



钛合金大型整体筋板类构件(如隔框、梁等)对飞机减重、提高可靠性和性能效果显著,而整体成形此类构件成形设备的公称压力要求非常大。为解决钛合金大型复杂整体构件的成形制造能力问题,可采用局部加载等温成形方法,通过将断续局部加载与等温成形的结合,融合等温成形和局部加载成形两方面的技术优势,并与优化设计预成形坯料与成形参数相结合,实现对材料成形和组织性能的控制,为解决钛合金大型复杂整体构件成形制造能力不足问题提供了重要启示。杨合等在解决了钛合金筋板类构件局部加载材料的变形行为和不均匀变形机理、局部加载方式、局部加载参数对成形过程和成形质量的影响、局部加载等温成形组织演变机理以及局部加载等温成形对TA15钛合金组织演变和力学性能的影响等多项变形与组织控制的关键技术基础上,成功研制了满足航空锻件要求的目前国内最大的钛合金复杂隔框锻件。图6-101所示为钛合金复杂大件局部加载等温成形原理图。图6-102所示为局部加载等温成形大型钛合金部分隔框形状示意图。
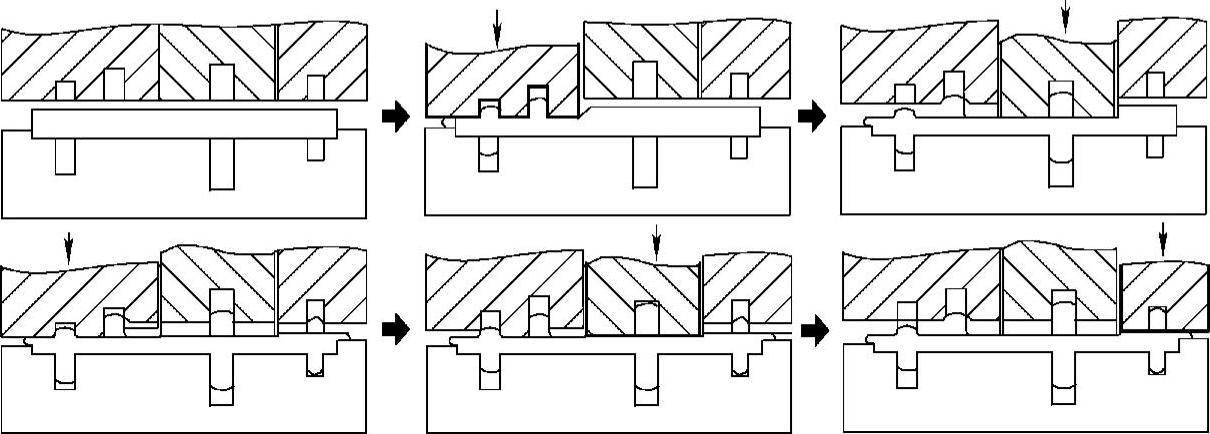
图6-101 钛合金复杂大件局部加载等温成形原理图
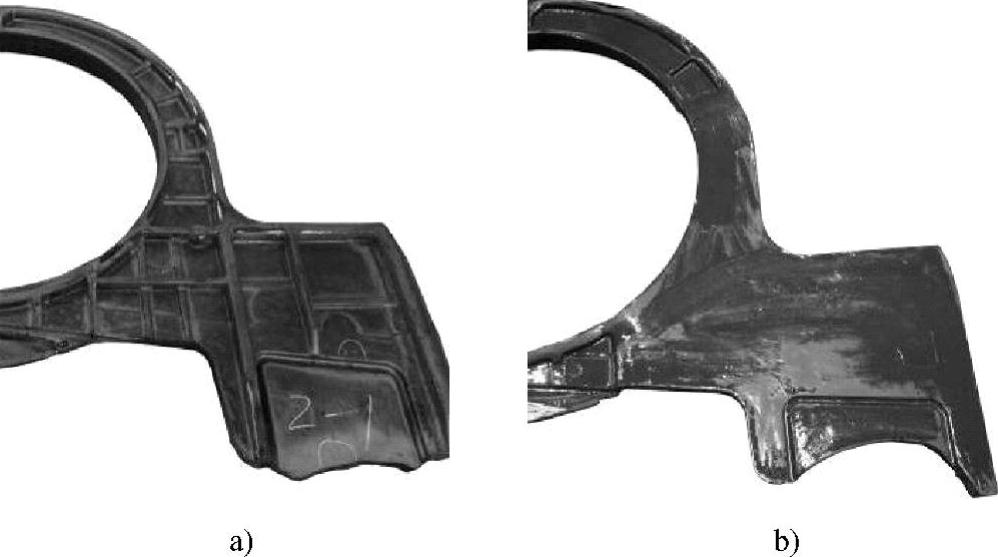
图6-102 局部加载等温成形大型钛合金隔框形状(部分)
a)第一局部加载后 b)第二局部加载后
轮盘是离心风机的主要组成部分(见图6-103),其形状和加工制造质量将直接影响到风机的工作性能。传统的叶轮盖盘和轮盘制造时采用机械加工方法,该方法存在材料利用率很低(小于10%),后续机械加工量大,制造成本高和周期长等问题。近净塑性成形是这类大型盘形零件的高效、高质量的成形方法。
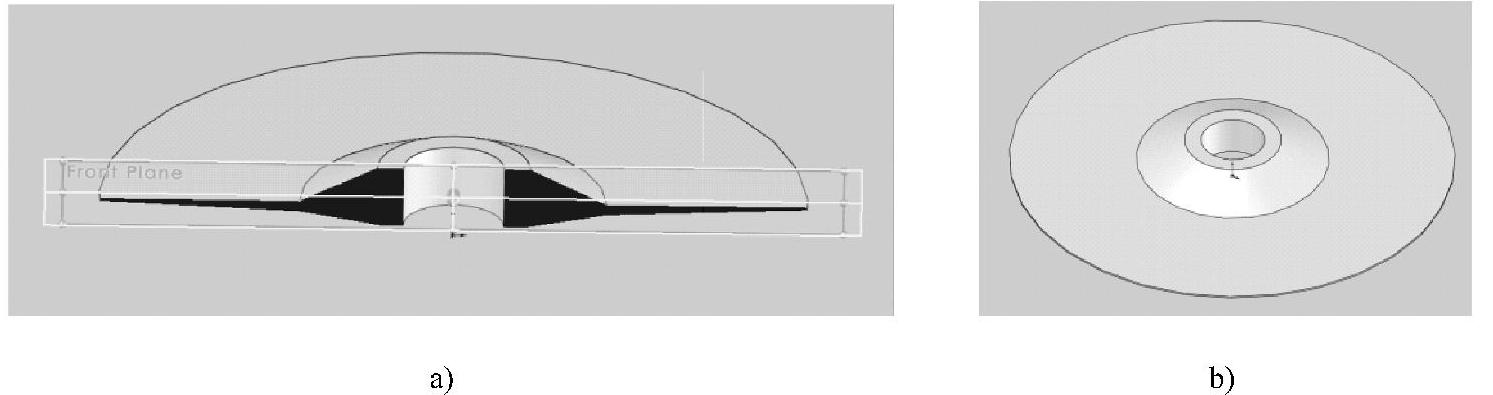
图6-103 典型轮盘构型(外径1300mm)(https://www.xing528.com)
对轮盘的整体模锻过程进行了分析,坯料始锻温度为1150℃,模具的预热温度为400℃。图6-104所示为模锻成形后工件的温度分布,从图中可以看出与模具相接触部位的金属温度下降快,成形工件的精度高。然而轮盘成形载荷最后达到了将近106 kN,由于设备的限制无法进行整体模锻。
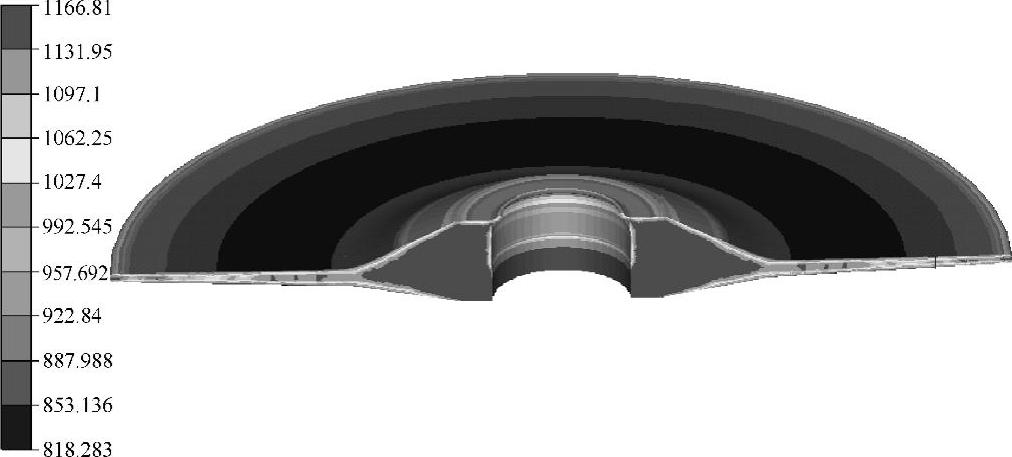
图6-104 锻造成形后工件的温度分布
赵升吨等采用局部渐进旋转锻造成形大型盘类零件不但可以显著降低整体锻造的成形载荷,还可以获得质量高的成形工件。局部渐进旋转锻造成形原理如图6-105所示。采用该方法进行轮盘成形的最大载荷小于2×104 kN,对设备的要求较低。图6-106所示为局部渐进旋转锻造出的离心风机用盖盘。
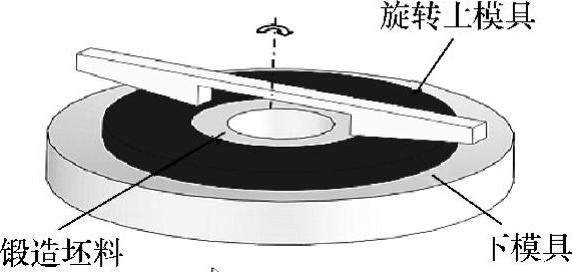
图6-105 局部渐进旋转锻造成形原理

图6-106 盖盘旋转锻造成形过程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。