



旋压是用旋轮对旋转着的工件进给施压而加工薄壁空心回转体零件的一种成形方法。它又可分为普通旋压及变薄旋压两类。从力学角度看,前者属于平面应力状态,后者属于三向应力状态。旋压是一个渐进而连续的加工过程,对于每一瞬时由于旋轮与工件的接触面积很小,可视为点变形,因而旋压力很小,通常旋压机的公称压力可比冲压机低80%~90%。
图6-107所示为阶梯形工件多道次普通旋压动作原理图,该图标明工件5由芯模1带动旋转,成形旋压轮3的旋转是从动的,经过多道次拉深旋压可完成阶梯形工件成形,然后用切边轮6将筒体口部切齐,这些动作都是在工件的一次装夹中完成的。若用普通拉深法加工阶梯形工件,如图6-108所示,不仅需要在三套模具中冲压,而且冲压力很大,它可以由依据筒壁极限承载能力估算出来,公式为
P=πdtRm (6-66)
式中 P——筒壁极限承载能力(kN);
d——筒壁直径(mm);
t——筒壁厚度(mm);
Rm——材料的抗拉强度(MPa)。
在三次拉深中,由于第一次拉深时工件的直径最大,按此计算,拉深力就很大。对比拉深与旋压,前者变形力大的原因是沿整个圆周同时受力,而后者的同一圆周并不同时受力,它是逐点变形积累成整体变形,瞬时变形力很小。(https://www.xing528.com)
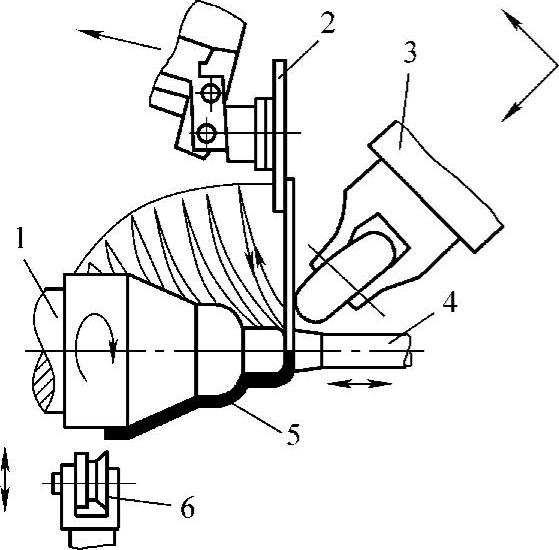
图6-107 阶梯形工件多道次旋压动作原理图
1—芯模 2—反推盘 3—成形旋压轮 4—尾顶 5—工件 6—切边轮

图6-108 阶梯形工件多道次拉深工件尺寸变化示意图
普通旋压的目的主要是改变形状,而对于变薄旋压(又称强力旋压),其目的主要是减少壁厚。图6-109所示为锥形件变薄旋压简图,从图中可以看出变薄旋压后的锥形件筒壁要比坯料的厚度小,采用该方法成形出的工件具有表面粗糙度值小、组织晶粒细化、强度高和抗疲劳性能好等特点。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。