



【摘要】:图2-2 球形键合工艺该种键合工艺的主要优点有:全方位的焊接工艺,成球性好,抗氧化性能好,焊接效率较楔焊高。球键合大多采用直径75μm以下的细金丝。图2-3 楔形键合工艺
1.球形键合工艺
球形键合工艺如图2-2所示。将键合引线垂直穿过劈刀的毛细管,利用氢氧焰或电气放电系统产生的电火花来高温融化金属丝伸出到劈刀腔体外的部分,在表面张力的作用下熔融金属凝固成标准的球形,控制下降劈刀,在适当的压力和时间内将金球压在芯片或电极上。在键合的过程中,通过劈刀向金属球施加压力,同时促进下面的芯片电极金属和引线金属发生塑性变形以及原子间的相互扩散,完成第一次键合。接下来,按照预先设置好的轨道,劈刀运动到第二键合位置处,第二点焊接包括阵脚式焊接和拉尾线两个过程,通过劈刀端口对金属线施加压力,以楔焊的方式完成第二次键合,焊接之后的拉尾线是为下一个键合点循环成焊球做准备的。
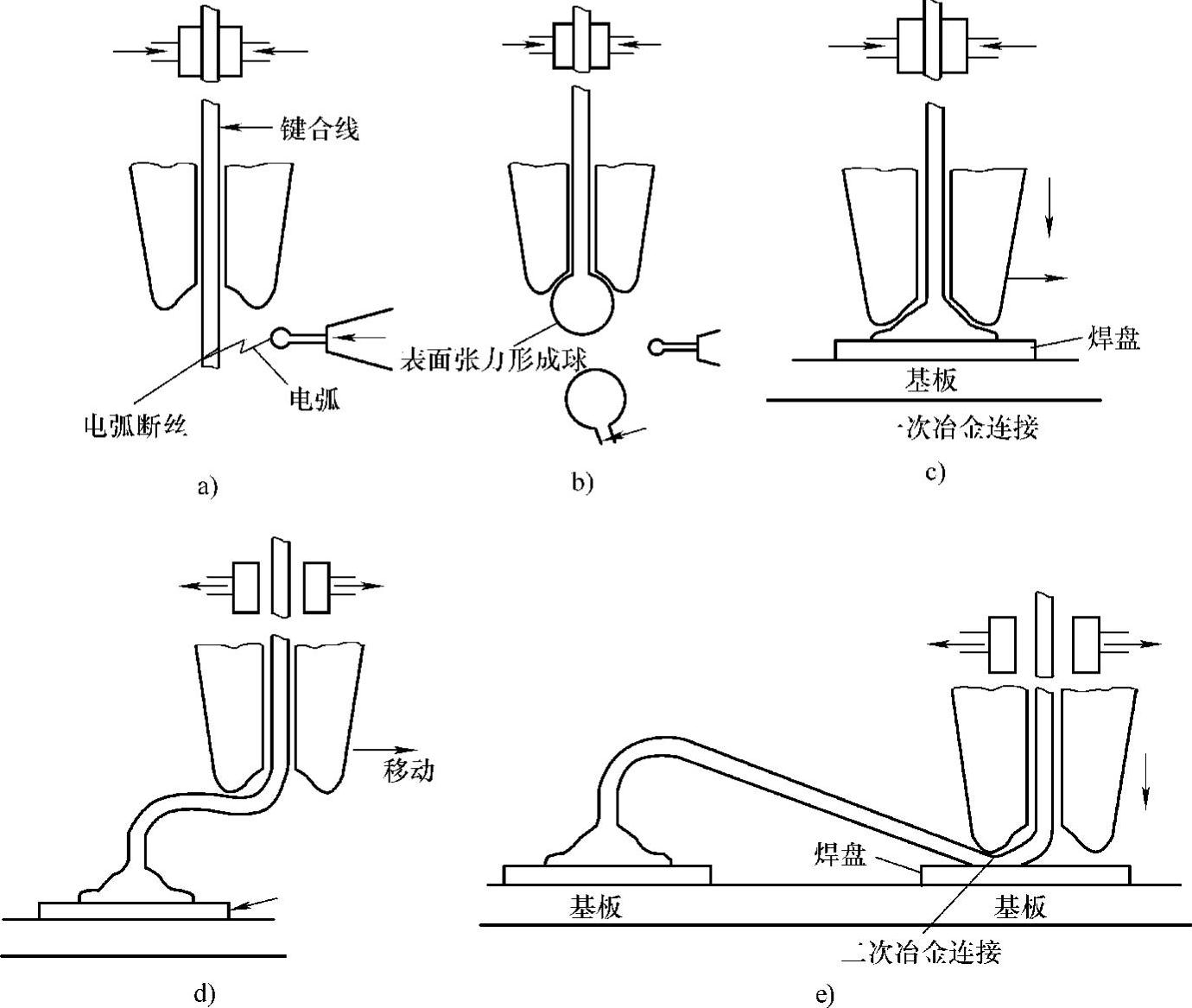
图2-2 球形键合工艺
该种键合工艺的主要优点有:全方位的焊接工艺(即第二次焊接可相对第一次焊接的任意角度进行),成球性好,抗氧化性能好,焊接效率较楔焊高。此工艺一般用于焊盘间距大于100μm的情况。球键合大多采用直径75μm以下的细金丝。(https://www.xing528.com)
2.楔形键合工艺
楔形键合工艺如图2-3所示,将金属丝穿入楔形劈刀背面的一个小孔,丝与晶片键合区平面呈30°~60°角。当楔形劈刀下降到焊盘键合区,劈刀将金属丝压在焊区表面,采用超声波或热声波焊实现第一点的键合焊,随后劈刀抬起并沿着劈刀背面的孔对应的方向按预定的轨道移动,到达第二个键合点(焊盘)时,利用压力和超声波能量形成第二个键合焊点,劈刀垂直运动截断金属丝的尾部。这样完成两次焊接和一个弧线循环。
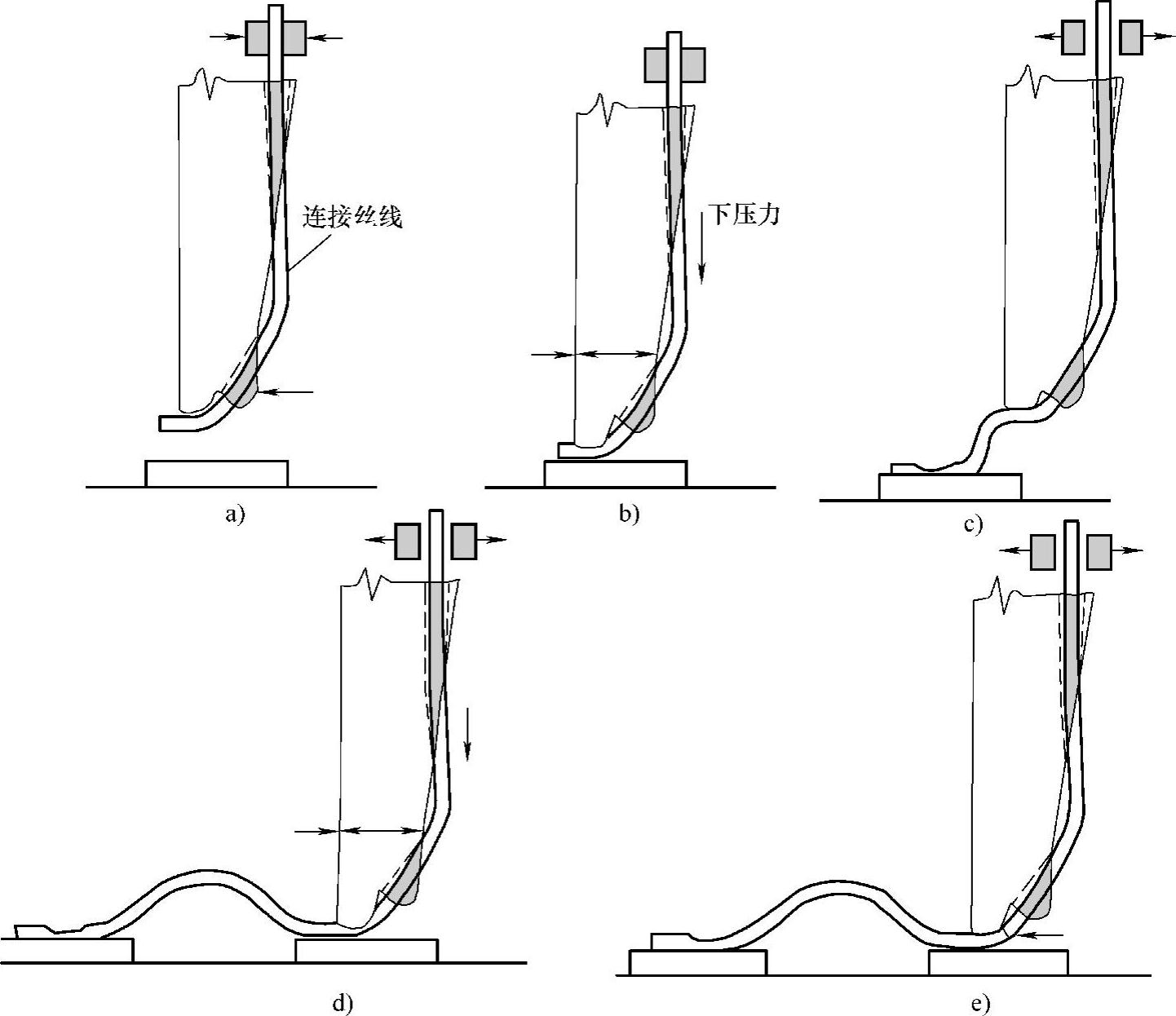
图2-3 楔形键合工艺
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。