



目前在电子加工行业,仍在使用四种类型的钎剂,他们是松香型钎剂,水溶性钎剂,低固体含量免清洗钎剂/无VOC钎剂,以及PCB有机耐热预钎剂。
1.松香型钎剂
松香型钎剂是应用广泛、使用较早的一类钎剂,目前仍大量使用,现将其主要成分及功能分别叙述如下。
松香型钎剂的主要成分见表4-14。
表4-14 松香型钎剂的主要成分
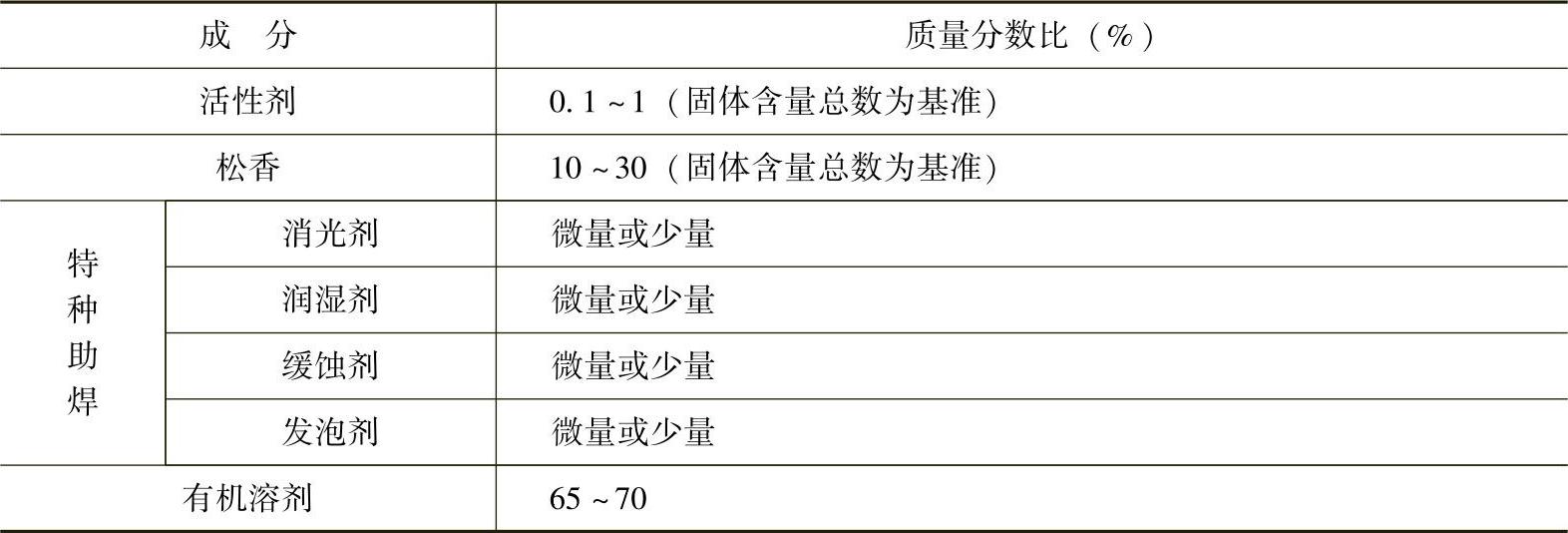
现将各种成分的主要功能简介如下:
(1)活性剂 活性剂是钎剂中最为关键的成分,通常均是“商业秘密”。活性剂是一种强还原剂,通常是有机物的盐酸盐、有机酸一类物质。活性剂的作用机理是:在加热时能释放出HCl,微量的HCl能清除钎料及被焊金属表面的氧化物,并且能有效地降低熔融钎料表面张力,从而实现良好的焊接效果。
通常用钎剂中氯离子(Cl-)占固体总量的百分数来表示活性剂的量,随着Cl-浓度的提高,钎剂的活性也在提高,当采用润湿平衡法测量时则反映出润湿时间的缩短,如图4-15所示。
从图4-15中可以看出,随着Cl-含量的提高,润湿时间快速缩短,即润湿速率迅速提高,直到Cl-的含量(质量分数)达到1%后才趋于平缓,表明Cl-高到一定浓度其作用就不再明显,相反会出现腐蚀铜层的不良后果,这说明活性剂用量的增加在改善焊接性的同时,也会导致焊接后表面绝缘电阻降低,产生不应有的腐蚀性。活性剂对焊接过程的综合影响如图4-16所示。
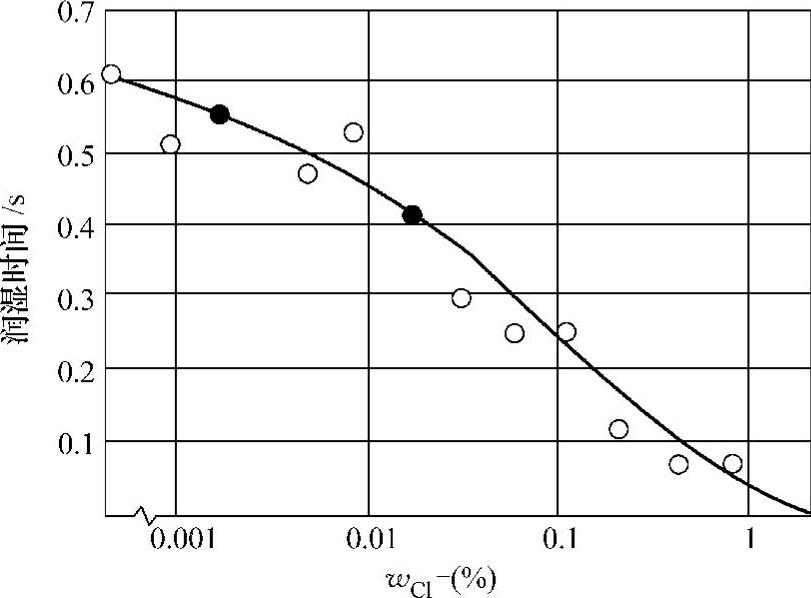
图4-15 卤素含量与润湿时间的关系
用做活性剂的材料很多,经常使用的活性剂有如下几种:
1)含氮有机物。如乙二胺盐酸盐;环已胺盐酸盐;醇胺及其相应的盐,如三乙醇胺盐酸盐;肼及其相应的氢卤酸盐,如溴化盼等;酰胺如甲酰脑、尿素;
2)有机酸及其盐。如已酸、庚酸、月桂酸、草酸、酒石酸、乳酸、谷氨酸和硬脂酸锌;脂肪族多元羧酸及其衍生物,如丁二酸及相应的酸酐;
3)无机酸,如磷酸等。
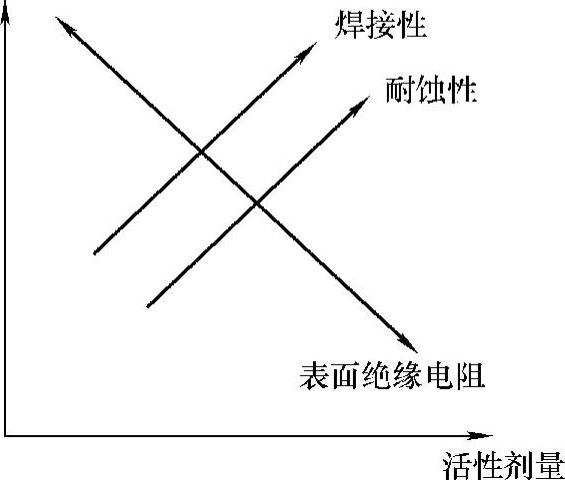
图4-16 活性剂对焊接过程的影响
(2)松香 用做钎剂的松香是从松杉等针叶树的树脂中制取的,即用蒸馏加工分离出液态松节油(C10H16)而得到的固体物质。松香的主要成分是松香酸,分子式为C19H29COOH,分子结构为
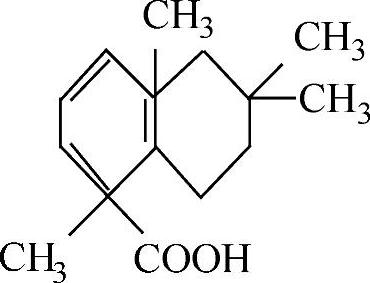
松香本身是一种弱酸,故在焊剂中能起到一定的活化剂作用,在高温下能还原锡铅钎料及阳铜箔表面的氧化膜,使其相互润湿,促使熔融的锡铅钎料沿铜箔表面漫流;在焊接过程中它可以覆盖焊接部位,有效地防止焊接部位发生再氧化;焊接后钎剂残留物形成一层致密的有机膜,对焊点具有良好的保护作用,具有一定的防腐性能和电气绝缘性能。在助焊剂中,松香还可以起到调节比重的作用,并有利于改进发泡的工艺性。以上所述表明,松香在钎剂中起着综合平衡作用。但松香也存在着不少缺点,如熔点低,有溺性和吸湿性,在温度和湿度作用下松香膜易发白等。为了改进这些缺陷,常对松香进行改进,如通过氢化处理减少松香结构中的双键,使它的热稳定性提高。改进后的松香有氢化松香、歧化松香、聚合松香、全氢化松香等。这类松香结构相对稳定,用它们配制的助焊剂性能也相对稳定。
(3)其他助剂 钎剂中还配有少量其他特性的助剂,数量虽少作用却很大,现列举几种助剂并说明它们的功能。
1)消光剂。面积较大的SMA产品在波峰焊后,由于焊点数量多,当工人在检查时会出现刺眼的反光现象,影响检查,因此加入少量的带有消光性的化学助剂,如脂肪酸及其盐,以避免出现反光现象。
2)缓蚀剂。钎剂中含有一定的卤化物,虽然增加了钎剂的活性,但也会带来腐蚀现象。因此在钎剂中加入缓蚀剂,以便在不影响钎剂助焊功能的同时,防止对铜层的腐蚀作用。当然,缓蚀刑的数量应严格控制,使两种功能互相兼顾。
3)表面活性剂。表面活性剂是一种有机物,可以降低焊剂的表面张力,促进钎剂系统中各种助剂的溶解。并对钎料及焊接面起到快速润湿的作用。它协同活性剂起到助焊功能,但用量过多会降低焊接后的表面绝缘电阻。
4)溶剂。溶剂是焊剂中的主要成分,一般占到90%以上,它可以使各种助剂有效地溶解,并可调节钎剂的浓度,以适应不同涂布要求。在生产中常使用乙醇、异丙醇及其两者的混合物。
以上简述了松香型焊剂的成分及其功能。可见钎剂是一种具有综合功能的有机混合物。(https://www.xing528.com)
2.水溶性钎剂
早期的钎剂几乎全是溶剂型(松香型)钎剂,但是这类钎剂在焊接后,有时需要使用1.1.1三氯乙烷或氟利昂(FC-113)来清洗钎剂的残留物。虽然FC-113具有非常优异的清洗性能,特别适用于清洗松香型钎剂焊接的电子产品,但是近年来发现1.1.1三氯乙烷和FC-113严重地破坏大气臭氧层,给生态环境带来极大危害。为了减少氟利昂的消费量,人们除了研究新型的清洗剂外,还致力于开发新型的焊剂,其中水溶性焊剂,就是为适应采用水清洗工艺,而开发出来的新型钎剂。“水溶性”表示该钎剂焊接后的残留物能够溶解在水中,钎剂的成分中有时也含有水。水溶性钎剂主要是采用有机酸作为活化剂,故又称之为OA钎剂。早期的水溶性钎剂有较强的活性,同时也有较强的腐蚀性,焊接后必须用洁净水将它冲洗干净。目前已有许多水溶性钎剂是非腐蚀性的,焊接后能达到免清洗的要求。
水溶性钎剂在美国得到了很广泛的应用,已大量使用在波音航空公司制造军用电子产品的生产中,许多处于领先地位的工业、民用、通信行业的公司也在使用。水溶性钎剂被认为是能满足军用及民用清洁度要求的钎剂之一。
3.低固含量免清洗钎剂/无挥发性有机物钎剂
(1)低固体含量免清洗钎剂 低固体含量的免清洗钎剂是为了保护大气臭氧层,取缔氟利昂而研制出来的新型钎剂,它具有离子残渣少、固体含量低、绝缘电阻高、不含卤素、不需清洗以及良好的助焊性等优点。这种助焊剂越来越在国内外得到广泛的应用。目前国内外低固体含量免清洗助焊剂的技术指标见表4-15。
表4-15 国内外低固体含量免清洗助焊剂技术指标
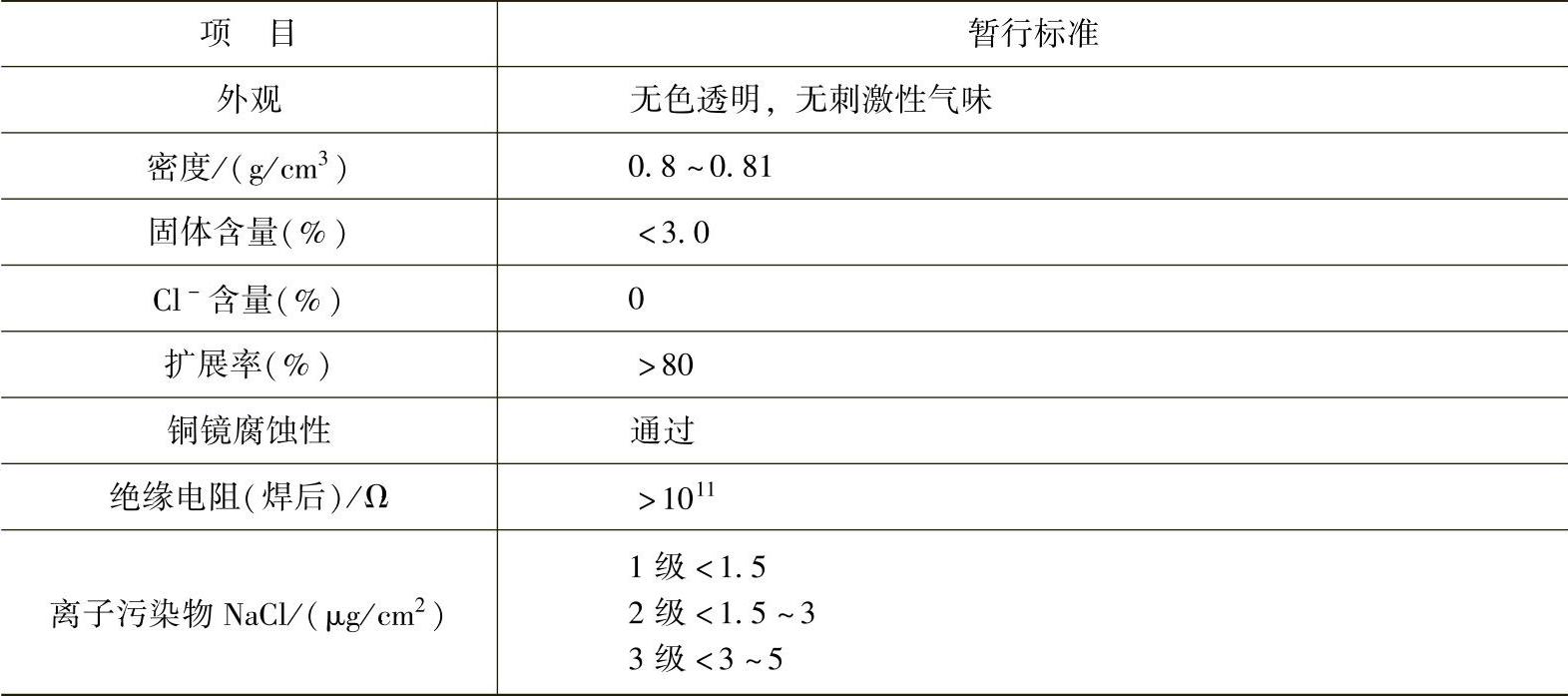
注:含量均为质量分数。
通常认为满足上述指标的钎剂方能真正称得上“免清洗钎剂”,它可以用于较高级别的电子产品的焊接,并且焊接后不需要再清洗SMA。但目前国内也有厂家把绝缘电阻达到1011Ω的钎剂统称为“免清洗钎剂”,而不注意固体含量及残留离子量指标,其实这类“免清洗钎剂”仅适用于民用级别的电子产品中或称为“高固体含量的免清洗钎剂”(固体质量分数为10%~15%)。
免清洗助焊剂是由活性剂和溶剂组成的。其他功能助剂有缓蚀剂、消光剂、发泡剂等。
(2)无挥发性有机物钎剂 松香型低固体含量免清洗焊剂中采用有机溶剂,其含量在97%以上,这里的有机溶剂通常称为挥发性有机化合物VOC(Volatile Organic Compounds),尽管它们不会对大气臭氧层产生破坏作用,但它们发散在低层大气中时,会形成光化学烟雾,对人类的身体有危害作用。预计不远的将来人类也会提出禁用VOC钎剂。
20世纪90年代以来,人们已经注意到“水溶性钎剂”和“低残留免清洗钎剂”各自的优点,所以很快又推出“无VOC钎剂”,即在它的组成中,不使用松香而使用极少量的有机物;不使用有机溶剂而采用水为溶剂。无VOC钎剂的其他成分与用量与松香型低固体含量免清洗钎剂相同。不难看出,无VOC钎剂是理想的环保型钎剂。
但无VOC钎剂由于溶剂中几乎全部采用水做溶剂,因而其挥发过程吸热量大,使用中必须严格要求焊接设备具有足够的预热条件,确保PCB与钎料流接触前水分应挥发掉,通常PCB的预热温度应控制在110~120℃左右。如果预热温度不到位,则在焊接时会出现“炸锡现象”,这是使用无VOC助焊剂过程中应注意的问题。
此外在使用VOC钎剂时还应考虑到波峰焊设备的相关部件,如管道、喷头的耐蚀性能。
总之,无VOC钎剂具有低残渣、无卤素、免清洗、储存及运输方便等综合优势,它既可以有效地帮助完成焊接过程,又不会影响操作工人的身体健康,对环境也没有直接危害,能称得上是“绿色钎剂”,因此它是钎剂发展的方向。尽管人们已在研究无钎剂焊接工艺,但使用“钎剂”来帮助焊接,在一个相当长的时期内仍将存在下去。
4.有机耐热预焊剂
有机耐热预焊剂又称有机焊接保护剂(Organic Solder Protection,OSP),是20世纪90年代出现的铜表面有机助焊保护层技术,是通过化学的方法,在PCB的裸铜导条表面形成一层厚0.2~0.6μm的有机保护膜,这层保护膜能起到防止铜表面氧化并且有助焊功能,对各种钎料均能兼容并能承受PCB生产过程中二次高温的冲击。目前,已在印制电路板行业普遍推广应用,以代替热风整平工艺。用OSP涂覆后的PCB具有下列特点:
1)表面平整,特别适用于SMB的焊盘保护,保护期长。
2)保护层具有良好的助焊性,并能承受二次焊接高温。
3)生产过程易控制,有利于环保。
4)成本低,仅为热风整平工艺的50%。
早期的有机耐热预焊剂是由普通的助焊剂改进而来的,即在助焊剂中添加耐热剂和抗氧剂,但效果差,不耐二次高温,仅适用于单面板。现行的OSP则是以烷基苯咪唑有机化合物为主要成分,与有机酸、Pb2+、Cu2+和Zn2+等化合物组成。
有机耐热预焊剂涂覆工艺如下:
PCB蚀刻→水洗→纯水洗→涂覆OSP(60℃,1~2min)吹干→纯水漂洗(去掉多余的OSP)→热风干燥(100℃,6s)。
目前,这种有机耐热预焊剂已广泛应用于SMB加工行业中。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。