



1.车间任务、生产纲领与生产深度
车间任务是指车间所生产的产品内容,在一般情况下冲压车间任务包括薄板及厚板板料的冲压以及所需要的原材料存放、毛坯准备、冲模存放、机械化辅具存放、零件存放、生产废料处理、设备与冲模的日常维护和小修工作。
生产纲领是冲压车间生产产品品种(总成)及各品种(总成)冲压件的年生产数量(种数、件数)、质量(净质量、毛质量)、备品数(或备品率等),是确定生产设施的基础。它确定了车间的任务,体现了生产规模和生产类型,是计算设备、人员、面积及投资的依据,也是进行工艺分析,确定工艺水平以及计算各种材料消耗、确定车间运输量的主要依据。
年生产纲领、年产冲压件的种类和数量及质量等是工艺设计的重要依据,用以确定生产规模、生产方式、工厂或车间的组成、生产投入批次等。不同的生产纲领,其工艺设计原则不同;生产纲领较低的车间完全照搬高生产纲领车间的工艺,可能导致经济效果不佳的结果。从工艺和经济两方面考虑,应当认真地研究合理的生产纲领,即经济规模。通常同一企业内各工种的经济规模可能是不同的。由于冲压生产具有高生产率的特点,所以在整车厂的冲压车间,其合理生产纲领往往大于同一企业中其他工种或车间。
通常,轿车、货车、轻型客车类冲压件的年生产纲领低于3万辆为小批量生产,大于10万辆的为大批量生产;大客车冲压件的年生产纲领低于1000辆的为小批量生产,大于1000辆的为大批量生产。
确定生产纲领的方法随生产类型、生产规模和设计条件不同可划分为详细生产纲领和折合生产纲领。详细纲领是根据所生产产品的全部图样和总零件明细表编制的,可以具体表明车间所生产的全部零、部件的零件号,零件名称,毛坯材料和形式,零件质量及生产纲领。这种方法主要用于产品品种少的大批大量生产车间,因这种生产类型车间多采用流水生产方式,需要对所加工的全部零、部件编制工艺过程卡和进行精确的计算。折合生产纲领是将规定的纲领折合成一种或几种代表产品的纲领,通常在产品图样不全、总零件明细表及有关的原始资料不全或产品品种多而结构大体相似情况下采用折合纲领。
在生产纲领确定的前提下,生产深度对冲压车间的设计具有重要影响。对于生产纲领大的车身冲压车间,生产深度一般控制在20~40个大中型冲压件,其他中小型冲压件外部协作;对于生产纲领小的冲压车间,可考虑生产更多的大中型冲压件,通常可达到100个左右。
2.工作制度与年时基数
工作制度是指工厂在组织生产时的生产班次和生产形式,按生产班次可分为一班制、二班制、三班制和四班制四种。冲压车间工作制度通常按二班制或三班制,三班制可以提高贵重的冲压设备的利用率。工作制度按组织生产的形式,可分为平行工作制、阶段工作制及连续工作制。平行工作制是指制造过程中各工序都是平行进行的工作制度;阶段工作制是指制造过程中各工序内容分段进行,同一时间内整个车间只进行一定工序的生产;连续工作制是指生产过程每天24h连续进行。冲压车间一般采用平行工作制。
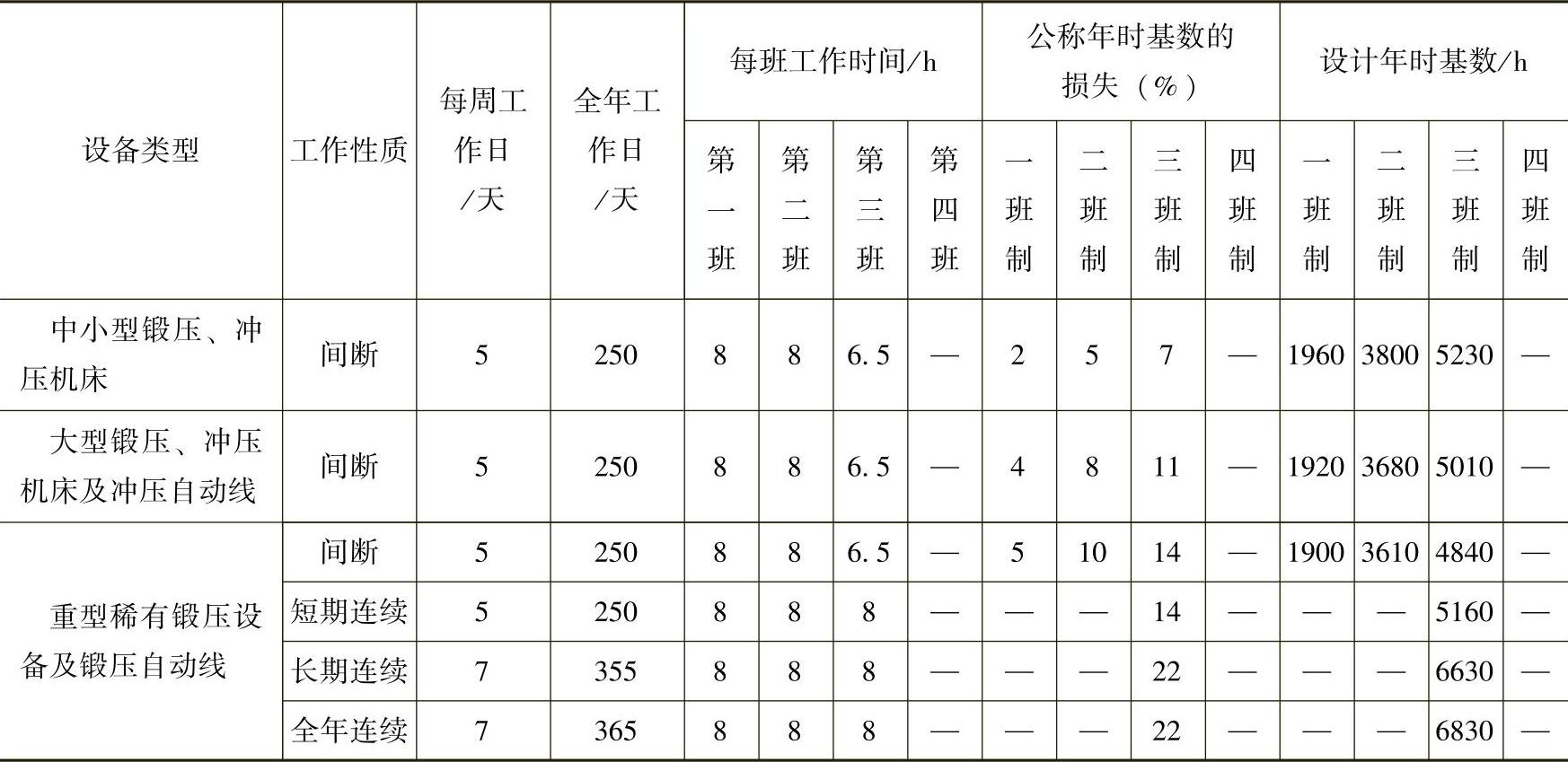
根据国家行业标准规定工艺设备设计年时基数见表8-1。(https://www.xing528.com)
表8-1 国家行业标准规定工艺设备设计年时基数
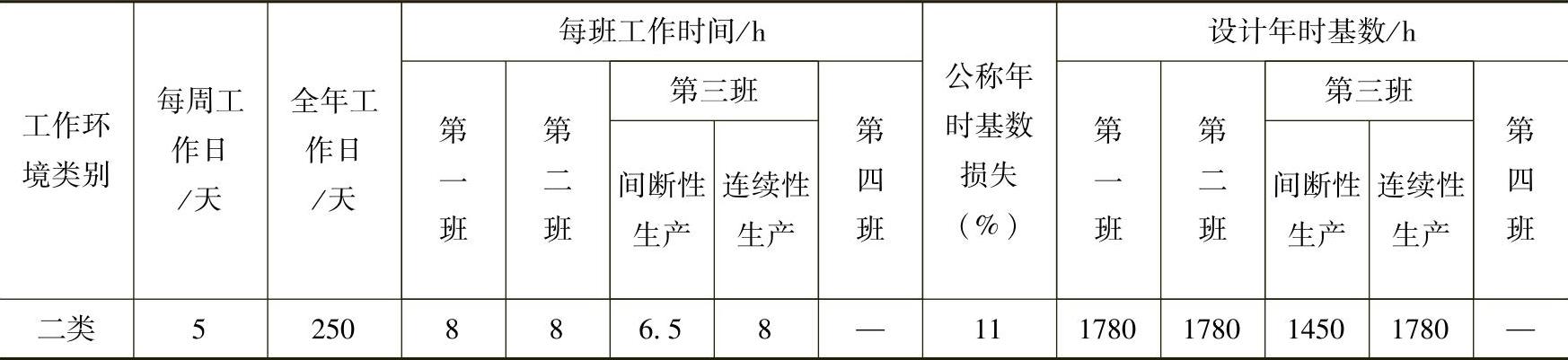
冲压车间工作环境属二类工作环境,工人设计年时基数见表8-2。
表8-2 工人设计年时基数
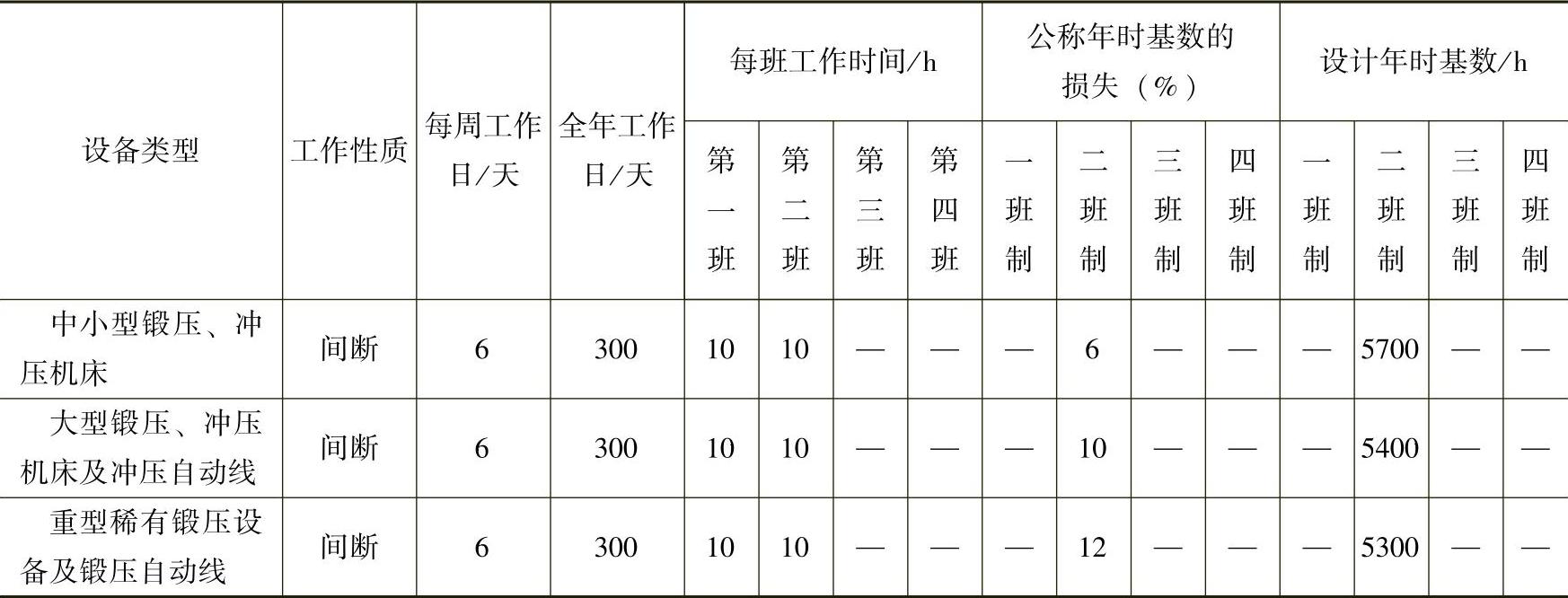
目前有一些企业也采用二班三组的方式生产,即每班工人每天工作10h,每周工作4天,设备每天工作20h。推荐工艺设备设计年时基数见表8-3。
表8-3 推荐工艺设备设计年时基数
设计时应根据生产纲领确定合理生产班次,对于大型冲压线一般采用三班制或二班三组的方式生产,以提高设备开动率。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。