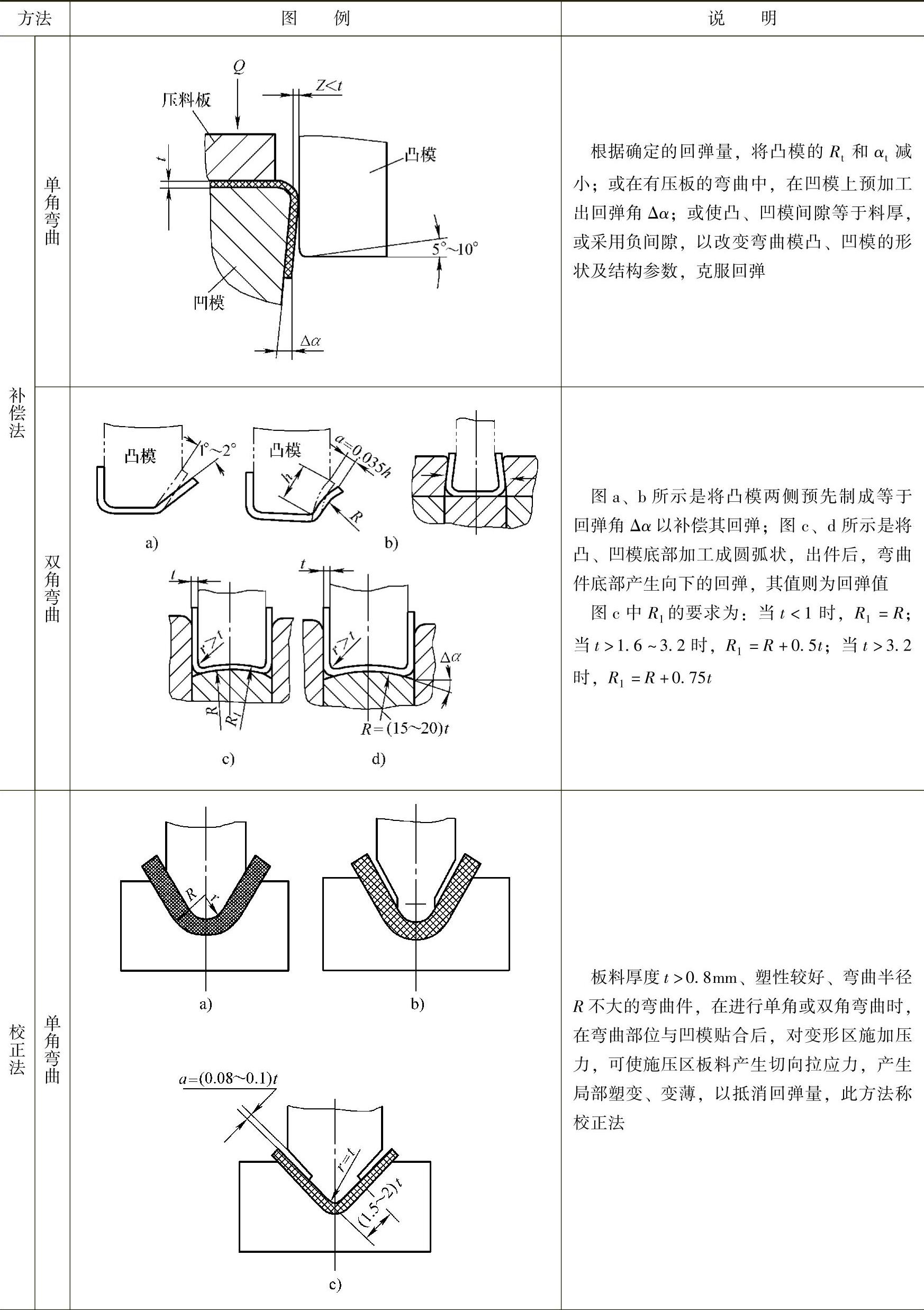
(2)克服与防止回弹的方法与措施 在确定多种弯曲件回弹值的基础上,通过经验积累,可采取有效措施克服回弹。常用方法有补偿法和校正法,见表4-69。
2.弯曲件展开长度的计算
准确地确定弯曲件的展开长度,保证毛坯尺寸,也是保证弯曲件尺寸精度和质量的重要成形工艺条件。
弯曲件展开长度的计算,主要是指带有圆、圆弧段等弯曲件展开长度的计算。根据对弯曲变形过程的分析,展开长度的计算是基于其圆弧部位,即弯曲角对应的圆弧段的中心层及其位置之上的。计算方法为:根据r/t查出中心层系数K,计算中性层的弯曲半径ρ=r+Kt,确定其弯曲圆心角,然后按下列公式计算展开长度L
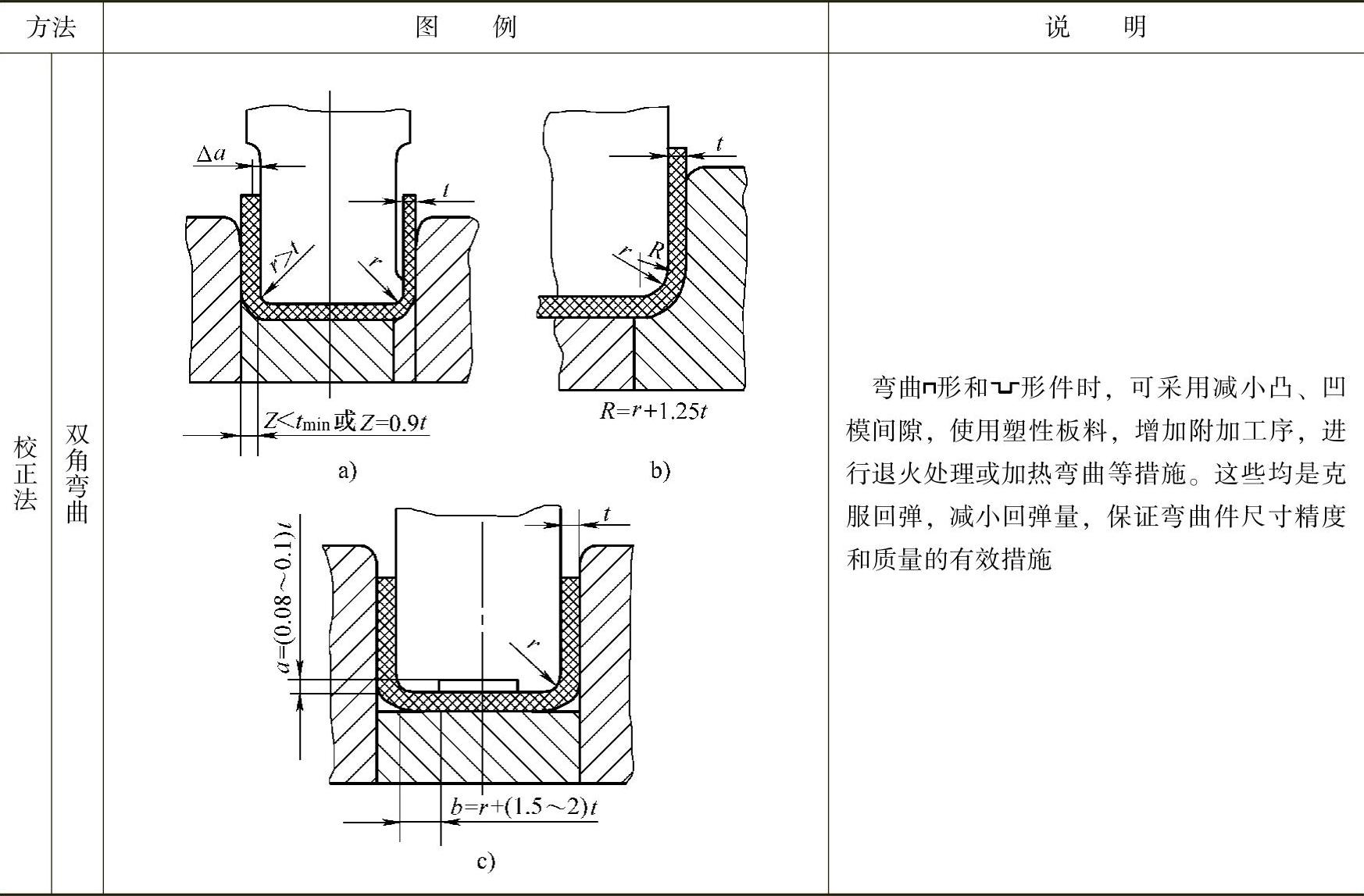
表4-69 克服回弹的方法
(续)
式中 α——弯曲圆心角(°);
r——弯曲半径(mm);(https://www.xing528.com)
t——板料厚度(mm)。
L加上直线段的长度,即为弯曲件展开的总长,也即毛坯的长度。
(1)弯曲角α=90°若弯曲件的弯曲角α=90°,圆角半径为r,r/t>0.5,则90°弯曲角部位中性层的弧长为

L90°加上直线段的长度,即毛坯的长度。
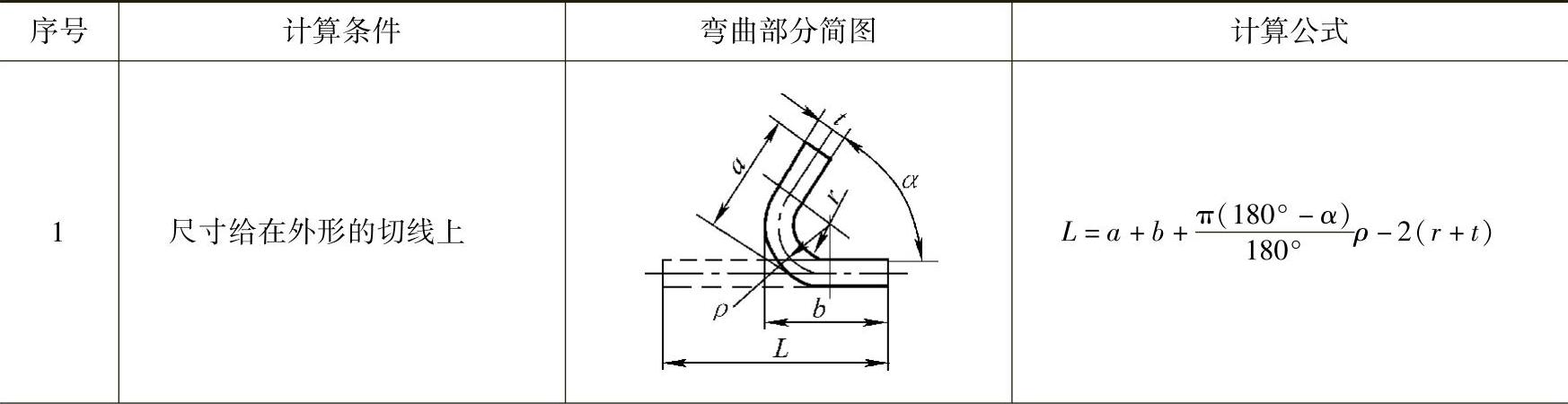
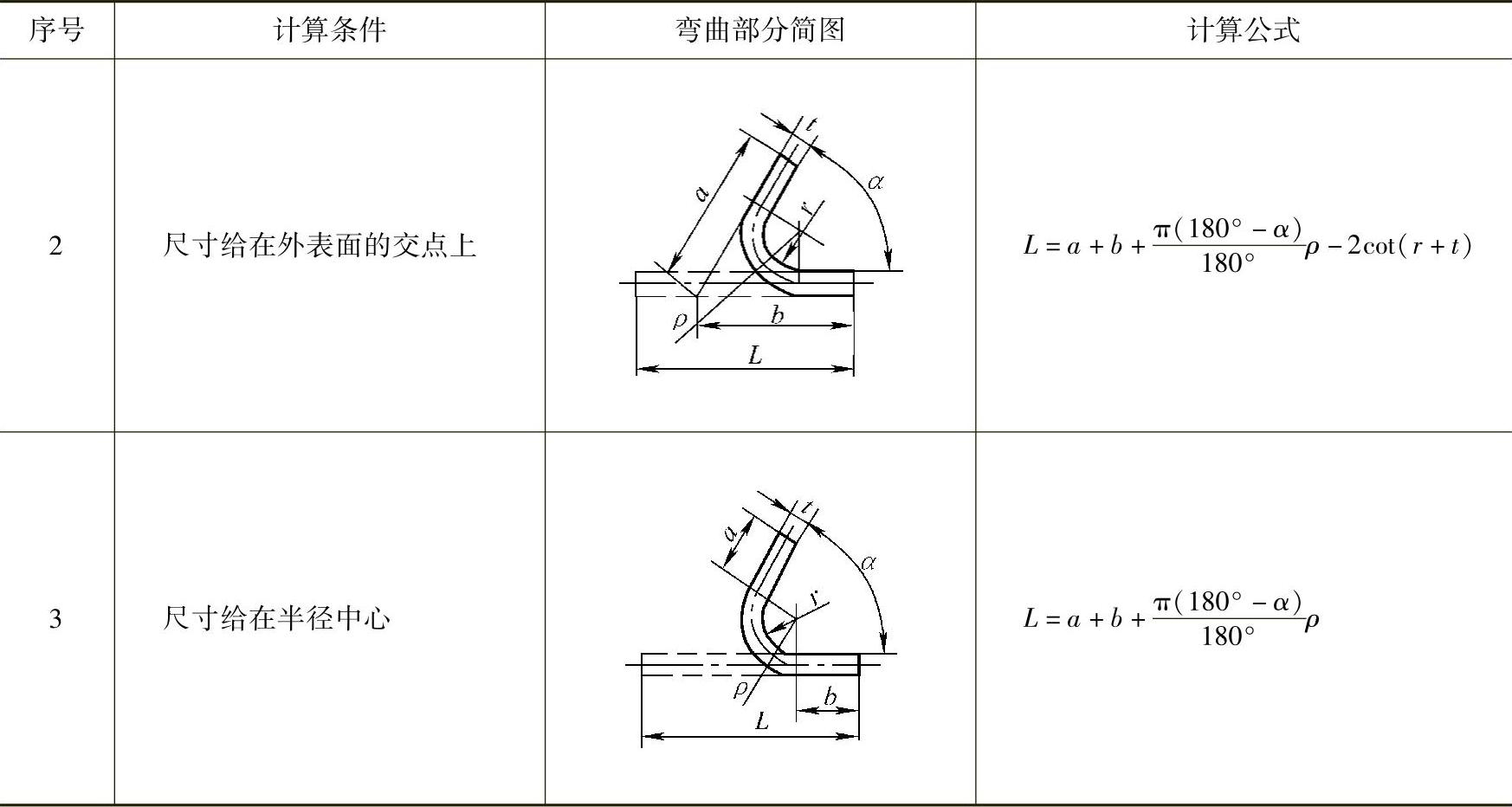
(2)弯曲角α<90°若弯曲件的弯曲角α<90°,则其弧长计算公式见表4-70。
表4-70 弯曲角α﹤90°时弯曲部分展开长度的计算公式
(续)
(3)R/t<0.5此时,视为计算无圆角弯曲件的展开长度,可根据弯曲前和弯曲后毛坯体积相等的原理进行计算,并视弯曲变薄的情况予以修正,如图4-25所示。
板料弯曲前的体积V0为
V0=Lbt
板料弯曲后的体积V为
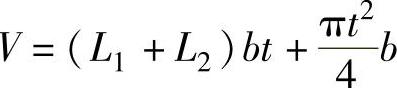
由于V0=V,则
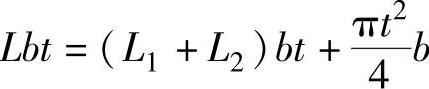
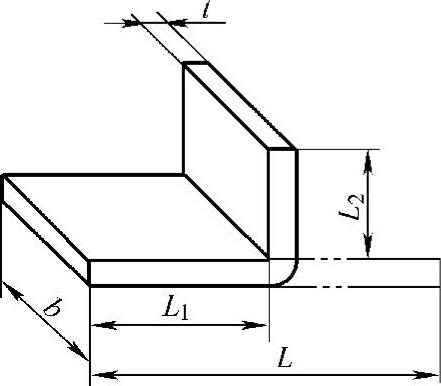
图4-25 无圆角半径弯曲件的展开
化简得
L=L1+L2+0.785t
由于弯曲变形部位将发生变薄,故常采用下列经验公式进行计算
L=L1+L2+Knt
式中 n——弯曲角数目;
K——变薄系数,单角弯曲或多角顺序弯曲时K=0.5,双角同时弯曲时K=0.25,毛
坯塑性较高时K=0.125。
3.弯曲力与校正力的计算
(1)弯曲力 弯曲力是指弯曲件在弯曲成形过程中所需的冲压力,即压力机应施加的冲压力。弯曲力与弯曲件的板料性能、料厚、几何形状,以及凸、凹模间隙有关。根据弯曲变形原理和经验,可采用下列公式计算弯曲力:
V形件弯曲力的计算公式为
U形件弯曲力的计算公式为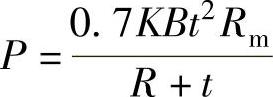
式中 P——自由弯曲力(N),即尚未校正弯曲时的冲压力;
B——弯曲件的宽度(mm);
t——弯曲件板料的厚度;
R——弯曲的内半径(mm);
Rm——板料的抗拉强度(MPa);
K——弯曲变形系数,一般取1.3。
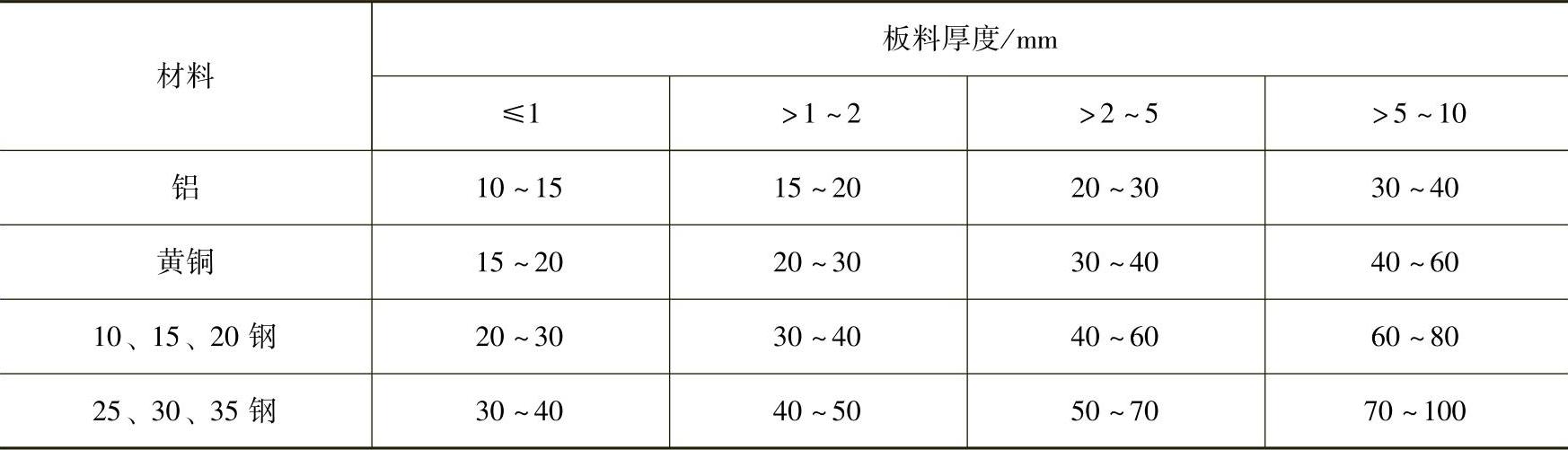
(2)校正力 校正力主要是指校正弯曲变形后,变形部位因回弹而产生弯曲角α和弯曲半径R,以保证弯曲件的尺寸精度和质量所需要的附加冲压力(Pq),Pq与板料性能、回弹量和变薄应力状态等有关。可采用下列经验公式计算校正力。
Pq=qA
式中 A——校正时,集中施压部位的投影面积(mm2);
q——校正力作用部位所需的单位冲压力(MPa),其数值见表4-71。
表4-71 单位校正力(q)
弯曲成形所用压力机的压力(P压),理论上为自由弯曲力P和校正弯曲力Pq之和。为安全起见,压力机的压力P压应为
P压≥P+Pq
实际上,自由弯曲力P较校正弯曲力Pq要小得多,甚至可以忽略不计。为安全起见,常将压力机的P压调至P压=1.2~1.5Pq,以保证弯曲件弯曲成形的尺寸精度和质量要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。